Thank you very much, I really appreciate this! @T3P3Tony I sent you the email
Best posts made by jamkas
-
RE: Magnetic monitor too high agc valueposted in Filament Monitor
Latest posts made by jamkas
-
RE: ghosting problem (extrusion width oscillating)posted in Tuning and tweaking
So here is what I tried in the last few days:
- The ripples have the exact same spacing when printing with 0.1mm as with 0.3mm.
- The ripples are spread further apart if I speed up the print to 160% print speed
I interpret both of these results that the extruder is not at fault but instead it's something with the print head.
To tackle the 26hz vibrations, I tried to remove things from the print head. First the two fans on either side, then the blTouch. Both didn't change anything in this regard. Then I removed the hotend, leaving only the base with the two bearings. This shifted the vibration towards a higher frequency, peaking at 36hz.
Then I removed the print head entirely and put the accelerometer to the exact spot where the print head was on the rod that moves in Y-direction. There were no vibration around 26hz
Then I designed a completely new print head which was wider (two linear bearing in each axis instead of one) and with the hotend/bltouch higher up in order to get the center of mass closer to the rods. The result (completely assembled) was disheartening as it had the very same vibrations at 25hz as the old print head had.
I'm now considering to create and test a setup with direct drive in order to see how a much heavier setup (with the extruder+motor on the print head) affects my situation.
Still I find it curious that it only affects movement in Y direction. The bearings are identical ones (LM8LUU), the rod along the X axis (driving the movement in y direction) is 556mm long, the other one only 450mm but as both are 8mm diameter hardened steel and the print head is quite light I feel like they shouldn't flex enough to cause my problems.Now to the 80hz oscillation: I read on this site that GT2 belts should be tensioned to 6-8 pounds which is 26.6-35-5 Newton. I measured the tension on my setup acoustically using the android app "BeltTensionMeter". There I learned that my belts were at around 80-90N. Seems I had a slightly wrong feeling about how tense it should be when I set up the system... So I re-tensioned all belts to the recommended 35N. Then, to make the motors run even more smoothly, I changed microstepping for X and Y axes from 64 to 128 microsteps.
Sadly, both changes didn't affect the 80hz oscillations at all.Currently, I don't consider the 80hz to be a big problem. The visible ripples on my prints are 2mm apart if I print with 50mm/s print speed (as good as I can measure it...). This correlates very much with my 26hz problem as (50mm/s)/(26/s) = 1.9mm. The 80hz would produce 0.625mm wide ripples at 50mm/s and I don't see any of that kind on my prints.
-
RE: ghosting problem (extrusion width oscillating)posted in Tuning and tweaking
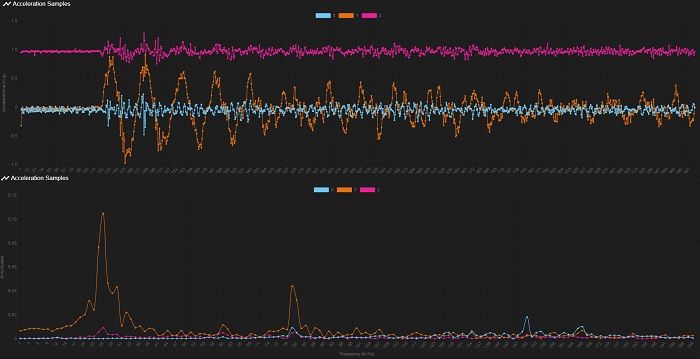
I did some more testing. This time I mounted the accelerometer on the rod which drives the printhead in the Y direction:

There the peak at 26hz is a lot less, hardly a problem anymore. On the other hand the oscillation at 82hz is much more prominent than on the print head.
I repeated the measurement on the other side of the rod which yielded quite the same result.
How is it possible that the print head amplifies the 26hz oscillation so much? At first I thought of a faulty linear bearing but I can't hear anything that sounds like a broken bearing. Could it be that a single long LM8LUU bearing is too short and I need to use two LM8UU for each axis on the print head instead?
Also, what might be the reason for the huge 82hz oscillation on the rod which drives the Y axis? some NEMA17 motor problem?I'm quite at a loss about this riddle and am really grateful for your valuable help! Thank you very much!
-
RE: ghosting problem (extrusion width oscillating)posted in Tuning and tweaking
@t3p3tony I printed the test piece in 0.1, 0.2 and 0.3mm. 0.1mm looks just as bad as 0.2mm. The 0.3mm print has slightly less pronounced ripples but it is still there.
-
RE: ghosting problem (extrusion width oscillating)posted in Tuning and tweaking
Thank you both for helping me!
@T3P3Tony printing in 0.1mm looked similar to the 0.2mm I used previously. 0.3mm is indeed slightly better but not very much.
@dc42 My printer has a crossed gantry, similar to an ultimaker. The print head is guided by two long LM8LUU bearings and the gantry (8mm rod) is guided by a MGW12 linear rail.

the accelerometer arrived just yesterday (luckily) and I screwed it to the print head (I was only able to attach it with two screws for now but it feels safely attached).
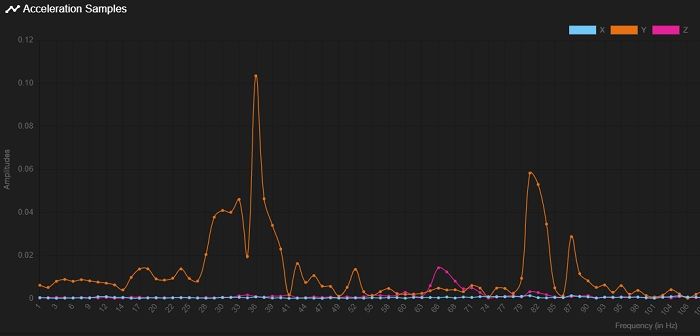
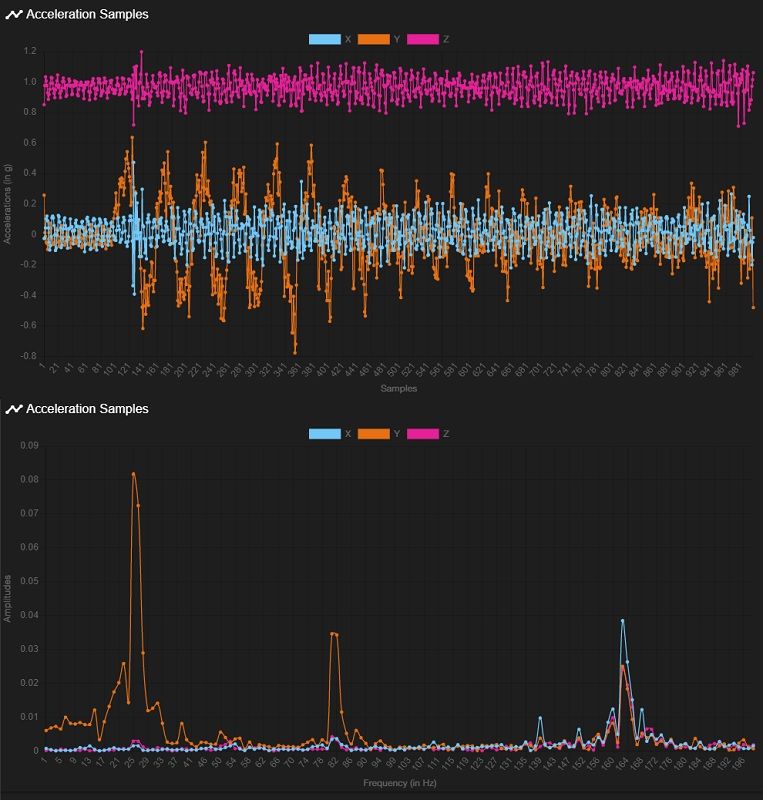
So today I installed it and did some experimenting. There I realized, the Y axis accelerates with much oscillation. I guess the peak at 26hz might be the culprit because (50mm/s)/(26hz) equals roughly 2mm which correlates quite well with the ripples.Here is the analysis of the movement in Y direction.
G1 X200 Y100
G4 S2
M956 P0 S1000 A0
G4 P10
G1 Y200 F3000
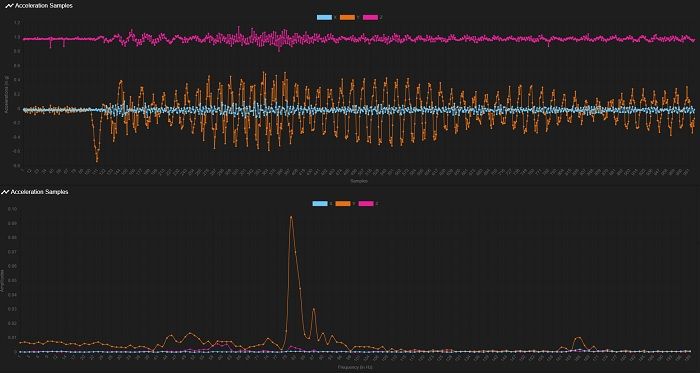
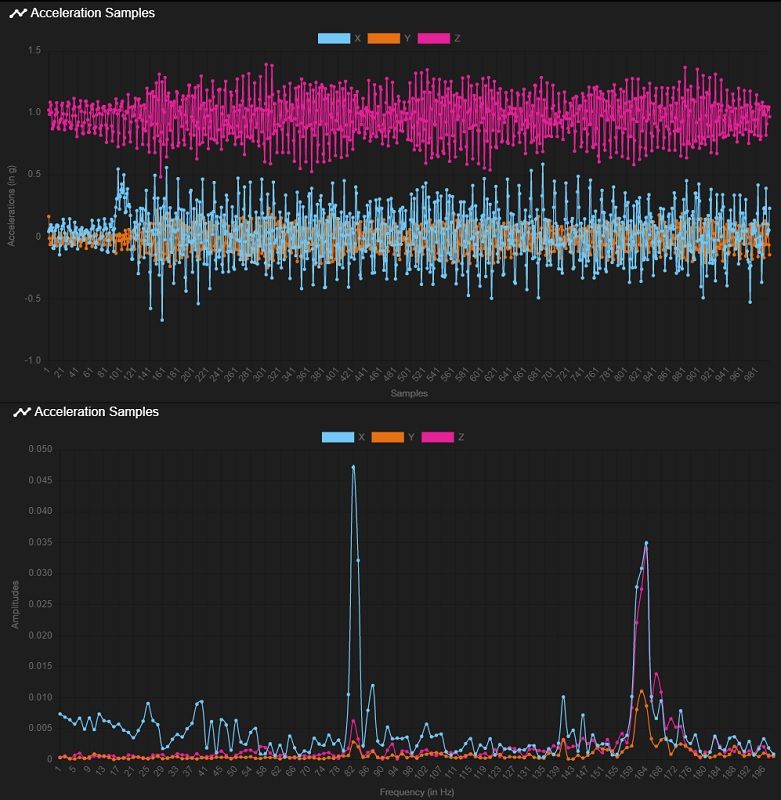
Movement in X direction doesn't have this 26hz peak.
G1 X150 Y150
G4 S2
M956 P0 S1000 A0
G4 P10
G1 X250 F3000
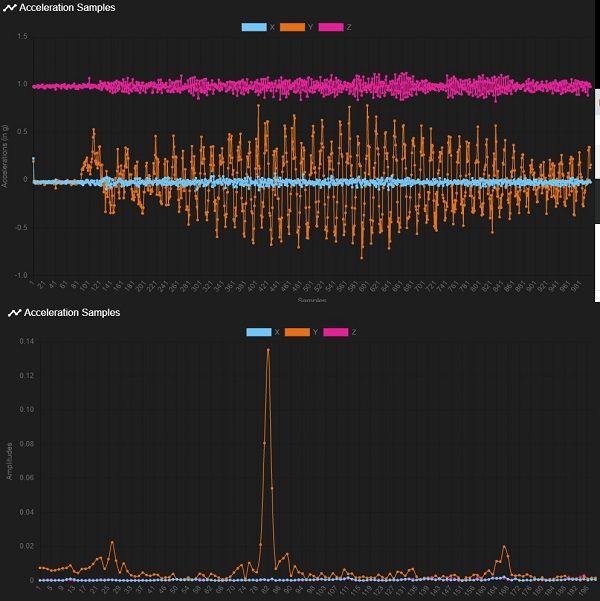
Also there is no 26hz oscillation right after moving stops.
G1 X200 Y100
G4 S2
G1 Y200 F3000
M400
M956 P0 S1000 A0):
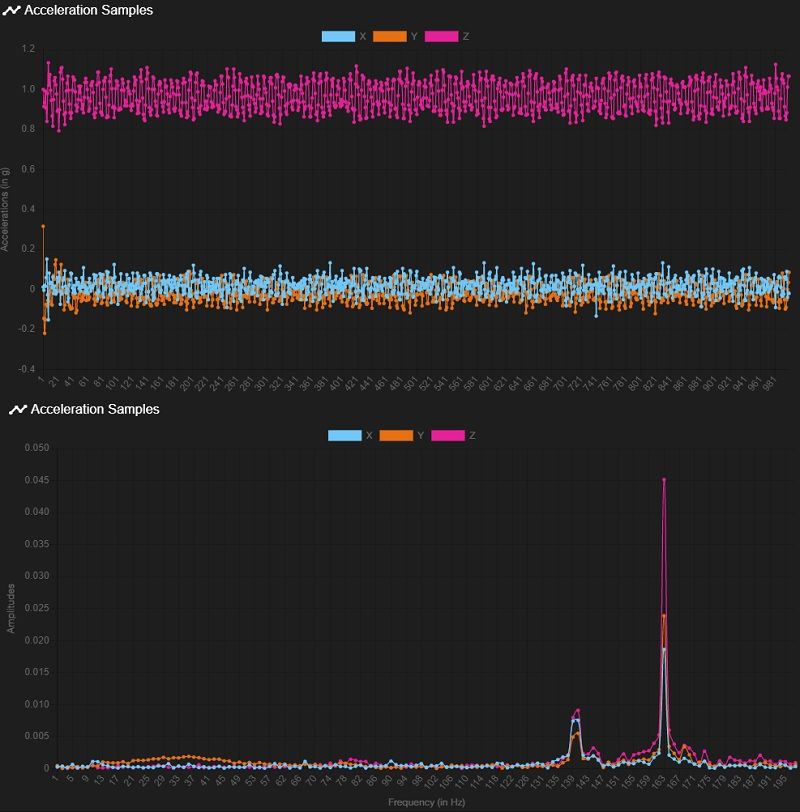
Do you know any possible reasons for this behaviour?
-
ghosting problem (extrusion width oscillating)posted in Tuning and tweaking
Hi,
I'm having issues with ghosting. Now that I'm analyzing the problem I realized, that it is probabely not the normal ghosting problem of oscillating x and y axes but rather a Extruder problem.
The ringing doesn't happen everywhere, for example 90° angles have almost no ghosting at all. It is more of a problem on wider angles (for which I don't have an explanation.
The actual problem can be seen on this image of a single wall ringing tower (aborted after ca 1cm)

As you can see, the axis movement looks quite stable but the extrusion width oscillates wildly, thus creating the ringing pattern. The picture above has been printed with 50mm/s speed, 1800mm/s2 acceleration, 15mm/s jerk, 0.2mm line height, 0.45mm line width.
My setup is a E3D Chimera hotend paired with two Bondtech BMG extruders and ca 75cm long capricorn bowden tubes. All the bowden connectors have collars and don't appear to be loose. The issue appears with both extruders but one seems more severe than the otherWhat I tried already
- different print speed (30mm/s and 50mm/s)
- setting pressure advance to 0
- different jerk values for extruder (10mm/s and 25mm/s)
- different acceleration values for extruder (1000mm/s2 and 3000mm/s2)
all those changes didn't affect the outcome other than that depending on the print speed the ripples are closer together or wider away which is understandable if the frequency stays the same.
Do you know what might be the reason for this strange behaviour?
Thank you very much in advance for your help! -
RE: Magnetic monitor too high agc valueposted in Filament Monitor
Thank you very much, I really appreciate this! @T3P3Tony I sent you the email
-
RE: Magnetic monitor too high agc valueposted in Filament Monitor
@dc42 Yes, the AGC has always been 128 on both of my sensors as far as I remember (I bought them in september 2020 but had them disabled for a long time because of the issues). It's strange how both of them are affected the same. The magnets are not demagnetized, they do attract objects but I don't know if they are weaker then they should be. I'm afraid I don't have any tools to measure a magnetic field.
Could it be some software related issue? I never did any firmware update of the sensor (if this would be possible). The Duet 2 firmware is up to date (version 3.3)A version with stronger magnets would be great if that improves the reliability! I'd gladly buy an upgrade for mine if it makes them reliable. Printing a new housing is the least problem for me as I have a small SLA printer.
My fix of the idler's side movement didn't change too much. At my current print, after 1 hour of printing, the measured values are "min 37% max 117%", so still really far apart. To be fair, I have 0.8 pressure advance (long bowden setup), so it is jittering quite a lot...
-
RE: Magnetic monitor too high agc valueposted in Filament Monitor
I now tried a shorter (20cm) wire by placing the sensor near the mainboard. AGC is still 128. Then I sanded the lid even more. Now the magnet very slightly touches the sensor chip and left a tiny circular scratch. Still AGC is 128.
While tinkering I realised, that the idler slides to the side when I insert the filament and only the idler's very edge slightly reaches the filament. This led to too little pressure and the filament started slipping. I fixed this problem by modifying the lid so that the idler is more constrained (MFM_enc_lid_modidied.step ). With this modification I didn't have any false alerts within an hour of printing (min 92% max 113% currently). Maybe this solves my problem. Still it does not solve why the AGC value is so far away from what it should and I think I still need to fix that!
-
Magnetic monitor too high agc valueposted in Filament Monitor
Hi,
I'm using two magnetic filament monitors on my dual extrusion setting. They are placed right before the extruder. But, since i bought them I had some false under extrusion alerts (on both of them). Now since I started using pressure advance, they record false values quite often, sometimes every few minutes. So, to print reliably I had to turn them off.
I think the culprit might be the agc value which is always 128 (so the maximum as far as I understand) on both of the sensors. The mag is always 127. I tried sanding one of them to get the magnet closer to the sensor but agc still is 128. I don't dare to sand it even more as I'm afraid it might start to grind against the sensor.Is it possible, that the wiring might be troublesome? The wires are about 1m long and run in the same canal with some stepper motor wires. Does the sensor send an analog signal which might be damaged because of some interferences or does it transmit a digital signal which shouldn't be affected? (sorry, I'm not an electrical engineer and therefore a bit unsure in that matter)
The voltage on the sensor is 3.28V so it's probably not a power issue.
the setup is as following (even with this ridiculous R20:180 I'm still getting false errors):
M591 D0 P3 C"e0_stop" S1 R20:180 E4.0 A0 L25.41 ;Filament sensor left M591 D1 P3 C"e1_stop" S1 R20:180 E4.0 A0 L25.56 ;Filament sensor rightDoes anyone have an idea how I can improve the sensor's stability?
Thank you very much in advance! -
RE: Pressure advance tuningposted in Tuning and tweaking
Thanks for your assurances.
@jens55 I know, two nozzles is a pain sometimes. As the vast majority of my prints only use one filament I also consider ditching it for a single extrusion hotend.@T3P3Tony my printer is still far from perfect. I think it has to many vibrations because I used 6mm cross rods instead of 8mm (It's sort of Ultimaker style). In the future I'm going to fix that and hope for better print quality. The first picture is from the tuning python script with 75mm/s and 5mm/s for the short parts. Bottom is 0.8 pressure advance, top is 2.0. In the second Pic you can still easily see the seam but it's way better than before. Also the top surface layer now is quite flat. Previously it had a lot of over extrusion at the edges. Third picture shows that small structures like the chimney have actually gotten worse a little bit...
Also I noticed that according to my rotating magnet filament monitor the amount of over and under extrusion has worsened a lot. M591 D0 now shows "...min 71% max 139% over 2746.9mm". I used to have "R80:120" as boundary values but had to increase it to "R50:150" and still already got two pauses saying too much motion has been detected.


