Interested in using two Z axes
-
@tom_lauerman said in Interested in using two Z axes:
Curiously, with axes unhidden the Z axes no longer functions correctly. I ask it to move up or down and it does not. When I hide the UV again, the Z works fine - tell Z to move 10mm up or down and both axes move up or down 10mm.
I can understand that. The firmware calculates the positions for the motor in order. So it first calculates the U and V motor positions needed to position Z correctly, then if the U and V axes are not hidden, it recalculates them for the correct U and V positions. However, when U and V are visible, I would expect you to be able to nudge them by the correct amounts, assuming you haven't messed with the Z axis microstepping (because that would reprogram the U and V motor drivers with the new microstepping).
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
Thanks @dc42 . I double checked and confirm that the U and V are moving at different speeds and distances when operated independently versus when moved together as "Z". Also, if I move U and V independently for awhile they no longer move in a synchronized fashion as part of Z.
Of course, before I can move anything I have to Home Z and U and V. Could there be something in the homing routine that causes an issue? I am using a simple G92 Z0 command to set home for Z, and a similar command for U and for V. Without homing first of course nothing will move. I have no endstops or probes setup on these axes at this time.
I put the M584 P5 command on its own line and the Z operation works better with all axes visible - still having the U and V issues mentioned above. Here's how I have it set up presently:
M584 X0 Y1 Z2:7 U2 V7 E3:4:5:6 ; set drive mapping
M584 P5 ; show all drives (XYZUV) -
This post is deleted! -
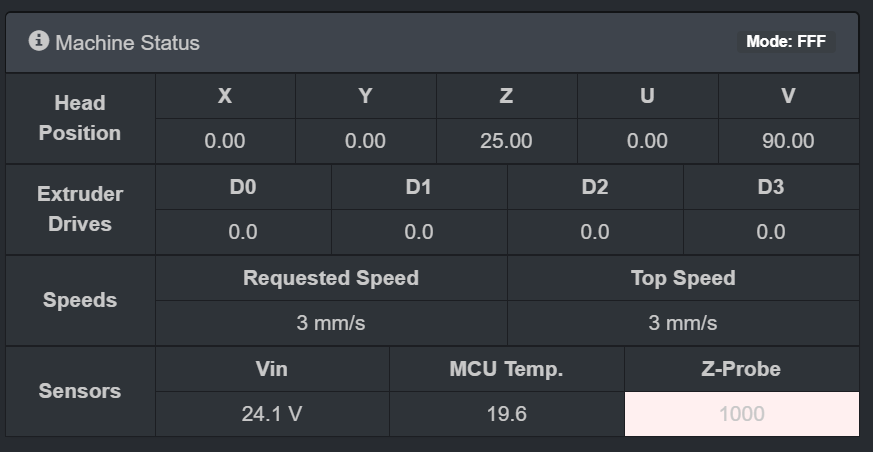
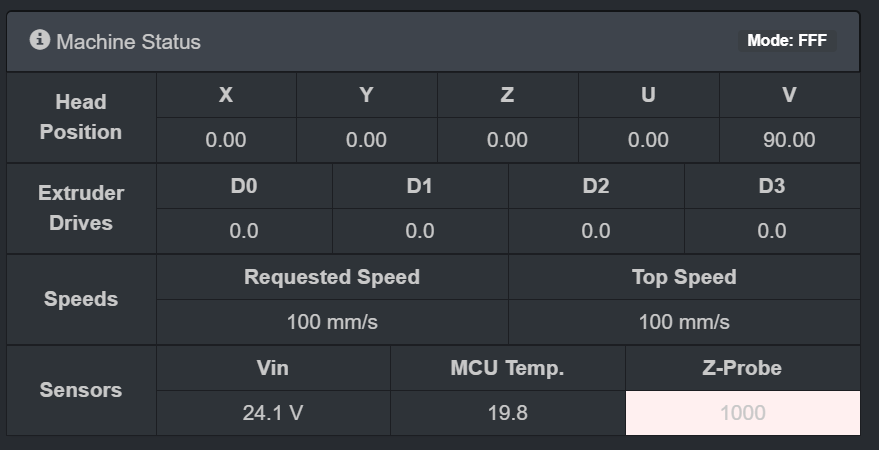
Still sleuthing around, I noticed that the "requested speed" shown on the Duet Web Control interface when moving the U or V axis was 100mm/s, while the requested speed shown when moving the Z axis is 3mm/s. Here is an image showing this for @dc42 @deckingman or anyone else who might have insights. Many thanks in advance for any assistance.
-
@tom_lauerman Can you post your config.g? I'd guess you have different motor settings for U and V, when they should be the same as Z.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts Certainly, thanks for the suggestion. I have uploaded the file to this reply. Let me know if you'd rather I just cut and paste it into the text of the reply. (I'm not sure what the best practice for this on the forum is). Thanks again! Not sure how much it matters, but I am using the new 3.0 firmware.
-
M584 X0 Y1 Z2:7 U2 V7 E3:4:5:6 ; set drive mapping M584 P5 ; show all drives (XYZUV) M350 X16 Y16 Z16 E16:16:16:16 I1 ; configure microstepping with interpolation M92 X400.00 Y400.00 Z400.00 E30000.00:13000.00:30000.00:13000.00 ; set steps per mm M566 X900.00 Y900.00 Z12.00 E120.00:120.00:120.00:120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00:1200.00:1200.00:1200.00 ; set maximum speeds (mm/min) M201 X20.00 Y20.00 Z250.00 E250.00:250.00:250.00:250.00 ; set accelerations (mm/s^2) M906 X2000 Y2000 Z2000 E2000:2000:2000:2000 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeoutYou haven't put motor speeds in for U and V axes, so it will be using the defaults, which won't reflect the speeds you want. For each line of the above, add in a value for U and V that's the same as Z, eg:
M566 X900.00 Y900.00 Z12.00 U12.00 V12.00 E120.00:120.00:120.00:120.00 ; set maximum instantaneous speed changes (mm/min)Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts Well, that's working much better. Sorry, seems like a noob-ish mistake on my part. I assumed U and V would somehow inherit those settings from Z. Many thanks again, moving on to the next challenge.
-
@tom_lauerman I haven't looked at your config g because I'm a long way from home and only have my 'phone with me but following on from what the other Ian said, anything in your config.g which has parameters for Z should also have parameters for U and V. As well as speeds "jerk" and acceleration, that also included axes limits. HTH.
-
@deckingman Many thanks to all of you Ians for getting this sorted. The printer is moving just the way I was hoping it would, with the teeter totter effect. Now I've got to load material, do some printing, and make lots of tests and adjustments, etc. I'll post some images when I've made some more progress, hopefully soon. This forum is really great!
-
 undefined droftarts referenced this topic
undefined droftarts referenced this topic
-
undefined droftarts referenced this topic
-
undefined droftarts referenced this topic