Looking for advice...
-
I would like some advice on how to improve the settings in order to achieve a higher quality, and then to be able to switch to higher speeds.
Printer: Quadra 600 Light (DIY) 600x600x600 mm useful
Extrusive: E3D Hemera
Hot-end: E3D Volcano
Nozzle: 0.4 mm
Layer height: 0.2 mm
Number of walls: 2Printing speed
60 mm/s outer wall
75 mm/s inner wall
75 mm/s filling
120 mm/s displacementM201: Accelerations (mm/sec^2): X: 1250.0, Y: 1250.0, Z: 20.0, E: 2000.0
M203: Max speeds (mm/min): X: 18000.0, Y: 18000.0, Z: 900.0, E: 1200.0, min. speed 30.00
M204: Maximum printing acceleration 10000.0, maximum travel acceleration 10000.0
M566: Maximum jerk rates (mm/min): X: 900.0, Y: 900.0, Z: 12.0, E: 120.0, jerk policy: 0
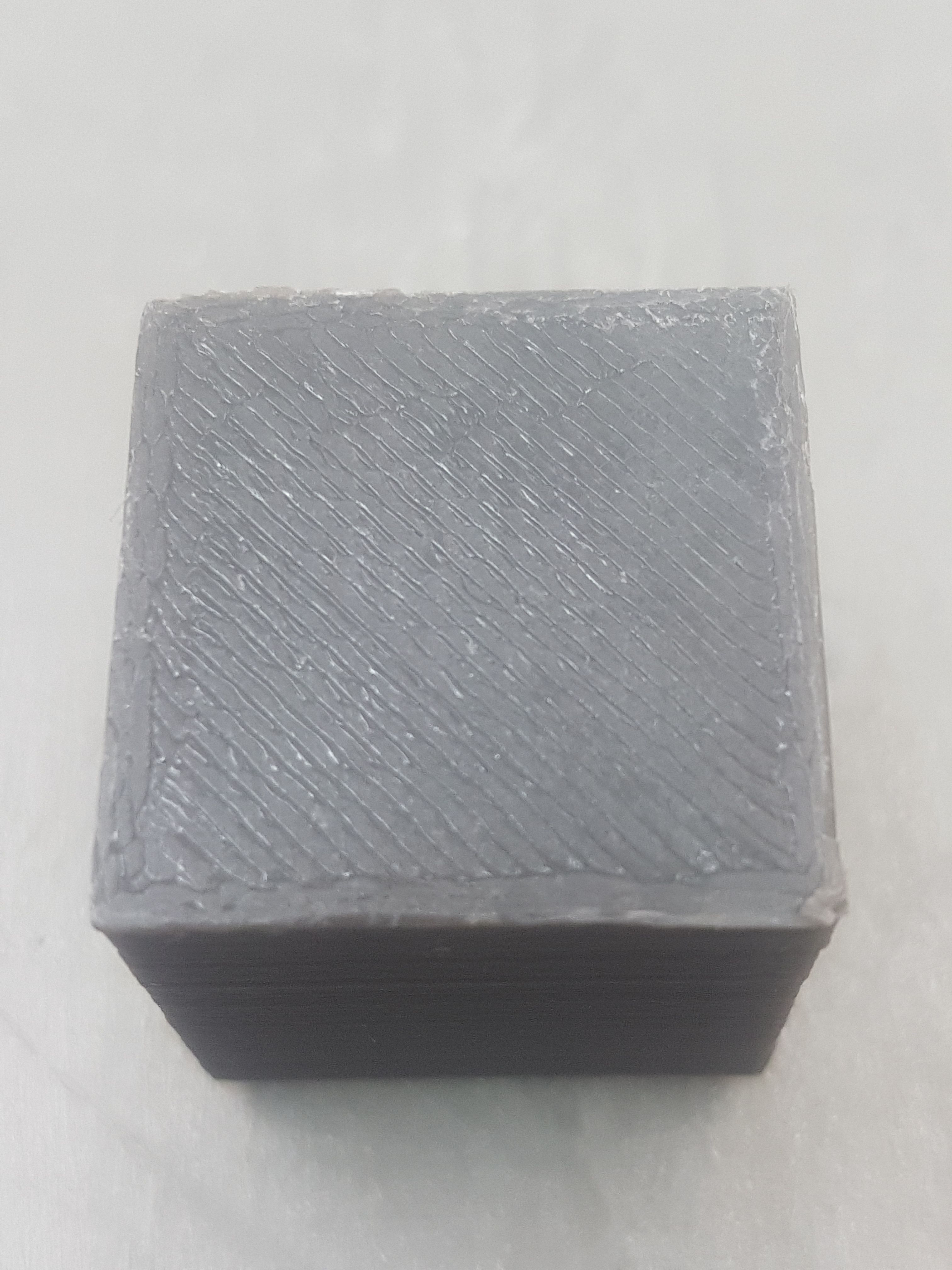
M906: Motor current (mA) - X:1275, Y:1875, Z:1875, E:1275, idle factor 30%.This is the first test cube printed with the new extruder.





-
Assuming Z and extruder have been calibrated, I would add maybe 10% to the extrusion factor.
The side with the "Z" shows the under extrusion. If that side was on the build plate then add the 10 or even 20% to the first layer. Alternatively, you might be set up a little too high for your Z=0 height.Can't comment on the other little (tiny) issues.