@johonline
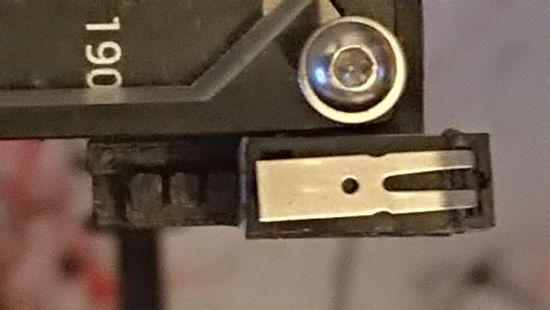
My solution to measure the nozzle tip on the tool changer with a 2nd micro switch on the edge of the print bed (in series in the micro switch on the tool carrier). --> I no longer need to adjust the microsteps! (the nozzle and the bed should be hot!)
T-1
M98 P"homez.g" ; Home Z
G90
G1 Z10
G1 X309.5 Y205 Z10 F50000
G30 S-1
var null_Z = move.axes[2].machinePosition 0.03; 0.1 eng -0.6 weit
G1 Y190 Z10
T0
G90
G1 Z10
G1 X309.5 Y200 Z10 F50000
G1 X309.5 Y205 Z10 F50000
G30 S-1
var tool_Z0 = var.null_Z - move.axes[2].machinePosition
G10 P0 Z{var.tool_Z0}
G1 Y190 Z10
T1
G90
G1 Z10
G1 X309.5 Y200 Z10 F50000
G1 X309.5 Y205 Z10 F50000
G30 S-1
var tool_Z1 = var.null_Z - move.axes[2].machinePosition
G10 P1 Z{var.tool_Z1}
G1 Y190 Z10
T2
G90
G1 Z10
G1 X309.5 Y200 Z10 F50000
G1 X309.5 Y205 Z10 F50000
G30 S-1
var tool_Z2 = var.null_Z - move.axes[2].machinePosition
G10 P2 Z{var.tool_Z2}
G1 Y190 Z10
T3
G90
G1 Z10
G1 X309.5 Y200 Z10 F50000
G1 X309.5 Y205 Z10 F50000
G30 S-1
var tool_Z3 = var.null_Z - move.axes[2].machinePosition
G10 P3 Z{var.tool_Z3}
G1 Y190 Z10
T-1
M500 P10