E3D Pancake stepper motor
-
Has anyone used
https://www.filastruder.com/collections/electronics/products/nema17-stepper-motorFor their extruder, i have looked at the data sheet on the duet wifi wiring diagram and cant seem to get the correct pin out to get this motor moving.
As of now it just studders when i sent it a command.
Any help and I would be super grateful as at this point I am so lost.
-
I used this motor with the cable supplied and it worked fine. A stuttering motor can be a sign of bad wiring especially in a connector.
-
If you want to check a motor's wiring it's fairly simple. Get a multimeter and attach it to any 2 of the motor wires, is there resistance or open circuit? If there is resistance they are a pair, if not unclip one wire and try another. The other two wires are the other pair.
Wire one pair to one "side" of the 4 pin motor plug, wire the other pair to the other "side". Motor direction is determined by which way around the plug is inserted, which is why I would not use Molex plugs for motors, use DuPont plugs, they do not need to be polarised.
If the motor is just jittering then one pair is not connected. Check the plug, maybe crimp a new one on. Intermittent connections are a potential cause of blown driver chips, and as someone else here recently experienced, possibly blown motors too.
-
Trouble with Dupont plugs is that they are not all equal and some are very loose fitting on the Molex headers and after all if the motor rotates the wrong way it is probably as quick to reverse it in the Config file then it is to get access to the Duet to reverse a connector
Doug
-
True, I find the ones I use are actually rather too tight, but then as you say they are quite variable..
-
How do I tell what is A1 and B1 is that negative or positive?
-
Not sure what a1and b1 are? If you mean the polarity within each coil/pair of wires it doesn't matter. It's just a case of connecting one coil to pins 1,2 and one coil to pins 3,4. As Doug says if you chose to use molex connectors then you might need to change the drive direction for that motor in firmware. If you use dupont just turn the connector around.
-
This is what I am going off of so I am kinda lost on what the pairs are. the Letters or the numbers.
https://drive.google.com/file/d/0B8LIjfxtpbZAY2tObjIyRS0yeTg/view?usp=sharing
-
Okay so attach one pair to 1a and 1b and one pair to 2a and 2b
-
so far none of the combinations have worked is there a way I can test the the motor off the board?
-
First, check the motor. You should see about 2 ohms between blue and red. You should also see two ohms between green and black.
Next up, matching the wire colors to the colors in the screenshot you posted should do gainer, since blue/red is a pair and green/black is a pair.
What command are you sending? What accelerations are you using? You may be trying to accelerate the motors faster than is possible. Would be good if you could post your config.g.
-
so when I test the pairs I get 2.3-2.5ohms each
here is my config.g
; CoreXY sample config file for dc42 Duet firmware
M111 S0 ; Debug off
M550 PBig-D ; Machine name (can be anything you like)
M551 Preprap ; Machine password (used for FTP connections)
ns)
;*** If you have more than one Duet on your network, they must all have different MAC addresses, so change the last digits
M540 P0xBE:0xEF:0xDE:0xAD:0xFE:0xED ; MAC Address
;*** Wifi Networking
M552 S1 ; Enable WiFiM555 P2 ; Set output to look like Marlin
;M575 P1 B57600 S1 ; Comms parameters for PanelDue; Machine configuration
M569 P0 S0 ; Drive 0 goes forwards (change to S0 to reverse it)
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S0 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P4 S1 ; Drive 4 goes forwards
; If you use an endstop switch for Z homing, change Z0 to Z1 in the following line, and see also M558 command later in this file
M574 X1 Y2 Z1 S0 ; set endstop configuration (X and Y and endstops only, at low end, active high)
M667 S1 ; set CoreXY mode
M350 X64 Y64 Z64 E64 I0 ; Set 16x microstepping with interpolation
M92 X400 Y400 Z1600 ; Set axis steps/mm
M92 E1643:1643 ; Set extruder steps/mm
M906 X800 Y800 Z800 E800 ; Set motor currents (mA)
M201 X1000 Y1000 Z300 E4000 ; Accelerations (mm/s^2)
M203 X15000 Y15000 Z500 E1500 ; Maximum speeds (mm/min)
M566 X800 Y800 Z24 E1200 ; Maximum jerk speeds mm/minute
M208 X290 Y285 Z320 ; set axis maxima (adjust to suit your machine)
M208 X-10 Y0 S1 ; set axis minima (adjust to make X=0 and Y=0 the edges of the bed)
G21 ; Work in millimetres
G90 ; Send absolute coordinates…
M83 ; ...but relative extruder moves; Z probe
M558 P1 X0 Y0 Z0 ; Analog Z probe, also used for homing the Z axis
;G31 Z2.47 P500 S1 ; Set the probe height and threshold (put your own values here)
; The following M557 commands are not needed if you are using a bed.g file to perform bed compensation
;*** Adjust the XY coordinates in the following M557 commands to suit your build and the position of the Z probe
;M557 P0 X30 Y25 ; Four...
;M557 P1 X30 Y155 ; ...probe points...
;M557 P2 X250 Y125 ; ...for bed...
;M557 P3 X250 Y25 ; ...levelling
;M557 P4 X150 Y95 ; 5th probe point for levelling; Thermistors and heaters
;*** You can use S and B parameters to define the parameters of the thermistors you are using
M305 P0 T100000 B4388 R4700 H0 L0 ; Put your own H and/or L values here to set the bed thermistor ADC correction
M305 P1 T100000 B4388 R4700 H0 L0 ; Put your own H and/or L values here to set the first nozzle thermistor ADC correction
M305 P2 T100000 B3974 R4700 H0 L0 ; Put your own H and/or L values here to set the second nozzle thermistor ADC correction
M301 H1 P10 I0.10 D100 T0.50 S1.0 ; PID settings for extruder 0
M301 H2 P10 I0.10 D100 T0.50 S1.0 ; PID settings for extruder 1
M570 S120 ; Increase to allow extra heating time if needed
M307 H0 A86.7 C612.7 D6.0 B0
M307 H1 A406.3 C166.4 D10.3 B0; Fans
M106 P0 T50 H1
M106 P1 T50 H1
M106 P2 T50 H1; Tool definition
M563 P0 D0 H1 ; Define tool 0
G10 P0 S0 R0 ; Set tool 0 operating and standby temperatures
;*** If you have a dual-nozzle build, un-comment the following 3 lines
;M563 P1 D1 H2 ; Define tool 1
;G10 P1 S0 R0 ; Set tool 1 operating and standby temperatures;*** If you are using axis compensation, put the figures in the following command
M556 S78 X0 Y0 Z0 ; Axis compensation here
T0 ; select first hot end -
Have you tried a different motor connected to that motor output on the Duet, or that motor connected to a different motor output, in case the problem is a faulty driver?
-
Maybe also try 16X micro stepping instead of 64X (but don't forget to divide your steps per mm by 4)? Dunno - just a long shot.
-
That motor requires a really high current to get it to move. Try between 1200 - 1400ma, going off of memory.
Here's the E3D thread for it. https://forum.e3d-online.com/index.php?threads/nema17-slimline-rated-current.2720/
I ran it at 1200, but didn't care for it as the connector could come loose. It never popped off while printing, but was well on its way there a couple times, and I didn't want it to pop loose and kill a driver.
-
no good, any there suggestions?
is there a way I can skip E0 and use E1?
-
no good, any there suggestions?
is there a way I can skip E0 and use E1?
Yes, put M584 E4 in your config.g file, earlier than the M906 command.
-
Probably not helpful, but if that E3D motor is a lot of trouble consider this one https://www.omc-stepperonline.com/hybrid-stepper-motor/nema-17-bipolar-18deg-13ncm-184ozin-1a-35v-42x42x20mm-4-wires-17hs08-1004s.html instead it's only $6.60, its 13 Ncm but smaller size and I drive it at 650mA with titan extruders, yes its 1.8 degrees but running a geared extruder 0.9 degrees is overkill plus needs to be bigger to achieve the same torque (and apparently uses more than double the current!).
-
Hello Sharpie, I run it at 900ma with x16 microstepping and seems to perform well.
This is how it came wired:
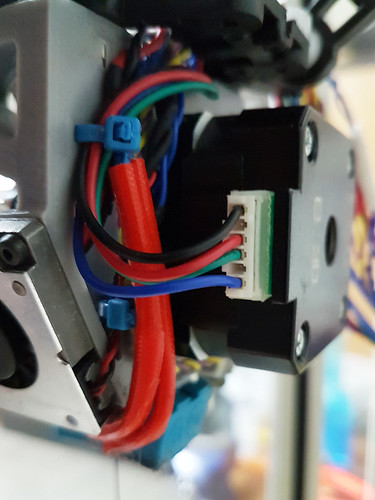
Are you testing it alone or already assembled with the extruder? Maybe the gears are not aligned and that's why it stalls.
Long shot, but worth asking.Hope it helps.
-
It turned out to be a bad driver on the motherboard, when I plugged into E1 the moved as expected =(
But at least we are online.