Printing Status Issues & Suggestions
-
My FW might be a bit out of date, last updated about 8 weeks ago. So beat me over the head if some of these items have changed….
My setup is a large delta with Duet Wifi. Printable area approx 550mm diameter x 550mm height. I am using it to print parts for lost PLA casting of Aluminum. These are likley larger parts than most (but not all) folks print.
The printing status area of the UI has some peculiarities for me.
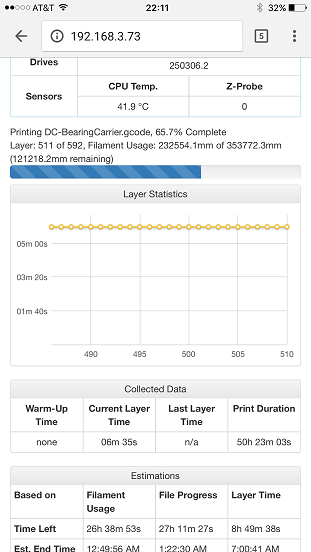
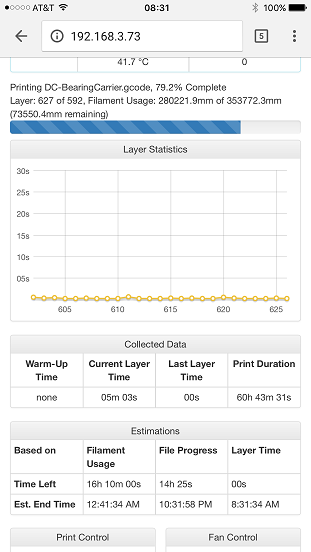
The example screen shots are from the same print. The second is taken about 8-10 hours after the first.
These items seem to be bugs:
1. Total layers shows less than the real total. In the example shots, it shows "Layer: 511 of 592" and then later it shows "Layer: 627 of 592". 592 is not the correct number of layers.
2. Last layer times show "n/a" and "00s", neither of which are correct.
3. Layer Statistics Graph on the later screen shot shows close to 0 for layer times, but this clearly is not correct.
These items are "It would be nice if....":
4. At some point it would be nice to show Filament Usage data in cm, then meters. When a print needs multiple 1KG reels, it's way to many digits when displayed in mm.
5. Est End Time it would be nice to include a date when the end time is not today. As you can see, this is a 2.5 Day print. I'm old and get easily confused
")
Please forgive my English, I'm Texan!
-
Hi Frank
Thanks for the feedback, I have moved this to the DWC wishlist because the majority of these are feature requests. I hope cHristian will have a chance ot have a look at these requests as soon and comment further.
The one bug, where DWC is showing the wrong total number of layers, I wonder if there is something in the header of the Gcode, output by the slicer, with the total layer numbers?
-
Thanks, this is where it belongs, I did not scroll down so did not even see this area…
Looking at the gcode, I don't see where it has 592 as the number of layers. If I should be looking for something specific, please let me know. Here is top/bottom of the code:
; generated by Slic3r 1.36.2-prusa3d-stable-win64 on 2017-09-14 at 23:06:23
;
; external perimeters extrusion width = 0.90mm
; perimeters extrusion width = 0.90mm
; infill extrusion width = 0.90mm
; solid infill extrusion width = 0.90mm
; top infill extrusion width = 0.80mm
; support material extrusion width = 0.80mmM104 S200 ; set temperature
G90 ; absolute positioning
M83 ; extruder relative mode
M140 S45 ; set bed temp
G10 P1 Z0.0 R200 S200 ; set extruder 1 temp
M207 S4.0 R4.0 F2400 Z0.6 ; Settings for Firmware retraction
G1 X0 Y0; 0 XY axis
M116 P1 ; Wait for extruder to heat; Filament gcode
M109 S200 ; set temperature and wait for it to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G10 ; retract
G1 Z0.600 F3000.000
G1 X-24.259 Y26.996 F3000.000
G11 ; unretract
G1 F438.982
G1 X-25.272 Y26.996 E0.18330
G1 X-25.272 Y29.350 E0.42586
..................snip......................
G1 X-64.181 Y0.588 E0.11638
G1 X-69.059 Y5.466 E0.78964
G1 X-68.042 Y5.466 E0.11638
G1 X-64.181 Y1.605 E0.62505
G1 X-64.181 Y2.622 E0.11638
G1 X-67.025 Y5.466 E0.46046
G1 X-66.008 Y5.466 E0.11638
G1 X-64.181 Y3.638 E0.29587
G1 X-64.181 Y4.655 E0.11638
G1 X-65.313 Y5.787 E0.18331
G10 ; retract
; Filament-specific end gcode
;END gcode for filamentG10 P1 R0 S0 ; set extruder 1 temps to 0
M140 S0 R0 ; turn off heatbed
G4 P30000; wait 30 seconds (let extruder cool)
M106 S0 ; turn off fan
G91 ; relative positioning
G1 Z25 ; Move head UP 25mm
G90 ; back to absolute positioning
G1 X0 Y0; home XY axis
M84 ; disable motors
; filament used = 352711.8mm (848.4cm3)
; filament used = 1060.5
; filament cost = 21.2
; total filament cost = 21.2; avoid_crossing_perimeters = 0
; bed_shape = 268.521x28.2227,264.1x56.1362,256.785x83.4346,246.657x109.819,233.827x135,218.435x158.702,200.649x180.665,180.665x200.649,158.702x218.435,135x233.827,109.819x246.657,83.4346x256.785,56.1362x264.1,28.2227x268.521,0x270,-28.2227x268.521,-56.1362x264.1,-83.4346x256.785,-109.819x246.657,-135x233.827,-158.702x218.435,-180.665x200.649,-200.649x180.665,-218.435x158.702,-233.827x135,-246.657x109.819,-256.785x83.4346,-264.1x56.1362,-268.521x28.2227,-270x0,-268.521x-28.2227,-264.1x-56.1362,-256.785x-83.4346,-246.657x-109.819,-233.827x-135,-218.435x-158.702,-200.649x-180.665,-180.665x-200.649,-158.702x-218.435,-135x-233.827,-109.819x-246.657,-83.4346x-256.785,-56.1362x-264.1,-28.2227x-268.521,0x-270,28.2227x-268.521,56.1362x-264.1,83.4346x-256.785,109.819x-246.657,135x-233.827,158.702x-218.435,180.665x-200.649,200.649x-180.665,218.435x-158.702,233.827x-135,246.657x-109.819,256.785x-83.4346,264.1x-56.1362,268.521x-28.2227,270x0
; bed_temperature = 45
; before_layer_gcode =
; bridge_acceleration = 0
; bridge_fan_speed = 100
; brim_width = 5
; complete_objects = 0
; cooling = 0
; default_acceleration = 0
; deretract_speed = 0
; disable_fan_first_layers = 1
; duplicate_distance = 6
; end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n"
; end_gcode = G10 P1 R0 S0 ; set extruder 1 temps to 0\nM140 S0 R0 ; turn off heatbed\nG4 P30000; wait 30 seconds (let extruder cool)\nM106 S0 ; turn off fan\nG91 ; relative positioning\nG1 Z25 ; Move head UP 25mm\nG90 ; back to absolute positioning\nG1 X0 Y0; home XY axis\nM84 ; disable motors
; extruder_clearance_height = 20
; extruder_clearance_radius = 20
; extruder_colour = ""
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 1
; fan_always_on = 0
; fan_below_layer_time = 100
; filament_colour = #80FF00
; filament_cost = 20
; filament_density = 1.25
; filament_diameter = 1.75
; filament_max_volumetric_speed = 8
; filament_notes = ""
; filament_soluble = 0
; filament_type = PLA
; first_layer_acceleration = 0
; first_layer_bed_temperature = 45
; first_layer_extrusion_width = 0
; first_layer_speed = 50%
; first_layer_temperature = 200
; gcode_comments = 0
; gcode_flavor = reprap
; infill_acceleration = 0
; infill_first = 0
; layer_gcode =
; max_fan_speed = 100
; max_layer_height = 0
; max_print_speed = 40
; max_volumetric_extrusion_rate_slope_negative = 0
; max_volumetric_extrusion_rate_slope_positive = 0
; max_volumetric_speed = 0
; min_fan_speed = 35
; min_layer_height = 0.07
; min_print_speed = 10
; min_skirt_length = 50
; notes =
; nozzle_diameter = 0.8
; only_retract_when_crossing_perimeters = 0
; ooze_prevention = 0
; output_filename_format = [input_filename_base].gcode
; perimeter_acceleration = 0
; post_process =
; printer_notes =
; resolution = 0
; retract_before_travel = 1
; retract_before_wipe = 0%
; retract_layer_change = 1
; retract_length = 7
; retract_length_toolchange = 10
; retract_lift = 0
; retract_lift_above = 0
; retract_lift_below = 0
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 40
; single_extruder_multi_material = 0
; skirt_distance = 5
; skirt_height = 1
; skirts = 0
; slowdown_below_layer_time = 5
; spiral_vase = 0
; standby_temperature_delta = -5
; start_filament_gcode = "; Filament gcode\n"
; start_gcode = G90 ; absolute positioning\nM83 ; extruder relative mode\nM140 S[first_layer_bed_temperature] ; set bed temp\nG10 P1 Z0.0 R[first_layer_temperature] S[first_layer_temperature] ; set extruder 1 temp\nM207 S4.0 R4.0 F2400 Z0.6 ; Settings for Firmware retraction\nG1 X0 Y0; 0 XY axis\nM116 P1 ; Wait for extruder to heat\n
; temperature = 210
; threads = 8
; toolchange_gcode =
; travel_speed = 50
; use_firmware_retraction = 1
; use_relative_e_distances = 1
; use_volumetric_e = 0
; variable_layer_height = 0
; wipe = 0
; wipe_tower = 0
; wipe_tower_per_color_wipe = 15
; wipe_tower_width = 60
; wipe_tower_x = 180
; wipe_tower_y = 140
; z_offset = 0
; clip_multipart_objects = 0
; dont_support_bridges = 0
; elefant_foot_compensation = 0
; extrusion_width = 0
; first_layer_height = 0.6
; infill_only_where_needed = 0
; interface_shells = 0
; layer_height = 0.4
; raft_layers = 0
; seam_position = aligned
; support_material = 1
; support_material_angle = 0
; support_material_buildplate_only = 0
; support_material_contact_distance = 0.2
; support_material_enforce_layers = 0
; support_material_extruder = 1
; support_material_extrusion_width = 0
; support_material_interface_contact_loops = 0
; support_material_interface_extruder = 1
; support_material_interface_layers = 3
; support_material_interface_spacing = 0
; support_material_interface_speed = 0
; support_material_pattern = rectilinear-grid
; support_material_spacing = 5
; support_material_speed = 0
; support_material_synchronize_layers = 0
; support_material_threshold = 25
; support_material_with_sheath = 1
; support_material_xy_spacing = 50%
; xy_size_compensation = 0
; bottom_solid_layers = 2
; bridge_flow_ratio = 1
; bridge_speed = 0
; ensure_vertical_shell_thickness = 1
; external_fill_pattern = rectilinear
; external_perimeter_extrusion_width = 0
; external_perimeter_speed = 0
; external_perimeters_first = 0
; extra_perimeters = 1
; fill_angle = 45
; fill_density = 10%
; fill_pattern = rectilinear
; gap_fill_speed = 0
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0
; infill_overlap = 25%
; infill_speed = 0
; overhangs = 1
; perimeter_extruder = 1
; perimeter_extrusion_width = 0
; perimeter_speed = 0
; perimeters = 2
; small_perimeter_speed = 0
; solid_infill_below_area = 70
; solid_infill_every_layers = 20
; solid_infill_extruder = 1
; solid_infill_extrusion_width = 0
; solid_infill_speed = 0
; thin_walls = 1
; top_infill_extrusion_width = 0
; top_solid_infill_speed = 0
; top_solid_layers = 2 -
What I've always done historically with Slic3R is add this to the start gcode
; layer_height =[layer_height]
I don't know if it's still necessary but might be worth a try?Edit. Also baby stepping seems to screw up the layer count. On the odd occasion when I've used it, DWC seems to have treated every baby step change as a new layer.
-
DWC shows the correct layer height 0.6 / 0.4 (first layer is 0.6).
Slic3r(Prusa) does some funky things with supports, when I look at individual layers in Slic3r some have only supports and some have only the actual object. It could be that is getting it confused.
The reported layer height (592) * 0.4 = 9.3" which is about the actual height of this print. The printed layers on this print went to about 750 before it finished. The print is not that tall.
-
I think that every time there is a Z move, DWC counts it as a layer completed. Not sure on that but I think that's what happens. If ever you try spiral vase mode, you'll see what I mean. So it could well be that, if the supports are at different layer heights to the main object, then that would screw up the number of layers completed (vs the number of layers expected).
-
I need to check that, i use Z hop but have not noticed the layers getting messed up
-
I need to check that, i use shop but have not noticed the layers getting messed up
Tony. You really need to sort out your auto correct (unless there is a slicer called "shop" )
")
-
I need to check that, i use shop but have not noticed the layers getting messed up
Tony. You really need to sort out your auto correct (unless there is a slicer called "shop" )
typing on phone : Z-Hop
-
I need to check that, i use shop but have not noticed the layers getting messed up
Tony. You really need to sort out your auto correct (unless there is a slicer called "shop" )
typing on phone : Z-Hop
I guessed that (typing on 'phone that is). Why they are called "smart phones" beats me.
-
I was getting the wrong layer count, apparently because (IIRC) I had something like
G1 X0 Y0 Z285 E-5 F6000 ; Retract filament as soon as possible and homeIn my Ending Script, and the software somewhere was interpreting the Z285 as the height of the last layer.
I changed the script to [c]G1 X0 Y0 Z285 E-5 F6000 ; E Retract filament as soon as possible and home[/c] (I think it had something to do with the "Retract" in the comment!), and now I get the correct number of layers.
I could have the details wrong, but there's a thread on it somewhere in this forum.
-
To add a data point to this thread, I'm a fairly new Duet user. I've seen layer issues myself several times. Right now, I'm about halfway through the first layer of a pretty large bed area print, and DWC is reporting I'm on layer 9 of 86. It should be layer 1 of 90.
-
Please submit any GCode files that give rise to an incorrect indication of the number of layers.