Printer stopt moving
-
can you issue the commands M201 till M205 and post the outputs
-
I just updated the firmware, and now I have some other issues... trying to fix that first and than I will issue m201 till m205
thanks so far, keep you updated
")
-
I get this error now
-
From your gcode file:
M107 M104 S200 ; set temperature G28 X0 G28 Y0 M561 ; Clear any bed transform that might be in place G30 ; Do a single probe M375 P"2020begin1.csv" ; Load my custom heightmap. G21 ; set units to millimeters G90 ; use absolute coordinates M83 ; use relative distances for extrusion ; Filament gcode G1 E-5.00000 F3600.00000 G1 Z2.000 F18000.000 G1 X409.730 Y410.094 G1 Z0.500 G1 E8.00000 F4800.00000 M204 S5000 G1 F540 G1 X411.326 Y408.547 E0.64352 G1 X414.329 Y405.936 E1.15176You said it stops after the probe (G30). Does it do the filament retraction? The next move after that is a Z move at F18000 (300mm/s), too fast for you Z axis.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@stienfromarden
its just a warning. but in the homing files change S1 to H1 -
ok, got it updated now and I looks like this;
Firmware Name: RepRapFirmware for Duet 2 WiFi/Ethernet
Firmware Electronics: Duet WiFi 1.02 or later
Firmware Version: 2.05 (2019-12-13b1)
WiFi Server Version: 1.23
Web Interface Version: 1.22.6 -
Ignore those warnings for now. You can change them, in your home.g files, later, but the S is still supported in 2.05.
The "tube-marlin.gcode" file is different from the one you posted? Most likely, if the firmware is set to Marlin in PrusaSlicer, the slicer is adding the motor speed/acceleration/jerk codes. The main problem with that is that Marlin specifies these in mm/s, while RRF specifies them in mm/minute, so they are very low values for RRF.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
Thanks, it does the retraction! So it's probably the 300mm/s Z travel, but where do I change that?
I tried the same gcode file and now zy moved for 20cm aprox.
-
@droftarts said in Printer stopt moving:
The next move after that is a Z move at F18000 (300mm/s), too fast for you Z axis.
his config limits the max speed to Z400
-
@droftarts said in Printer stopt moving:
Ignore those warnings for now. You can change them, in your home.g files, later, but the S is still supported in 2.05.
The "tube-marlin.gcode" file is different from the one you posted? Most likely, if the firmware is set to Marlin in PrusaSlicer, the slicer is adding the motor speed/acceleration/jerk codes. The main problem with that is that Marlin specifies these in mm/s, while RRF specifies them in mm/minute, so they are very low values for RRF.
Ian
Jes, I degraded back to 2.05 now, the warnings are gone, but first it didn't home when the warning turned on. That is fixed now!
-
Ignore the marlin file that one was very slow, I only use reprap flavor now, I thought it would be a solution to switch to marlin..
To be sure, this is the file I am trying now:
-
ok, I just tried to print from Simplify3D and that worked... so i'm going to compare the gcode files now
-
@Veti Sorry, meant to add "but the Duet firmware should be limiting this", though it's where the problem seems to be.
@stienfromarden Are you resetting after each attempt to run gcode? Or at least re-run config.g (send M98 P"config.g"). This resets any motor settings before attempting to run again. Can you post your homing gcode files, too? While the probing command works okay, which is after, I'm wondering if something in there is causing problems.
Two things from config.g and gcode file:
M563 P0 S"SuperVolcano"'' D0 H1 ; Define tool
There's two apostraphes''after the end quote of SuperVolcano. These are probably ignored, but remove them anyway.I don't see any tool command to select the tool, eg
T0, either in config.g or the gcode. You do this manually? Probably not an issue, as you said that it did the retraction.Ian
-
Yes I need to do a reset because canceling the print is not working, because the xy axis don't move back to 0.
If I compare the two gcode files from PrusaSlic3r and Simplify3D there are differences in speed of the Z axis:
Prusa: F18000
S3D: F1002But I just don't know where to change this in PrusaSlic3r. Travel speed should be 300mm/s (f18000) because of the large volume..
-
ok, with travel speed set to 10mm/s in prusaslic3r it works.. but slow, very slow... and then it stops after 20cm
I also did the M201 / M205 command, resulting in this:
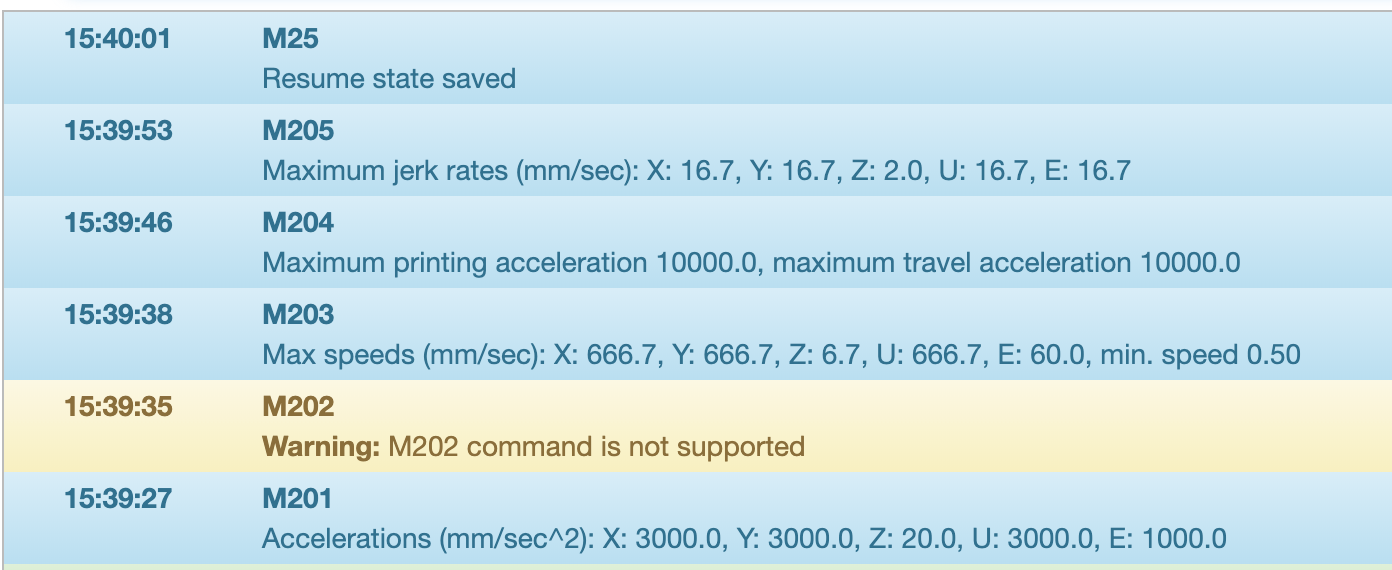
-
ok, so now with travel speed to 300mm/s it does the same, moves about 20cm XY and then stops...
-
@stienfromarden said in Printer stopt moving:
Jes, I degraded back to 2.05 now, the warnings are gone, but first it didn't home when the warning turned on. That is fixed now!
The warnings are only generated by RRF 3, not by RRF 2.x. RRF 3 typically needs changes to the M574 commands, and that's probably why homing didn't work for you when you were running RRF3.
-
@stienfromarden said in Printer stopt moving:
ok, so now with travel speed to 300mm/s it does the same, moves about 20cm XY and then stops...
Please post your config.g file.
One thing I notice is that your maximum speeds are very high (666.7mm/sec, or 40000 mm/min). This is higher than most printers can manage. Try reducing your M203 X, Y and U values form 40000 to 20000 or 15000.
I also noticed that the GCode file you posted sets the nozzle temperature using M104 but doesn't wait for it to be reached. Also (as @droftarts has said already) it doesn't select a tool.
-
Guys, it's fixed and I know kind of why:
I recently made a new heightmap, called 2020begin1.csv. I just tried to print a gcode from a while back when it was called different and without numbers in the name. That worked. I renamed the 2020begin1.csv to something without numbers but that didn't work. So I ran a new heightmap and initialy called it baraplate.csv and that worked. Printer is up and running now.
Only thing left to fix is the "too early retraction" which causes a gap between the start and end of a layer. For now it is fixed with "wipe while retracting" but I am not a big fan of that.
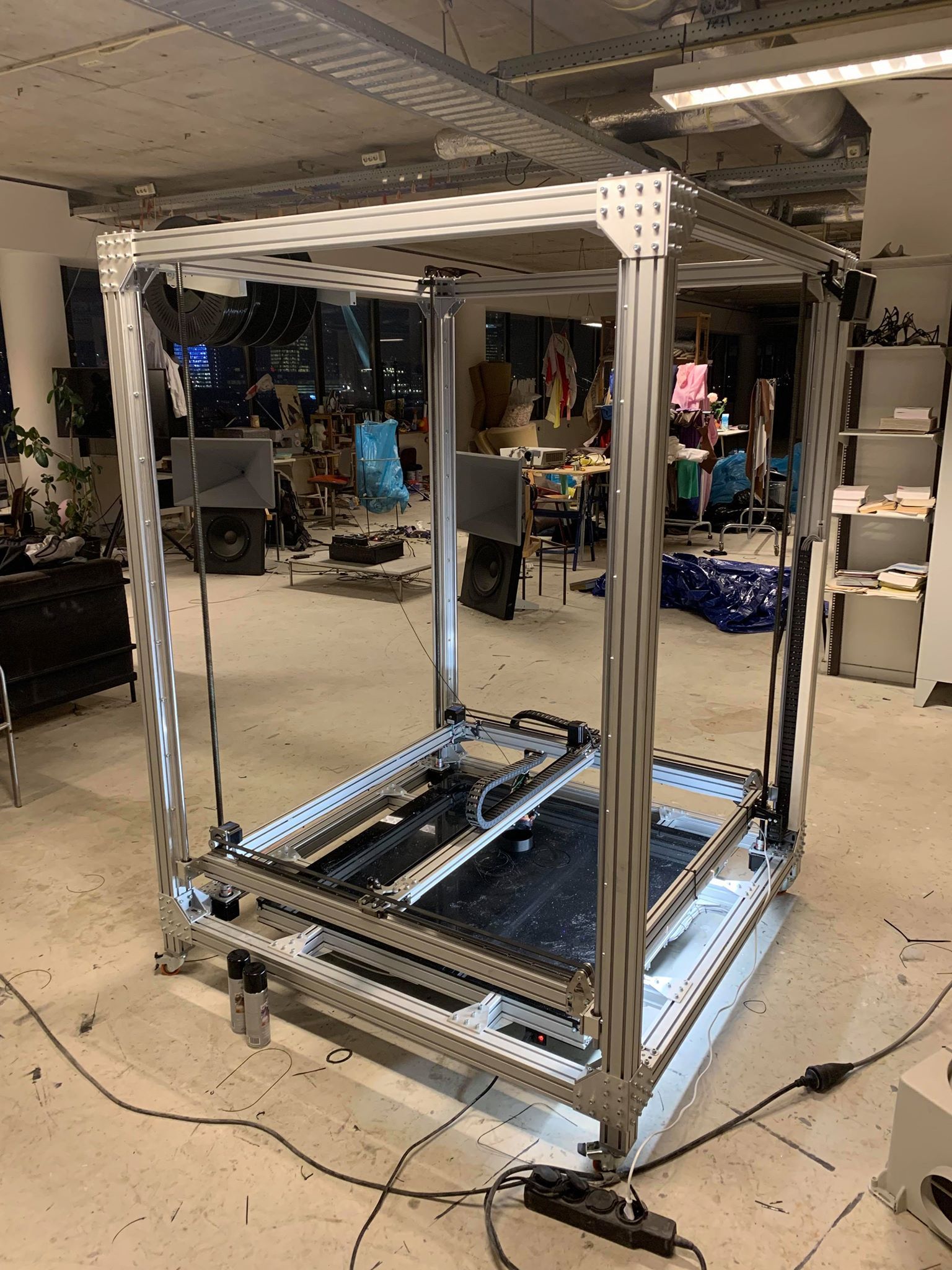
I print with a E3D Titan Aero and Supervolcano hotend with a 1.4mm nozzle.
Also here a picture of the printer which you guys might enjoy:
-
BTW, the high moving speeds are no problem for the printer. I usually use a travel speed between 300 and 500 mm/s since that decreases the print time a lot!