The M92 Z0 was a mistake, I meant G92 Z0 (set Z axis to zero). I was able to perform the test again with multiple configs; z-axis homed to 0 and another pass with z=1, with no z-axis at all, but still set to zero, all configs yielded the same results. After initial homing my points were 159.2, 0. I then ran G91 then G1 H2 X90 Y90 three successive times. Each time, only the proximal arm rotated and the distral kept inline with with the proximal arm, just as my original image with the blue and red arms. The subsequent x,y coordinates changed slightly, but were similar and in the same quadrants. In order, after homing, the points were (-70.7, 70.7), (0, 15.8) and (-86.5, -86.5) .
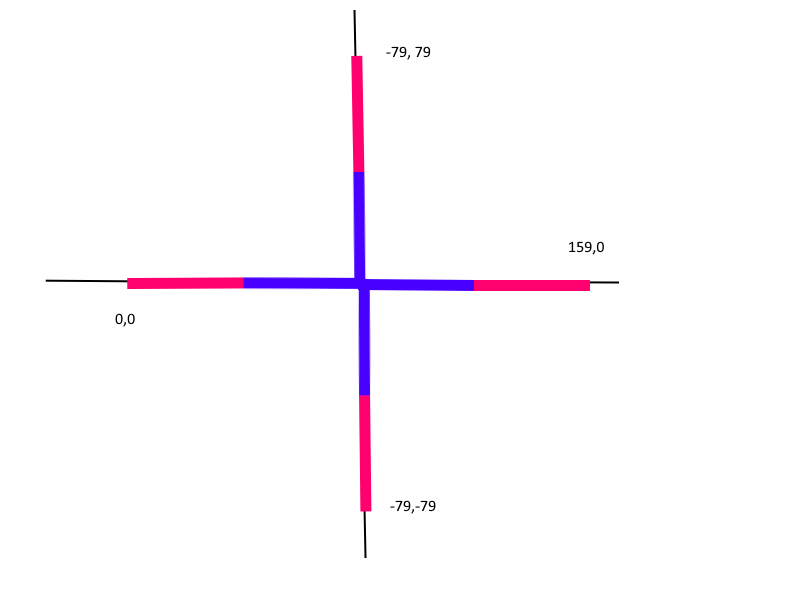
I realized the G1 H2 X90 Y90 command is working correctly. Since my cross talk is 0, if I only ran X90 it would look like this.
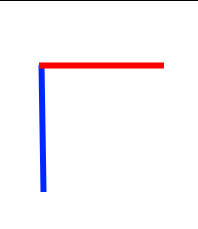
After the command G1 X90 Y90, both arms would be pointing straight up as in my previous red/blue diagram.
I think that mystery is solved, but the resulting coordinates for x and y still don't make sense for me.
Can you elaborate on your comments on absolute coordinates from a previous reply and how they relate to relative angle moves? Once setup correctly, if I issue the command absolute G1 X50 Y50, the tool head should go to the x,y coordinate specified, yes? And if I issue absolute G1 H2 X0 Y0 then then both arms should go to the absolute zero angles, yes?
Also, I see varying settings from diff posts trying to configure the same. Does it matter which direction the proximal and distral arms rotate (clockwise or counter clockwise) given a relative positive angle? If so, which way should each arm rotate given a positive relative angle command like G91 then G1 H2 X90?
config.g
M929 P"debug.log" S1; turn on logging to web interface
M552 S1 ; enable networking/wifi
M84 600 ;idle timeout
M575 P1 S1 B57600 ;Enable PanelDue
; Network
M550 P"SCARA Sandbot" ; Set machine name
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S1 ; Enable Telnet
M584 X0 R1 Y1 R1; P2 ; drive 1 (x) rotation, drive 2 (y) rotational, P2 hides Z-axis
M569 P0 S0 D2 ; Drive 0 (X)
M569 P1 S0 D2 ; Drive 1 (Y)
M208 X-160:160 Y-160:160 Z0:0 ; set machine limits
M350 X16 Y16 ; Configure micro-stepping with interpolation
M92 X26.666666667 Y26.666666667 ; Steps per degree. (200 steps/rev * 16 microsteps * 60t/20t) / 360 degree
M566 X25 Y25 ; max instantaneous change in accel/jerk
M201 X250 Y250 ; acceleration
M203 X8000 Y8000 ; max speed (mm/min)
M906 X400 Y400 I20 ; motor current in mA
;Set SCARA
M669 K4 P79 D79 A-185:175 B-178.75:181.25 S1000 T0.01 R0 C0:0:0; X100 Y-50; X112 Y-66
;Endstops
M574 X1 S1 P"!xstop" ; X min active low endstop switch
M574 Y1 S1 P"!ystop" ; Y min active low endstop switch
Thanks!
") But will do that first thing when it is completed and respond.
But will do that first thing when it is completed and respond.