Bedlevel issues
-
; bed.g
M561 ; clear any bed transformG30 P0 X15 Y200 Z-99999 ; probe near a leadscrew
G30 P1 X400 Y200 Z-99999 S2; probe near a leadscrew calibrate 2 motorsG29 ; probe the bed and enable compensation
G32
Leadscrew adjustments made: -3.122 4.043, points used 2, (mean, deviation) before (0.570, 2.815) after
(-0.000, 0.000)Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh.
9 points probed, min error -7.383, max error -2.180, mean -4.490, deviation 1.846
Height map saved to file 0:/sys/heightmap.csv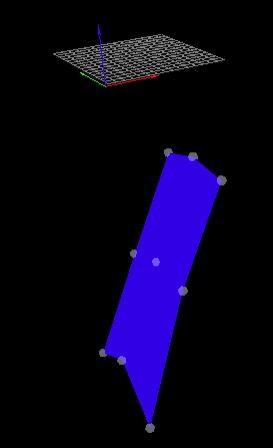
Reset the board, run G28 then G32 and it gets deeper and deeper away from GRID each time I do this!
lines from config.g
; Z-Probe
M558 C"121.io1.in" P8 H10 F120 T6000 ;
G31 P50 X0 Y-36 Z1.0
M557 X15:400 Y15:400 S138 ; define mesh gridM671 X-45:445 Y200:200 S5 ; Define positions of Z leadscrews
Board: Duet 3 Mini 5+ (Mini5plus)
Firmware: RepRapFirmware for Duet 3 Mini 5+ 3.3RC3 (2021-05-26)
Duet WiFi Server Version: 1.26What am I doing wrong??
-
Post your homeall as well please.
Are the leadscrew positions defined correctly and match the order of the motor drivers?
-
; homeall.g
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-405 Y-405 F3000 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-405 Y-405 F240 ; move slowly to X and Y axis endstops once more (second pass)
G90
G1 H2 X200 Y200 F3000
G30So what you say is to change M671 ?
from M671 X-45:445 Y200:200 S5 ; Define positions of Z leadscrews
to M671 X445:-45 Y200:200 S5 ; Define positions of Z leadscrews -
@tecno said in Bedlevel issues:
So what you say is to change M671 ?
from M671 X-45:445 Y200:200 S5 ; Define positions of Z leadscrews
to M671 X445:-45 Y200:200 S5 ; Define positions of Z leadscrewsNo, see here for the pre-requisites: https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motors
@tecno said in Bedlevel issues:
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-405 Y-405 F240 ; move slowly to X and Y axis endstops once more (second pass)
G90
G1 H2 X200 Y200 F3000Remove the H2 from the X Y moves. It's really only appropriate for the Z moves to allow it to raise for clearance before the Z axis has been homed.