Mistake in corners
-
Hello,
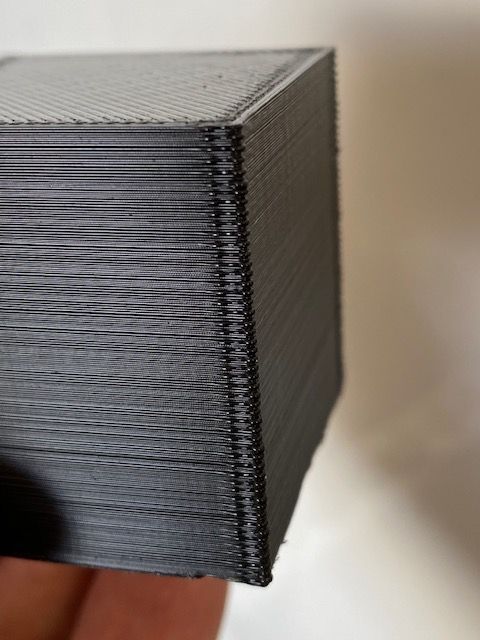
I have a little bit trubble by the Printig corners an the Nozzel extrud 1/10s befor the print beging Material out.
I mean between from the first layer to the start of the second layer. The print wait some time put material out an begin to printing.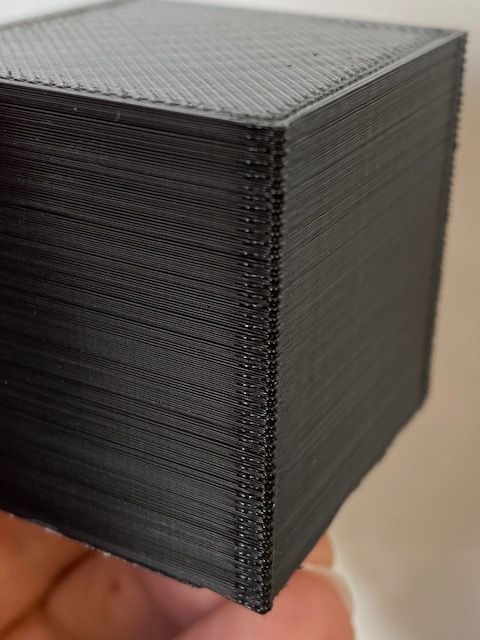
I have cange some settings in the confog.g but without success
the config.g
; Configuration file for Duet WiFi (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.1.5 on Thu Jan 09 2020 09:19:35 GMT+0100 (Mitteleuropäische Normalzeit); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"My Printer" ; set printer nameM667 S1 ; select CoreXY mode
; Network
M551 P"123" ; set password
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S0 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M569 P4 S1 ; physical drive 4 goes forwards
M584 X0 Y1 Z2 E3:4 ; set drive mapping
M350 X16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z4257.90 E420.00:420.00 ; set steps per mm
M566 X1000.00 Y1000.00 Z12.00 E300.00:300.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z360.00 E2400.00:2400.00 ; set maximum speeds (mm/min)
M201 X2000.00 Y2000.00 Z20.00 E500.00:500.00 ; set accelerations (mm/s^2)
M906 X1000 Y1000 Z1200 E1000:1000 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X350 Y350 Z450 S0 ; set axis maxima; Endstops
M574 X2 S1 P"!xstop"
M574 Y2 S1 P"!ystop"
M574 Z2 S2; Z-Probe
M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch
M558 P9 C"^zprobe.in" H5 F100 T2000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X17,5 Y15 Z1.2 ; set Z probe trigger value, offset and trigger height
M557 X30:350 Y30:350 S60 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M307 H0 B0 S1.00 ; disable bang-bang mode for the nozzle heater and set PWM limit
M140 H0 ; Disable bang-bang
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C
M307 H1 B0 S1.00 ; disable bang-bang mode for the nozzle heater and set PWM limit
M308 S2 P"e1temp" Y"thermistor" T100000 B4138 ; configure sensor 2 as thermistor on pin e1temp
M950 H2 C"e1heat" T2 ; create nozzle heater output on e1heat and map it to sensor 2
M143 H2 S280 ; set temperature limit for heater 2 to 280C
M307 H2 B0 S1.00 ; disable bang-bang mode for the nozzle heater and set PWM limit; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on
M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency
M106 P2 S1 H2 T45 ; set fan 2 value. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X35 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
M563 P1 D1 H2 F0 ; define tool 1
G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets
G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M501 ;Load saved parametersM911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
I hope someone can help to fix it
-
@CupaCabra said in Mistake in corners:
M201 X2000.00 Y2000.00 Z20.00 E500.00:500.00 ; set accelerations (mm/s^2)
Looks like a couple things need to be increased...z acceleration needs to be higher..I have mine at 500 for z acceleration...the same goes for both the extruder acceleration and jerk. For my extruders which are Bondtech clones I have my extruder instantaneous speed at 1200 and acceleration at 2000.
So I would change these 2 lines to this
M566 X1000.00 Y1000.00 Z150.00 E1200.00:1200.00 ; set maximum instantaneous speed changes (mm/min)
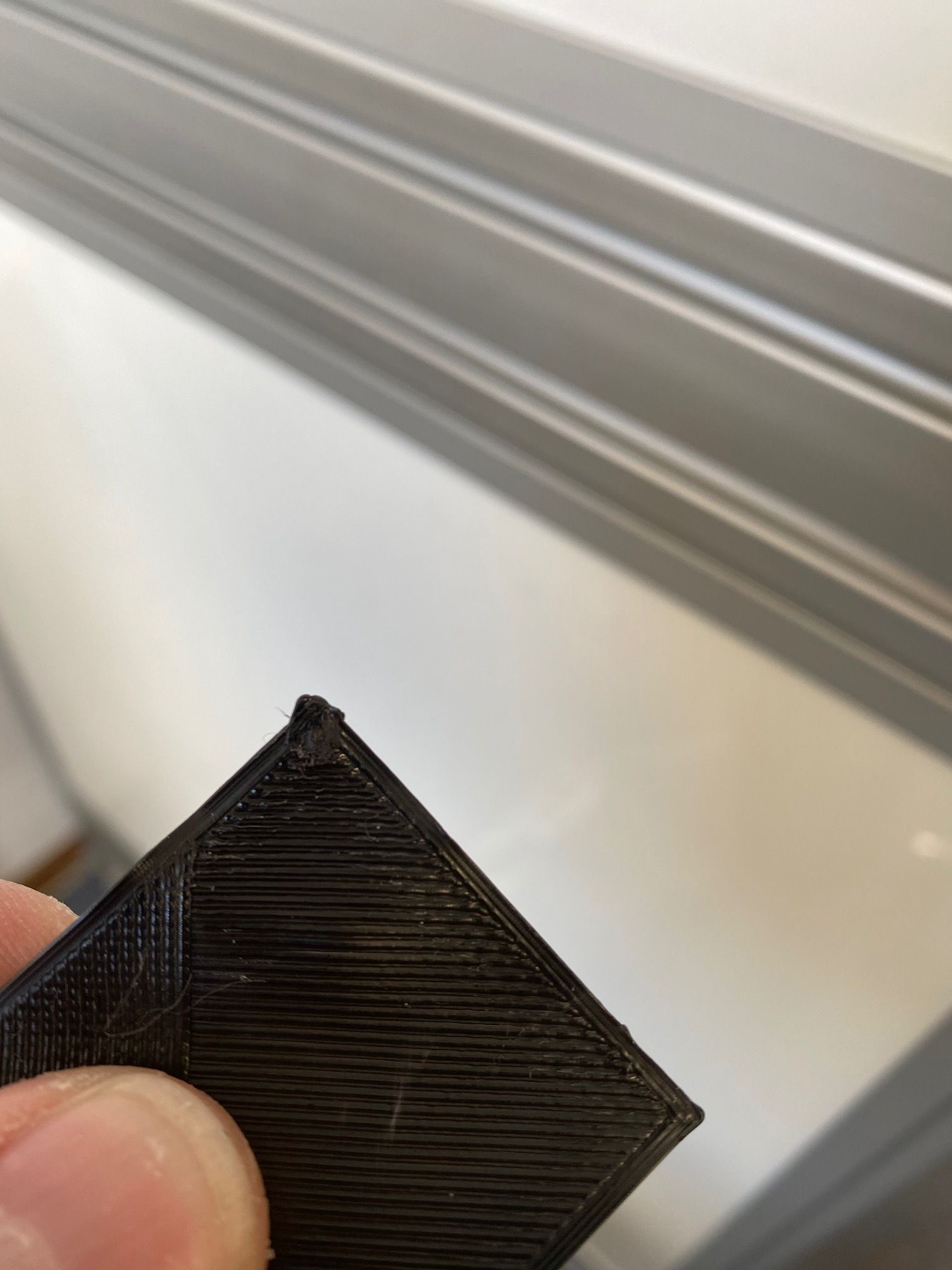
M201 X2000.00 Y2000.00 Z500.00 E2000.00:2000.00 ; set accelerations (mm/s^2)It also looks like you are over extruding a bit so after making those changes I would work on calibrating the extruder steps/mm and then the flow rate or extrusion factor depending on which slicer you are using.
Another thing can be if you are using simplify3d I believe there is a bug when using the wipe command where it is dependent on one of the tool change retraction speed settings or something weird. Just looking at those offset blobs I have to assume you are using wipe, coast or both. I stopped using those once I started using pressure advance so that is another thing to look into.
-
thx 4 your help. #
I will change the 2 lines, so i have the same clone bondtech extruder. Now i hope the changes will make all better than bevor.
I print the cube next monday") and i post the result.
and i post the result.i have now calibarate the the extruder
if i extrude 100mm i take 99,97mm out. -
Pressure advance will be the next thing to tune and should help a lot.