How precise is Haydn diagonal rods when assembled
-
I know an ex-CERN particle physicist who now works at IBM?
-
that may a good contact for this
I will have to see if anyone at the advanced manufacturing site near me would be interested ( Boeing/Maclaren amongst other )
-
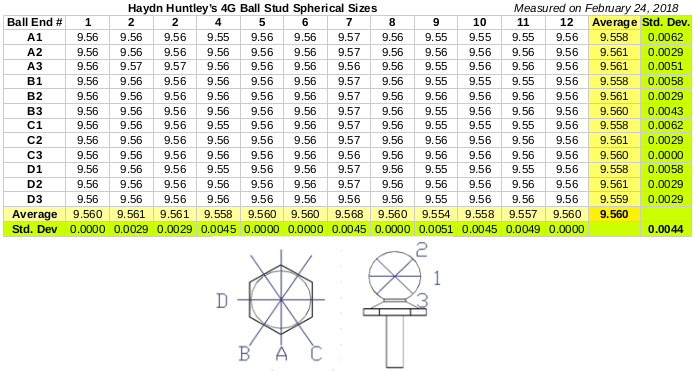
Today I got my SmartEffector and Duet electronics at last, very happy. I have received another lot of 12 ball studs with it and made measurement as I did with the first lot of ball studs received with Haydn's rods. The results are in table below

Two lots are alredy statistics so some conclusions.
so some conclusions.
1. Ball diameters are concentrated around 2 values: 9.4mm and 9.5mm, looks like 2 lots have been manufactured on 2 CNC with a little different setup or tool wearout.
2. Diameter measurements in different planes (A1-3, B1-3, C1-3 and D1-3) correlates very well with each other. So for binning purpose 1 measurement of diameter (A1 for example) is enough instead of tedious multiple measurements in various planes.Fortunately I can select 12 ball studs that match pretty well among 24 ones that I have now.
-
I got my smart effector, and have only just got some 3/8 bearings to place at the ends of the rods so I can take them to be measured.
As such I haven't got far with trying out matching the balls and rods.
I'd be interested to hear if you get much difference calibration deviation if you go from your well matched set to maybe a random placement of balls?
-
Just collected all parts needed to start assembling my Delta (honestly speaking I haven't got the Nimble adaptor yet but it should be here soon). So I'm afraid there will be much more hurdles I should overcome before I could make a comparision of calibration deviations for different ball stud sets, sorry.
-
Okay so this afternoon. I went to my local engineering firm with 2x 9.51mm ball bearings (G100 best I could get but they measure 9.51 whichever way they were orientated) and got them to measure my six rods.
These are the total lengths including the ball bearings:
369.7
369.68
369.72
369.7
369.72
369.7I ran 12 sequential calibration G32 runs first with random sets of balls/rods:
0.008
0.008
0.009
0.007
0.010
0.008
0.005
0.009
0.007
0.010
0.005
0.006 Mean 0.008Then I removed all of the balls from the printer and measured all 24 balls that I have.
I made up sets of rods and balls as so, it was not possible to make exactly 3 pairs of the same length to 0.01mm accuracy, but I got to 0.02mm!:
Rods Total Length Rods+Balls
1,2 369.55
3,5 369.55
2,6 369.56Then 12 sequential calibration runs after installing the matched rod/ball sets. Nothing else was changed whatsoever.
0.013
0.005
0.007
0.008
0.006
0.007
0.008
0.008
0.012
0.013
0.006
0.009 Mean 0.009I will happily accept my method is flawed in the following ways, I measured the ball's diameters across the ball's equator so to speak, not averaging over 8 different planes of measurement, I did not measure the distance between the mating surface of the base of the ball stud to the end of the ball, as I have no accurate way of doing so.
However based on this whilst I have determined that my rods are remarkably accurate (0.04mm range - 369.68mm-369.72mm), the balls are not as accurate (range 0.13mm from 9.38mm-9.51mm), but matching them up does not seem to have any effect on the accuracy of the machine, as determined by calibration runs. I think once you reach the 0.00x range you are in the noise, and not reading a signal you are limited by sensor accuracy and accuracy of the rest of the printer.
-
To measure from the base to the tip of the ball, you could place a dial indicator over a hole drilled to hold the ball stem. Use the indicator to check height differences.
-
I'll bear that in mind. I still do doubt whether it will make any difference, I've got a very accurate printer and at these deviations its noise not data.
-
Good news! But one thing to consider yet. The calibration algo can hide mechanical inaccuracy as it was the case in another thread where calibration results were exelent but corrected rod length was a good amount away from their real length. BTW how many points were used for the calibrations?
-
I use 16 points and 8 factor calibration with my rod length set manually, initially based on actual length, but tweaked to get accurately scaled parts. I have also at another time tested my machine using 64 random points and got the same result as for 16 points.
-
I emailed back and forth with my machine shop in China, and they've created a new batch of ball studs.
These new ones are quite a bit more consistent than the previous ones (roughly 10x better).
Besides the ball being the same size and more spherical, I asked them to make sure they're a consistent height above the hexagonal base, and to make the threading match standard M3 more precisely (the threads used to be a little bit undersized).
Correcting the M3 threading should make these work even better with the M3 holes on the Duet Smart Effector.Here are the results of measuring a random sample this morning:
–Haydn
-
Thanks Haydn!
I have recently purchased an effector with a set of arms, and my biggest issue was the thread diameter. On the old set threads measured anywhere from 2.88 to 2.57(!). Holes in the effector are 2.9, so there was a lot of play. On the new batch, I was able to select balls that were close to 2.9. With a new set, I am able to get to calibration tolerances everyone reporting here. However, I attribute this mostly to using the Smart Effector vs mini IR. I have used TrickLaser arms/effector before, which I believe were pretty good, but not compatible with the Smart Effector.Thanks for your support and continuing improvement of the product!
-
As the topic starter I have just received a very generous offer from Haydn willing to send me a set of ball studs from the new batch free from charge. What's an exceptional service! Many thanks to Haydn for his hard work of improving already excellent design!
-
That's kind of him. I'll email him and buy a couple of sets but as we determined its not likely to make much difference.
-
Thanks Doug that makes sense but I have 360mm arms and 300mm calipers, so what I wondered is whether there is a trick to measure something that is longer than the calipers? I could use the metal rod that protrudes from the caliper, but how to measure to high accuracy like this I don't know.
Just clap a block to the edge of your desk, butt the rod up against it, mark the end, then repeat for each rod, see if all your lines are in the exact same place
-
Thanks, it's an idea sure. In the end I got a local engineering firm who are literally 200 yards from me to measure the rods (with high grade bearings at each end) on their bewildering array of large calipers. They were not significantly different from one another:
350.68
350.66
350.7
350.68
350.7
350.68So I doubt I'd see the difference in the lines if I drew them on the bench, we're talking about a variance of 40 microns. The same with the balls, whilst there was a difference in diameters it was very small. Matching up the rods and balls to achieve 3 pairs of almost exactly equal length yielded no change in calibration or print quality in my otherwise all-metal and very precise kossel XL, compared to the situation I had before where they were all basically random.
But if Haydn has commissioned a new batch of balls that are much more precise, then this matches the rods which are made to very tight tolerances, and marketed as such.