@jens55 I forgot to answer that in the last post. Without belts the carriage is so smooth that it moves to one corner under gravity because my workbench is not perfectly level. With the belts on and the set screws of the stepper pulley loose it is still +very smooth and easy to move so I don't think it's that.
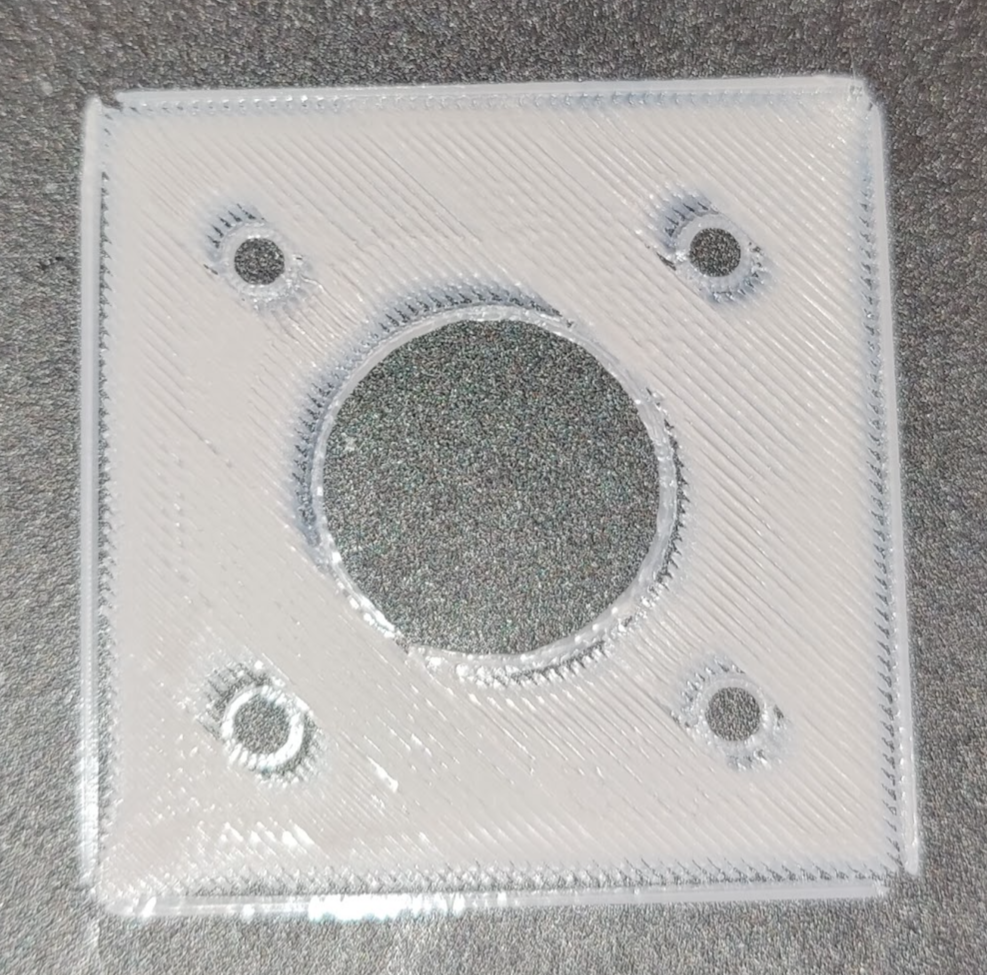
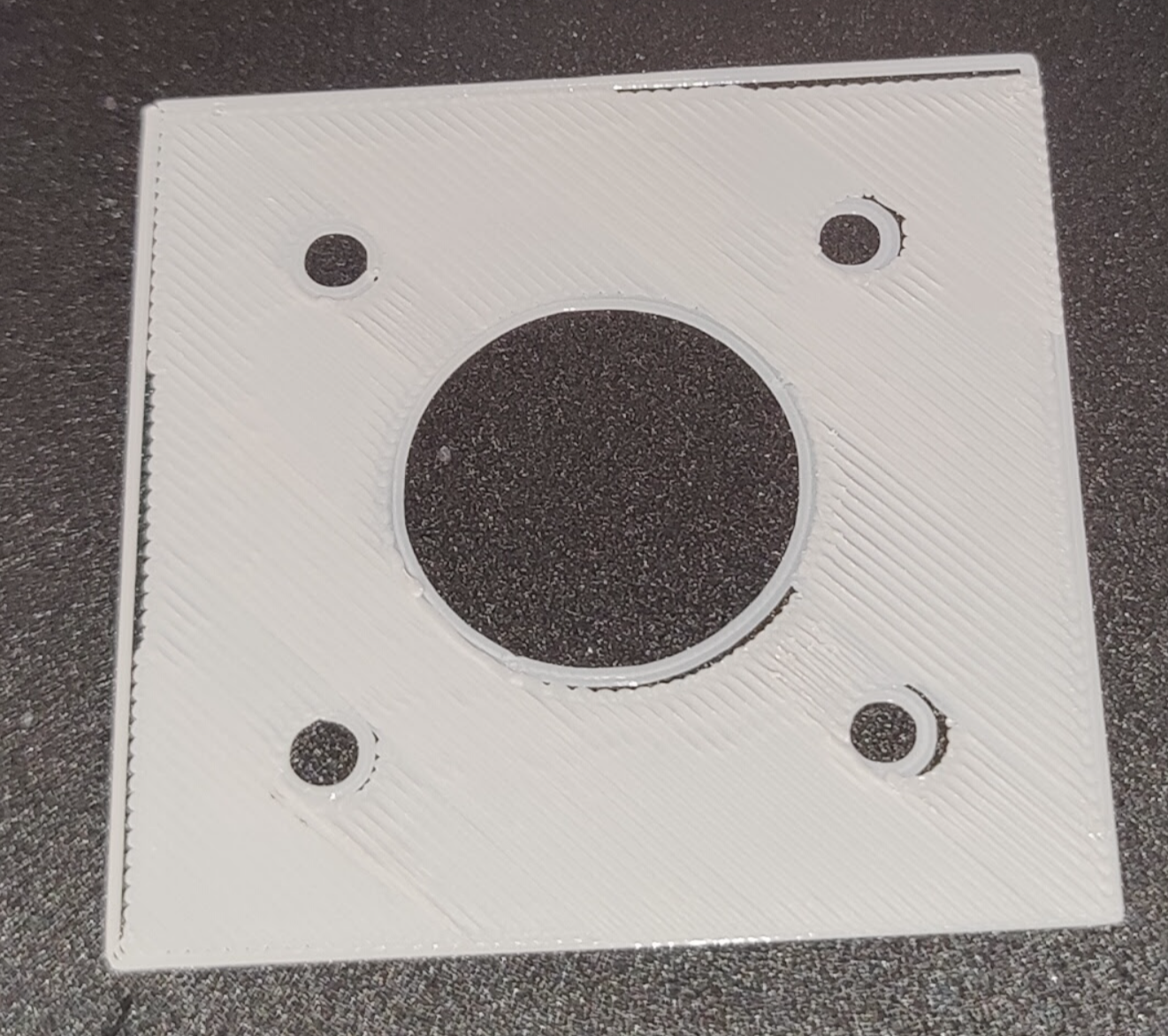
The last picture I posted doesn't really seem to have an offset like the first photo did it looked more to me like under extrusion at the end of a move but as I said I have pressure advance turned off. Well I decided to take a look at the PA settings while printing and found out that Prusa Slicer was modifying my PA settings during the print. I didn't even know this was a setting in there but it was set to 0.4 which is way too high for the Hemera hotend I have. I set the PA in Prusa Slicer to 0 until I have time to properly calibrate and now the first layer is looking more like what I would expect so I think I had a combination of skipping steps and bad PA settings. Still a lot of calibration to do but at least i'm now where I expect to be. Thanks for all the input.