Mesh Compensation not moving Z axis Motors
-
; homez.g ; called to home the Z axis ; ; BLTouch prep so we don't catch the probe pin on the edge of the bed ; M280 P7 S160 I1 ; Alarm Release and Push-Pin UP just in case it's in alarm and deployed M402 ; Retract probe just in case it's down ; Drop the bed for travel ; G91 ; Relative positioning G1 Z5 F200 H2 ; Lower bed 5mm to ensure it is below the trigger height ; Move probe into position ; G90 ; absolute positioning G1 X160 Y160 F4000 ; Move x and Y axis over to bed center so probe is on top of bed ; Set lower speeds for homing ; M566 Z5 ; Set maximum instantaneous speed changes (mm/min) (Jerk) M203 Z400 ; Set maximum speeds (mm/min) M201 Z100 ; Set maximum accelerations (mm/s^2) ; Probe the bed ; M558 A1 F350 ; Set single probing at faster feed rate G30 ; Do a single probe to home our Z axis M558 A10 F100 ; Set tripple probing at slower feed rate G30 ; Probe again to get a more accurate position ; Set normal speeds again ; M566 Z60 ; Set maximum instantaneous speed changes (mm/min) (Jerk) M203 Z600 ; Set maximum speeds (mm/min) M201 Z600 ; Set maximum accelerations (mm/s^2) ;Load Mesh Bed Compensation ; G29 S1 ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z3 F100 ; lift Z relative to current position ;G90 ; absolute positioningThis is the rest of what is in homeall.g not sure why it didn't show up for you.
-
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
bed compensation in use: mesh
That indicates that mesh compensation is active.
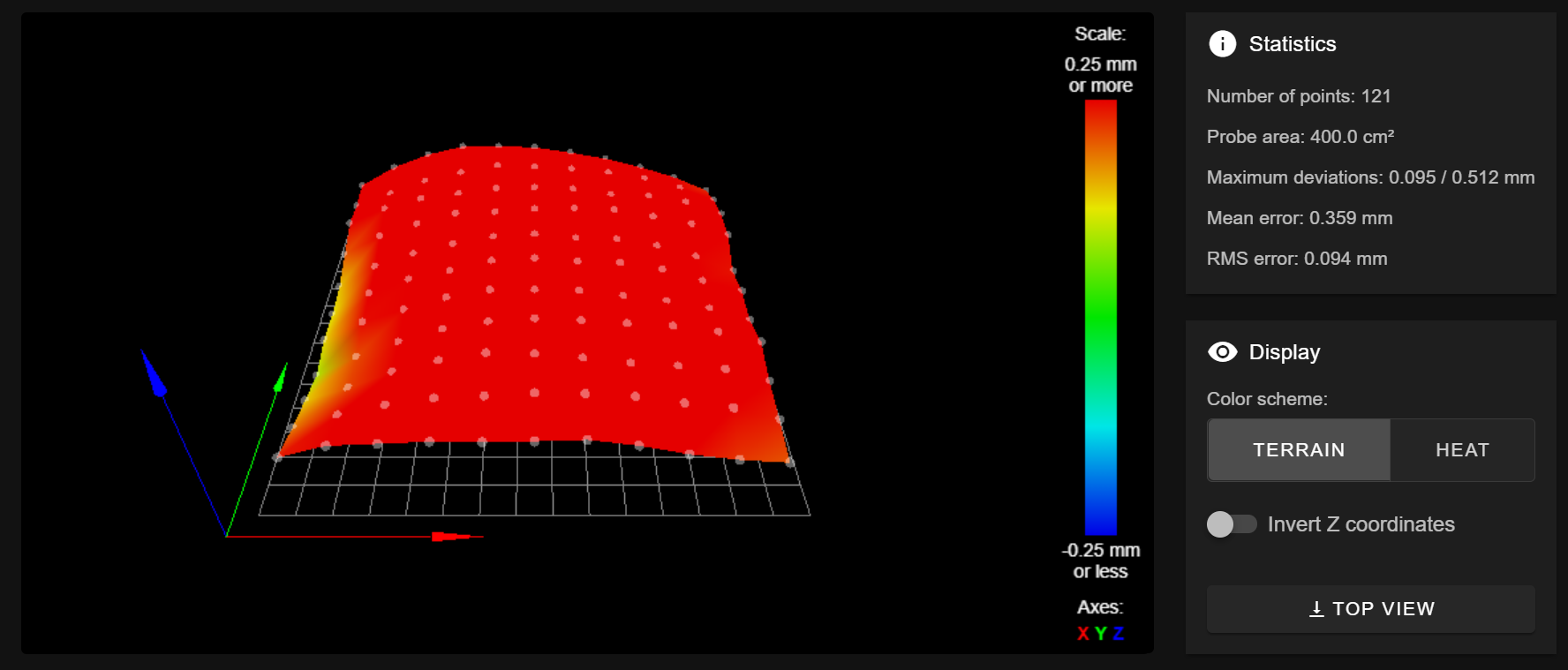
Can you post an image of your heightmap being displayed in DWC so that we can see what it's looking like?
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
WiFi firmware version 1.22
Your wifi firmware is quite out of date for firmware 3.3. I suggest you do a full update just to make sure everything is actually updated. The easy way to do this is to upload the complete zip file for the release to the system tab in DWC.
https://github.com/Duet3D/RepRapFirmware/releases/download/3.3/Duet2and3Firmware-3.3.zip
Upload it as is, don't extract it first. That should update everything. You can check if the wifi server was successfully updated by sending M122 again and looking for the wifi firmware version near the end of the report. It should be 1.26.
M203 Z7200.00
Is that actually a viable max speed for your z axis?
The rest of your files look ok, but you didn't share a sliced gcode file, so we can't see what's happening at the start of a print. We need to know the order of operations. When is it getting homed with G28, when is G32 being called for leveling, when is G29 S1 getting called (other than at the end of your homez)?
-
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
; homez.g ; called to home the Z axis ; ; BLTouch prep so we don't catch the probe pin on the edge of the bed ; M280 P7 S160 I1 ; Alarm Release and Push-Pin UP just in case it's in alarm and deployed M402 ; Retract probe just in case it's down ; Drop the bed for travel ; G91 ; Relative positioning G1 Z5 F200 H2 ; Lower bed 5mm to ensure it is below the trigger height ; Move probe into position ; G90 ; absolute positioning G1 X160 Y160 F4000 ; Move x and Y axis over to bed center so probe is on top of bed ; Set lower speeds for homing ; M566 Z5 ; Set maximum instantaneous speed changes (mm/min) (Jerk) M203 Z400 ; Set maximum speeds (mm/min) M201 Z100 ; Set maximum accelerations (mm/s^2) ; Probe the bed ; M558 A1 F350 ; Set single probing at faster feed rate G30 ; Do a single probe to home our Z axis M558 A10 F100 ; Set tripple probing at slower feed rate G30 ; Probe again to get a more accurate position ; Set normal speeds again ; M566 Z60 ; Set maximum instantaneous speed changes (mm/min) (Jerk) M203 Z600 ; Set maximum speeds (mm/min) M201 Z600 ; Set maximum accelerations (mm/s^2) ;Load Mesh Bed Compensation ; G29 S1 ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z3 F100 ; lift Z relative to current position ;G90 ; absolute positioningThis is the rest of what is in homeall.g not sure why it didn't show up for you.
Well the comment at the top of the file says it is "homez.g" - thus my confusion.
Frederick
-
@fcwilt Yeah I need to do some more tidying up. I just copied and pasted the code from the homez.g into the homeall.g at the end. Lol. A little sloppy for sure. Sorry for the confusion.
-
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
@fcwilt Yeah I need to do some more tidying up. I just copied and pasted the code from the homez.g into the homeall.g at the end. Lol. A little sloppy for sure. Sorry for the confusion.
Understood.
You have a number of things in the code that are not really needed - even though they don't hurt anything.
Frederick
-
@phaedrux I thought I did use that file to update the Duet. I will have to check it again.
In regards to the M203 Z7200, that is probably not viable, but idk if it will have a negative effect on it, wouldn't it just do the max speed possible if it is too high?
I can post some Gcode of a sliced gcode file and height map.
-
That height map suggests you didn't set the Z=0 Datum using a single G30 at the first grid point or the center of the bed before creating the height map.
Frederick
-
@fcwilt Alright, I will try and do that and report back with my result. Thanks for all your help.
-
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
but idk if it will have a negative effect on it, wouldn't it just do the max speed possible if it is too high?
It will use the max speed unless told to use a slower feed rate. If that max speed is beyond what the axis is capable of it may skip steps. For a heavy lead screw axis like a print bed moving in Z 600mm/min is a good place to start. Fast enough to make movement not annoying, but not too fast to case issues. You are setting a slower Z speed in your homing files, so it's not likely to be an issue, but to be on the safe side you should set the speed limit correctly in config.g regardless.
Your sliced gcode files shows that it only does G28 homing at the start of the print. And you have G29 S1 in your homeall, so it's loading the saved heightmap after it's homed. This is ok, but it still doesn't tell us when you do the tilt correct with G32 or whether that was done before you created the saved heightmap in the first place.
One issue I do see in your bed.g is that you have the M561 commented out to clear any compensation in effect. Then you home all, which has the heightmap loaded, and then you do the tilt correction. So in effect, you're doing tilt correct with the heightmap already in effect.
I would suggest that you move the G29 S1 from the end of homeall to your slicer start gcode after the g28 to keep them separate. Then make sure you are using M561 at the start of your homeall.g and bed.g to ensure you're not layering compensations on top of each other.
Also make sure you do a G30 at bed center before and after the tilt correction. Make sure the point used for that G30 is the same as used in your homeall.g
Also make sure your G31 probe XYZ offsets are correct. Otherwise everything will be off.
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
-
@phaedrux So I did the Probe calibration, but for some reason it is starting too high when I start the print now. Any idea why that would be? I followed the guide multiple times and am still have issues with it being to far from the bed for some reason.
-
What was the G31 Z before and what is it now?
Where on the bed are you measuring?
Did you also correct the other things mentioned? -
@phaedrux Yeah I went through an corrected everything you told me to. I had it at Z0.95 and now I have it at Z0.825, but for some reason it is starting way too high now. Very confusing. I just put it to what the G30 S-1 showed after checking it multiple times that way. Measuring right in the middle of the bed.
-
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
@phaedrux Yeah I went through an corrected everything you told me to. I had it at Z0.95 and now I have it at Z0.825, but for some reason it is starting way too high now. Very confusing. I just put it to what the G30 S-1 showed after checking it multiple times that way.
Does your home Z routine include setting the Z=0 Datum using a single G30?
After you've done the setting of the Z=0 Datum does a command like G90 G1 Z0 result in the nozzle just touching the bed?
Are you trying to print with mesh compensation enabled?
Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
@fcwilt Yeah when I go the G90 G1 Z0 and it does touch the bed. I have G29 S1 in my start gcode, but it wasn't showing on in the dashboard. I turned it on there and we will see what happens.
-
@fcwilt Still starting way too high for some reason. I am going to try an probe the bed with G29 again to see if that helps.
-
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
I had it at Z0.95 and now I have it at Z0.825
If it's too high you can adjust the value by the amount you had to baby step back down. The higher the value the closer to the bed. Consider it fine tuning. What the value is and how it was set isn't as important as Z0 being when the nozzle is just touching the bed.
-
@thepfeiffenator said in Mesh Compensation not moving Z axis Motors:
@fcwilt Yeah when I go the G90 G1 Z0 and it does touch the bed. I have G29 S1 in my start gcode, but it wasn't showing on in the dashboard. I turned it on there and we will see what happens.
If your height map is wrong it can cause the problem you are seeing if you enable mesh compensation.
Try printing with no mesh compensation.
Frederick
-
-
@thepfeiffenator looking at the mesh, i would try some physical leveling too. Either the X is tilted or bed is physically tilted. the less compensation the better. just because it compensates doesn't mean it always should
")