Error: Z probe was not triggered during probing move
-
Anycubic Kossel Linear Plus w/ Duet2 WiFi, Smart Effector, 288.15mm Hayden Magnetic Rods, E3D V6 hotend w/0.4mm Nozzle X.
Got it all put together and things are working.... For the most part...
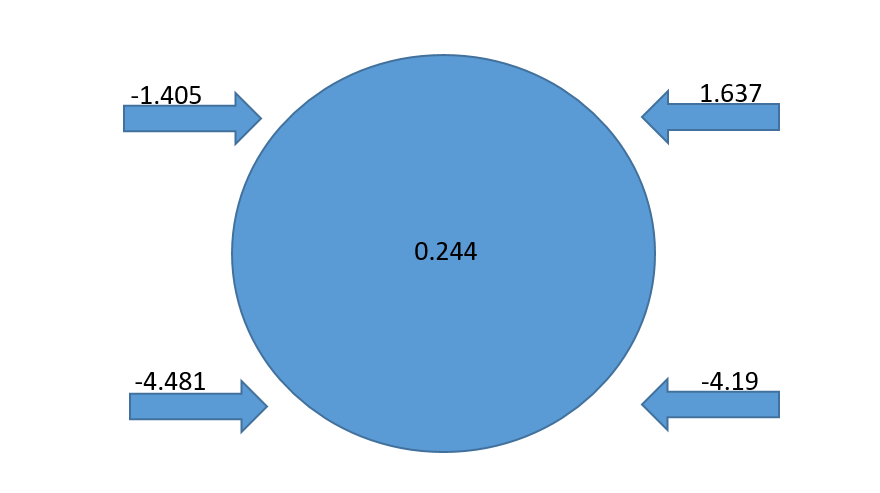
After installing the hotend to the smart effector, I've tried running auto calibration after doing the PID tuning and setting the Z0 value via these instructions. When the probe gets to the section of the bed furthest away from the Z rail, I get this error message. So, I ran M564 S0 to disable axis limits and then moved the nozzle around to 5 points of the bed and ran G30 S-1. I got the following results:
My bed.g:
M561 ; clear any bed transform G28 ; home all towers G30 P0 X0 Y104.9 H0 Z-99999 G30 P1 X90.85 Y52.45 H0 Z-99999 G30 P2 X90.85 Y-52.45 H0 Z-99999 G30 P3 X0 Y-104.9 H0 Z-99999 G30 P4 X-90.85 Y-52.45 H0 Z-99999 G30 P5 X-90.85 Y52.45 H0 Z-99999 G30 P6 X0 Y52.4 H0 Z-99999 G30 P7 X45.38 Y-26.2 H0 Z-99999 G30 P8 X-45.38 Y-26.2 H0 Z-99999 G30 P9 X0 Y0 H0 Z-99999 S6My config.g:
; Configuration file for Duet WiFi (firmware version 1.20 or newer) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool on Thu Jul 12 2018 20:54:00 GMT-0500 (Central Daylight Time) ; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ;*** The homed height is deliberately set too high in the following - you will adjust it during calibration. ; After G32 auto-calibrate, copied from config-override.g ; Note: G31 Z (below) affects M665 H, and this is NOT yet calibrated. M665 R146.30 L288.15 B105 H232.60 X5.772 Y14.048 Z0.000 M666 X-0.67 Y-0.17 Z0.83 A0.00 B0.00 ;Manually copied from Marlin config.h in Anycubic's github repository ;M665 R135.4 L271.5 B105 H300 ; Set delta radius, diagonal rod length, printable radius and homed height ;M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them ; Network M550 AKLP ; Set machine name M552 S1 ; Enable network ;*** Access point is configured manually via M587 M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Drive X goes forward M569 P1 S1 ; Drive Y goes forward M569 P2 S1 ; Drive Z goes forward M569 P3 S0 ; Drive E0 goes reverse M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation M92 X80 Y80 Z80 E96 ; Set steps per mm M566 X300 Y300 Z300 E300 ; Set maximum instantaneous speed changes (mm/min) M203 X12000 Y12000 Z12000 E12000 ; Set maximum speeds (mm/min) M201 X3000 Y3000 Z3000 E3000 ; Set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E1000 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 Z0 S1 ; Set minimum Z ; Endstops M574 X2 Y2 Z2 S1 ; Set active high endstops ; Z-Probe M558 P8 I0 R0.4 F1200 ; digital mode, NO/NC, delay, speed, not used as axis endstop G31 P100 X0 Y0 Z-0.356 ; Set Z probe trigger value, offset and trigger height M557 R105 S20 ; Define mesh grid ; Filament Run-Out Sensor M591 D0 P5 C4 R40:120 E3.0 S0 ; Duet3D laser sensor for extruder drive 0, connected to endstop input 3 (E0), tolerance 40 to 120%, 3mm comparison length, disabled ; Heaters M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0 M143 H0 S120 ; Set temperature limit for heater 0 to 120C M305 P1 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 1 M143 H1 S280 ; Set temperature limit for heater 1 to 280C ; Fans M106 P0 S0.3 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on M106 P2 S1 I0 F500 H1 T45 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Automatic power saving M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power loss ; Custom settings are not configured ; Miscellaneous M501 ; Load saved parameters from non-volatile memory T0 ; Select first toolThe printer is physically level. I just can't figure out why, even with trying Mesh Leveling, the Z-Probe still doesn't hit those southern points. Any ideas on what I can try? Been without my printer for a good month or so while waiting on parts to come in and am itching to get back to it.
-
@beanman1 are all your endstops at the same distance from the bed?
IIRC, they are on little blocks that are moveable so can be adjusted. -
All 3 endstops are the same distance from the bed. That hasn't changed since I initially put the printer together in January.
I did change from a glass build surface to a magnetic sheet though.
I thought setting the the Z=0 via the G92 Z0 command would adjust for that. It seems to have worked just fine, for most of the bed, just not that southern edge.
-
Here's a quick clip showing the calibration being ran and the nozzle not touching the plate.
https://www.dropbox.com/s/as5gpwd4cs6ipm8/Delta Calibration Fail.mp4?dl=0
-
-
Seems to just be the Point 2 that's not touching the bed.
Not sure what the M208 commands were for, but I tried them and no change.
-
The 1st is from your config.g
The second was to allow the nozzle below zero
The M208 line should be negative as the smart effector needs to go negative zero to trigger
So Z-5 is 5mm below zero as your showing -4.19 in your G29 diagram so it should have been able to touch the bed with -5mm
You only needed to type M208 Z-5 S1 not both as the first sets the axis limit to 0 which is in your config this is mentioned in the Calibrating Delta printer documentation. -
ok. Made the change to the config.g and Point 2 still fails to hit. It's not that the probe fails to trigger, it's the nozzle never goes down far enough. lol
Point 40 of the Mesh Grid Compensation is where it stops when trying to run that.
-
Tried auto calibration again this morning and it's P1 of the bed.g that's not touching the bed. Here's the M122:
11:22:57 AMM122 === Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 2.0(RTOS) running on Duet WiFi 1.02 or later Board ID: 08DJM-9178L-L2MSD-6J1D8-3SD6Q-TSD6N Used output buffers: 1 of 20 (7 max) === RTOS === Static ram: 28380 Dynamic ram: 96360 of which 16 recycled Exception stack ram used: 364 Never used ram: 5952 Task NETWORK ready, free stack 324 Task HEAT blocked, free stack 1256 Task MAIN running, free stack 3560 === Platform === Last reset 00:22:37 ago, cause: software Last software reset time unknown, reason: User, spinning module GCodes, available RAM 5936 bytes (slot 2) Software reset code 0x0003 HFSR 0x00000000, CFSR 0x00000000, ICSR 0x0441f000, BFAR 0xe000ed38, SP 0xffffffff Error status: 0 Free file entries: 10 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest block write time: 101.4ms MCU temperature: min 36.5, current 37.0, max 37.3 Supply voltage: min 12.7, current 12.8, max 12.9, under voltage events: 0, over voltage events: 0 Driver 0: standstill, SG min/max 0/384 Driver 1: standstill, SG min/max 0/379 Driver 2: standstill, SG min/max 0/384 Driver 3: standstill, SG min/max not available Driver 4: standstill, SG min/max not available Date/time: 2020-05-30 11:22:56 Slowest loop: 17.71ms; fastest: 0.07ms === Move === Hiccups: 0, StepErrors: 0, LaErrors: 0, FreeDm: 240, MinFreeDm 234, MaxWait: 4294695166ms, Underruns: 0, 0 Scheduled moves: 173, completed moves: 173 Bed compensation in use: none Bed probe heights: -2.249 0.000 -0.911 1.039 -2.202 === Heat === Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1 Heater 1 is on, I-accum = 0.0 === GCodes === Segments left: 0 Stack records: 2 allocated, 0 in use Movement lock held by null http is idle in state(s) 0 telnet is idle in state(s) 0 file is idle in state(s) 0 serial is idle in state(s) 0 aux is idle in state(s) 0 daemon is idle in state(s) 0 queue is idle in state(s) 0 autopause is idle in state(s) 0 Code queue is empty. === Network === Slowest loop: 107.95ms; fastest: 0.01ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0) Telnet(0) HTTP sessions: 1 of 8 - WiFi - Network state is running WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 0 WiFi firmware version 1.21 WiFi MAC address bc:dd:c2:57:ac:3a WiFi Vcc 3.33, reset reason Turned on by main processor WiFi flash size 4194304, free heap 17000 WiFi IP address 192.168.1.39 WiFi signal strength -42dBm, reconnections 0, sleep mode modem Failed to request ESP stats Socket states: 0 0 0 0 0 0 0 0 === Filament sensors === Extruder 0 sensor: position 0.00, ok, framing errors 0, parity errors 0, no calibration data === Expansion ===Watching the nozzle move, it seems to actually raise as it moves from P0 to P1. There's more visible space between the bed and the nozzle as it goes to P1.
This is getting frustrating as I don't know what to do and Google ain't helping much! LOL
-
Can you type G29 S2 then calibrate ?
Also set your height to H400 in config.g M665 lineYeah M208 is telling it can go -5mm it still has to hit it to trigger
Delete or rename your heightmap so it can't load before you calibrate -
@Carlo
Also add ; before M501 in config.g at the end so ;M501
And rename config_override to Konfig_override.g -
Have no idea what I did, but I reloaded my firmware and now it's working...```
; Configuration file for Duet WiFi (firmware version 1.20 or newer)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool on Thu Jul 12 2018 20:54:00 GMT-0500 (Central Daylight Time); General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves;*** The homed height is deliberately set too high in the following - you will adjust it during calibration.
; After G32 auto-calibrate, copied from config-override.g
; Note: G31 Z (below) affects M665 H, and this is NOT yet calibrated.
M665 R146.30 L288.15 B105 H232.60 X5.772 Y14.048 Z0.000
M666 X-0.67 Y-0.17 Z0.83 A0.00 B0.00;Manually copied from Marlin config.h in Anycubic's github repository
;M665 R135.4 L271.5 B105 H300 ; Set delta radius, diagonal rod length, printable radius and homed height
;M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them; Network
M550 AKLP ; Set machine name
M552 S1 ; Enable network
;*** Access point is configured manually via M587
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M569 P0 S1 ; Drive X goes forward
M569 P1 S1 ; Drive Y goes forward
M569 P2 S1 ; Drive Z goes forward
M569 P3 S0 ; Drive E0 goes reverse
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z80 E96 ; Set steps per mm
M566 X300 Y300 Z300 E300 ; Set maximum instantaneous speed changes (mm/min)
M203 X12000 Y12000 Z12000 E12000 ; Set maximum speeds (mm/min)
M201 X3000 Y3000 Z3000 E3000 ; Set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E1000 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 Z-6 S1 ; Set minimum Z; Endstops
M574 X2 Y2 Z2 S1 ; Set active high endstops; Z-Probe
M558 P8 I0 R0.4 F1200 ; digital mode, NO/NC, delay, speed, not used as axis endstop
G31 P100 X0 Y0 Z-0.274 ; Set Z probe trigger value, offset and trigger height
M557 R105 S20 ; Define mesh grid; Filament Run-Out Sensor
M591 D0 P5 C4 R40:120 E3.0 S0 ; Duet3D laser sensor for extruder drive 0, connected to endstop input 3 (E0), tolerance 40 to 120%, 3mm comparison length, disabled; Heaters
M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S280 ; Set temperature limit for heater 1 to 280C; Fans
M106 P0 S0.3 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S1 I0 F500 H1 T45 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Automatic power saving
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power loss; Custom settings are not configured
; Miscellaneous
M501 ; Load saved parameters from non-volatile memory
T0 ; Select first tool -
Great well done!