Probe deviation / calibration questions
-
I just set up my Smart Effector for the first time. I have been fiddling with it since yesterday trying to get it to be as accurate as I can. Here is my setup:
Marlin 2.1.2.2
Marlin Probe Feedrate = 66mm/s fast 33mm/s for accurate probe (probe speed)
Sensitivity and programming working (flashes when I change sensitivity or reset)
Mainboard: SKR Pro V1.2 terminal accessed through Octoprint connected to the mainboardI tried using repeatable probing and changing the speed at which the probe would tap the bed. If I set the speed of the probe slow to something like 15 mm/s, it would have more accurate probe repeatability tests, but it would "flash" twice or flicker a bit after a probe instead of one solid flash. Should I only go for one solid flash?
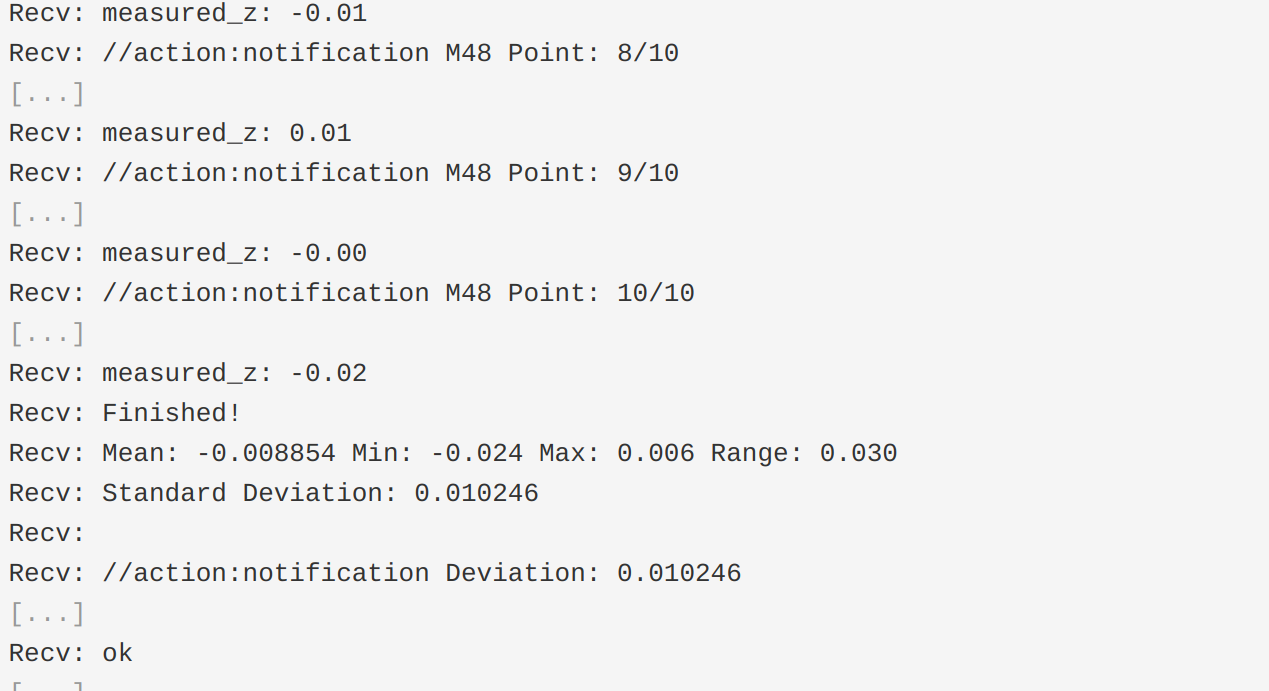
Setting the sensitivity high (25) would cause false triggers and failed bed probes and calibrations with slow speeds, but changing the probe speed back to 33mm/s and low sensitivity causes rather high standard deviations (I think). Here is what my tests are showing in the screenshot.
What I want to know is does the tightness of the probe matter? I have it pretty securely tightened with the plastic nut that came with the effector, and I printed a thin M12 washer where the heatsink touches the PCB because it didn't butt up to it flat without one. What should I be getting for accuracy from the probe? Is this normal (see screenshot)?
Thank you!
EDIT:
I had both a hot fan causing noise and my heated bed causing noise. I replaced the hot end fan with a few different ones and found one that doesn't interfere and I raised my probe height and added a delay to not be affected by the heated bed. After a bed level, it started printing about 3mm off the bed. I don't get why it is acting up so much for me. -
@whizzard I think I would adjust sensitivity just so that I don't see the double flash.
Also, constraining the PCB will cause it to flex less, which triggers the strain gauge later. So maybe don't tighten it down too much.
-
@oliof
Thank you for the information! My effector came with a plastic M12 nut to attach it. The documentation mentions a fiber washer, but my effector did not have one in the packaging. I tried printing one but got better readings without it. Is the washer necessary? I am wondering if not having that is preventing flex. The standard print cooling fan is also very low to the bed and has crashed a couple times (maybe because there is no washer?)What is the normal standard deviation that I should be getting from this probe? I know it was designed for a duet mainboard, but I have to make do with Marlin, and the programming function seems to work correctly.
Thanks again!
-
@whizzard Some E3D V6 hotend heatsinks came with a fierce steel nut, and these wanted a fibre washer under them (presumably to protect the PCB surface), as in the first photo at https://docs.duet3d.com/en/Duet3D_hardware/Accessories/Smart_Effector.
Later production had a plastic nut, and the docs say this doesn't need a fibre or plastic washer. See https://docs.duet3d.com/en/Duet3D_hardware/Accessories/Smart_Effector#smart-effector-and-hot-end item 8.
I now have a Revo micro with a plastic nut and don't have any additional washer fitted. I'd say it's snugly tightened but I didn't give it any serious welly - the plastic nut would distort anyway if you tried. M12 and a light nip tighter with a spanner (with a standard size M12 spanner you don't want to be tightening hard).
Just doing some repeated probing I generally get within 1 microstep (160 steps/mm so 0.006mm on my machine).
At 0,0:
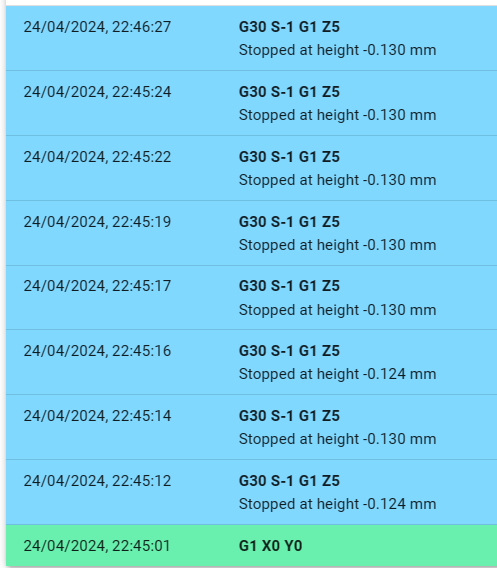
At 100,100:

-
@achrn
Thanks so much for the screenshots, I was super curious if I was in the ballpark or not. Seems to be getting a good level, I just have to cut my bed off during probing. I also know I am not using the board or firmware it was designed for so I am glad I can still use the effector. -
@whizzard just a note that Marlin 2.1.2.2 has a lot of issues fixed in 2.1. Bugfix. I would encourage you to upgrade (requires redoing config though).
-
@oliof said in Probe deviation / calibration questions:
@whizzard just a note that Marlin 2.1.2.2 has a lot of issues fixed in 2.1. Bugfix. I would encourage you to upgrade (requires redoing config though).
I didn't know that! I will have to update and check the notes to see what was fixed.
As far as the smart effector, it works very nicely! I can't believe I can level the whole bed consistently. I have to remember to change z probe offset when the temps are different. My bed causes interference when it is active during probing, so I added gcode to heat the bed up, turn it off, probe, and then turn the bed back on after so that it is near temps during a probe.
Here is an example:
Bed 60 Celcius: 0.62 z probe offset
Bed 95 Celcius: 1.22 z probe offsetI am guessing I should just remember that thermal expansion will change my Z, but I am surprised there isn't something in Marlin or other firmware that takes this into account. Thanks again for all the help.
-
@whizzard I've just run probe reproducibility test on my delta. Test conditions:
- Hot end heated to 200C, to soften any filament on the nozzle tip
- Probing speed 1200mm/min (i.e. 20mm/sec - this is the recommended probing speed. I also trued 2000mm/min (33.3mm/sec) and obtained similar or slightly better results.
- 1 dummy probe done (reading ignored) to squash any filament on the nozzle tip, followed by 10 probes, done at bed centre from a height of 3mm
- Each probe done twice, repeated if the difference between their stopping heights differed by more than 0.020mm (two probes was enough most of the time)
- The machine has x16 microstepping and 200 microsteps/mm on the towers, so the theoretical resolution is at best 0.005mm.
The standard deviations were 0.018, 0.010, 0.009 and 0.015. I then repeated it at 2000mm/min (33.33mm/sec) and had deviations of 0.008, 0.004, 0.004 and 0.005. When I ran the test a little later, it had increased to about 0.015mm before reducing again.
Observations:
- Filament on the end of the nozzle makes a a big difference to the deviation. I presume this is because it softens the impact, making the time of contact less precise.
- You can't expect better deviation than 1 microstep. Many deltas use x16 microstepping with 80 microsteps/mm, so in this case don't expect less than about 0.012mm deviation.
I always heat the bed to temperature (in case it changes shape) and heat the nozzle to 200C (to soften any filament on the tip) before running auto calibration. I have the probe Z offset set to -0.050mm (i.e. it triggers when the nozzle reaches Z=-0.050mm). Then I print at 200 to 240C depending on the filament.
HTH David
-
Thank you very much, David. I didn't even consider the "impact" differential with plastic in the nozzle. I was also always calibrating cold. I never considered plastic at the tip might soften the hit and would change the readings. I was originally posting because I was curious about the deviations other users had, and I had no frame of reference for what "normal" would look like.
I will try calibrating at temps with no filament, and it should be more precise and will probably help with the z offset deviation. Why I thought calibrating a machine cold when it only functions hot is anyone's guess. Many thanks.