Pressure advance seems not to "work" using Ideamaker
-
@the_dragonlord
You can enter M574 commands at the DWC Console during printing.
Have you tried turning off my code (by setting g_pa_layer_count to 0) and just entering some really large values during a print to see if there is any effect?
Frederick
-
Given your questions from your other thread about idea maker, it sounds like maybe the pressure advance commands weren't actually getting sent. Is that the case? Note you can also verify what the current values are by sending M572 D# where # is the extruder drive you want to check.
-
@phaedrux said in Pressure advance seems not to "work" using Ideamaker:
Given your questions from your other thread about idea maker, it sounds like maybe the pressure advance commands weren't actually getting sent. Is that the case? Note you can also verify what the current values are by sending M572 D# where # is the extruder drive you want to check.
The comand is sent because if I type M572 during the print I see the correct setted values for PA
-
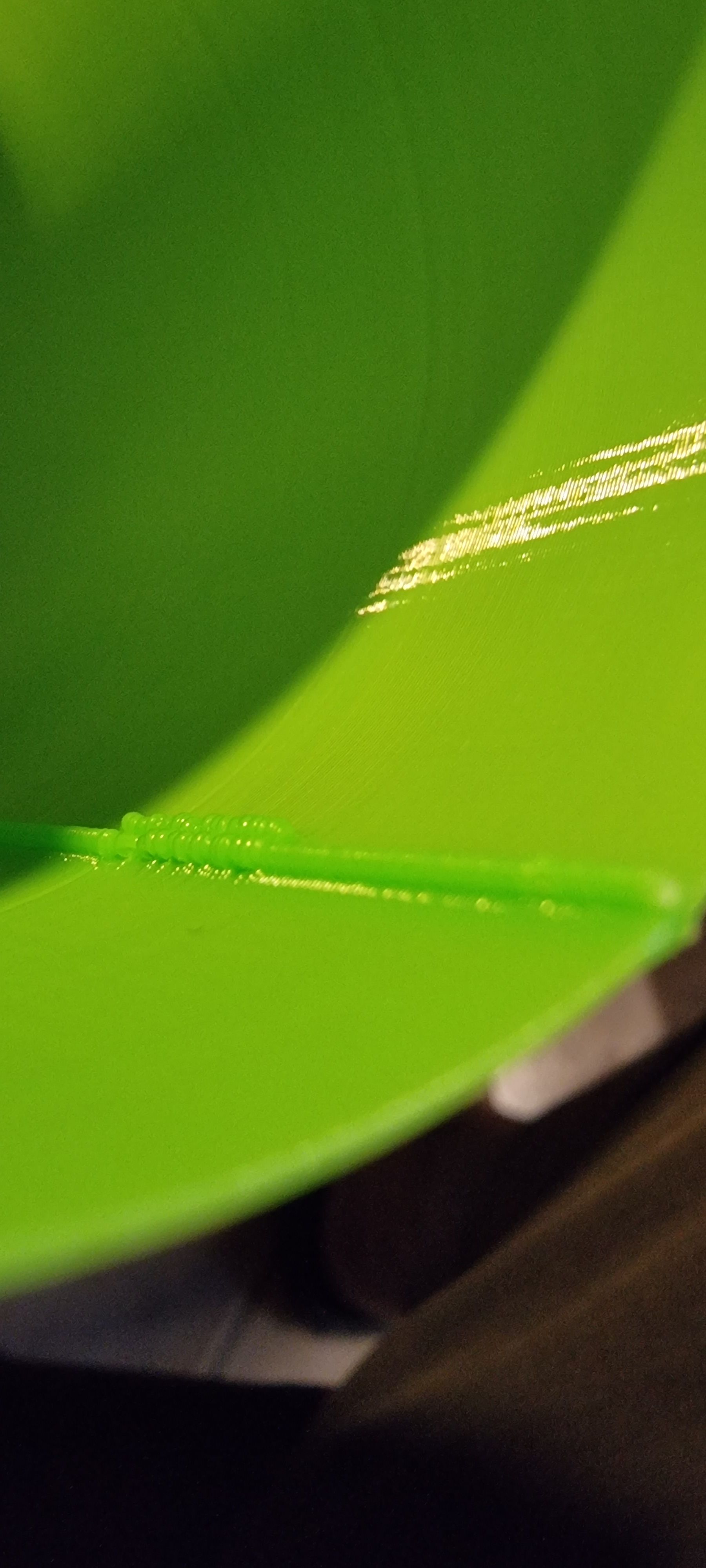
@the_dragonlord The nozzle always makes a curl behind when placeing the seam creating a blob so....this is what I get from prints regardless the PA setting I'm really driving crazy:
-
@the_dragonlord Have you inspected the gcode to see what has been generated for the seam part of the print? Maybe ideamaker is doing something funky there?
-
@gloomyandy said in Pressure advance seems not to "work" using Ideamaker:
@the_dragonlord Have you inspected the gcode to see what has been generated for the seam part of the print? Maybe ideamaker is doing something funky there?
How can I identify the "seam portion" of the GCODE?
-
@the_dragonlord If you just create a simple cube and slice that is should be pretty obvious.
-
@gloomyandy said in Pressure advance seems not to "work" using Ideamaker:
@the_dragonlord If you just create a simple cube and slice that is should be pretty obvious.
Here are the first layers of a GCODE for a simple cube....I can't see nothing particullary strange, do you?
;PRINTING: default-box.3mf ;PRINTING_ID: 0 G1 F2400 E-3.0000 G0 F9000 X155.292 Y155.292 ;TYPE:WALL-OUTER ;WIDTH:0.585 G1 F1500 E3.0000 G1 F2400 X164.708 Y155.292 E0.6321 G1 X164.708 Y164.708 E0.6321 G1 X155.292 Y164.708 E0.6321 G1 X155.292 Y155.292 E0.6321 G0 F9000 X156.462 Y156.462 ;PRINTING_TIME: 13 ;REMAINING_TIME: 202 ;LAYER:1 ;Z:0.500 ;HEIGHT:0.200 M106 S255 G4 P200 M106 S255 M104 T0 S205 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z0.500 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 17 ;REMAINING_TIME: 198 ;LAYER:2 ;Z:0.700 ;HEIGHT:0.200 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z0.700 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 21 ;REMAINING_TIME: 193 ;LAYER:3 ;Z:0.900 ;HEIGHT:0.200 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z0.900 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 25 ;REMAINING_TIME: 189 ;LAYER:4 ;Z:1.100 ;HEIGHT:0.200 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z1.100 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 29 ;REMAINING_TIME: 185 ;LAYER:5 ;Z:1.300 ;HEIGHT:0.200 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z1.300 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 33 ;REMAINING_TIME: 181 ;LAYER:6 ;Z:1.500 ;HEIGHT:0.200 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z1.500 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 37 ;REMAINING_TIME: 177 ;LAYER:7 ;Z:1.700 ;HEIGHT:0.200 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z1.700 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 41 ;REMAINING_TIME: 173 ;LAYER:8 ;Z:1.900 ;HEIGHT:0.200 ;PRINTING: default-box.3mf ;PRINTING_ID: 0 M82 M98 P"Print_gcodes/pressure_advance_at_layer_change.g" M83 G0 F900 Z1.900 G0 F9000 X155.225 Y155.225 ;TYPE:WALL-OUTER ;WIDTH:0.450 G1 F600 X164.775 Y155.225 E0.3288 G1 X164.775 Y164.775 E0.3288 G1 X155.225 Y164.775 E0.3288 G1 X155.225 Y155.225 E0.3288 G0 F9000 X156.125 Y156.125 ;PRINTING_TIME: 45 ;REMAINING_TIME: 169 -
@the_dragonlord That G0 at the end/start of each layer, seems a little odd to me, but maybe that is what your slicer does for the seam. I've no idea what impact that might have on pressure advance though.
-
@the_dragonlord
You posted in another thread that the problem seems to be related to Ideamaker as PA worked with S3D?
Is that correct?
If so I will install Ideamaker and see if the same problem arises.
Frederick
-
@fcwilt said in Pressure advance seems not to "work" using Ideamaker:
@the_dragonlord
You posted in another thread that the problem seems to be related to Ideamaker as PA worked with S3D?
Is that correct?
If so I will install Ideamaker and see if the same problem arises.
Frederick
To be honest I don't know....now I'm uninstalling Ideamaker and try to reinstall it from scratch....then I'll see.....
-
@gloomyandy said in Pressure advance seems not to "work" using Ideamaker:
@the_dragonlord That G0 at the end/start of each layer, seems a little odd to me, but maybe that is what your slicer does for the seam. I've no idea what impact that might have on pressure advance though.
Yeah it looks like a wipe move.