Stringing with PLA
-
@toddm, I have found out that the point where the extruder skips is not the limit. Even before that, you run into irregularities with flow. Having said that, if 6.7 mm/sec gives you extruder skipping, I would think 5 mm/sec should be safe.
I would also check the entire filament path - how easy is it for the extruder to pull filament off the spool? A long Bowden tube can introduce a lot of friction and how easy does the spool unroll? Have you checked tension on your feed rollers? You could have insufficient pinch pressure on the feed rollers introducing variable flow.
30 mm/sec should be achievable by a printer built with chop sticks")
You could try a 'cold pull' on the nozzle. I would be tempted to remove the nozzle and see if filament easy easily pushed through the print head - there should be no obstruction with the nozzle removed. You could try a new nozzle or, if you have a brass nozzle and a plumbers torch handy, burning out the nozzle always clears things up for me.
Anther, less likely reason for inconsistency - Is your slicer set to the right filament diameter (I overlooked that once)?
Looking at your pictures, it seems that filament is laid down properly in one direction but the layers get really bad in another direction - that would seem to indicate mechanical slop in one direction but not the other. I think I would tend to ignore mechanical issues with head positioning at this point and try to concentrate on one issue at the time which would be filament flow. There are a lot of possible problem areas in a 3D printer and unless you tackle them one by one it can get very overwhelming and basically impossible to work out what is going on.
Good luck .... don't tear out too many hairs during trouble shooting .... -
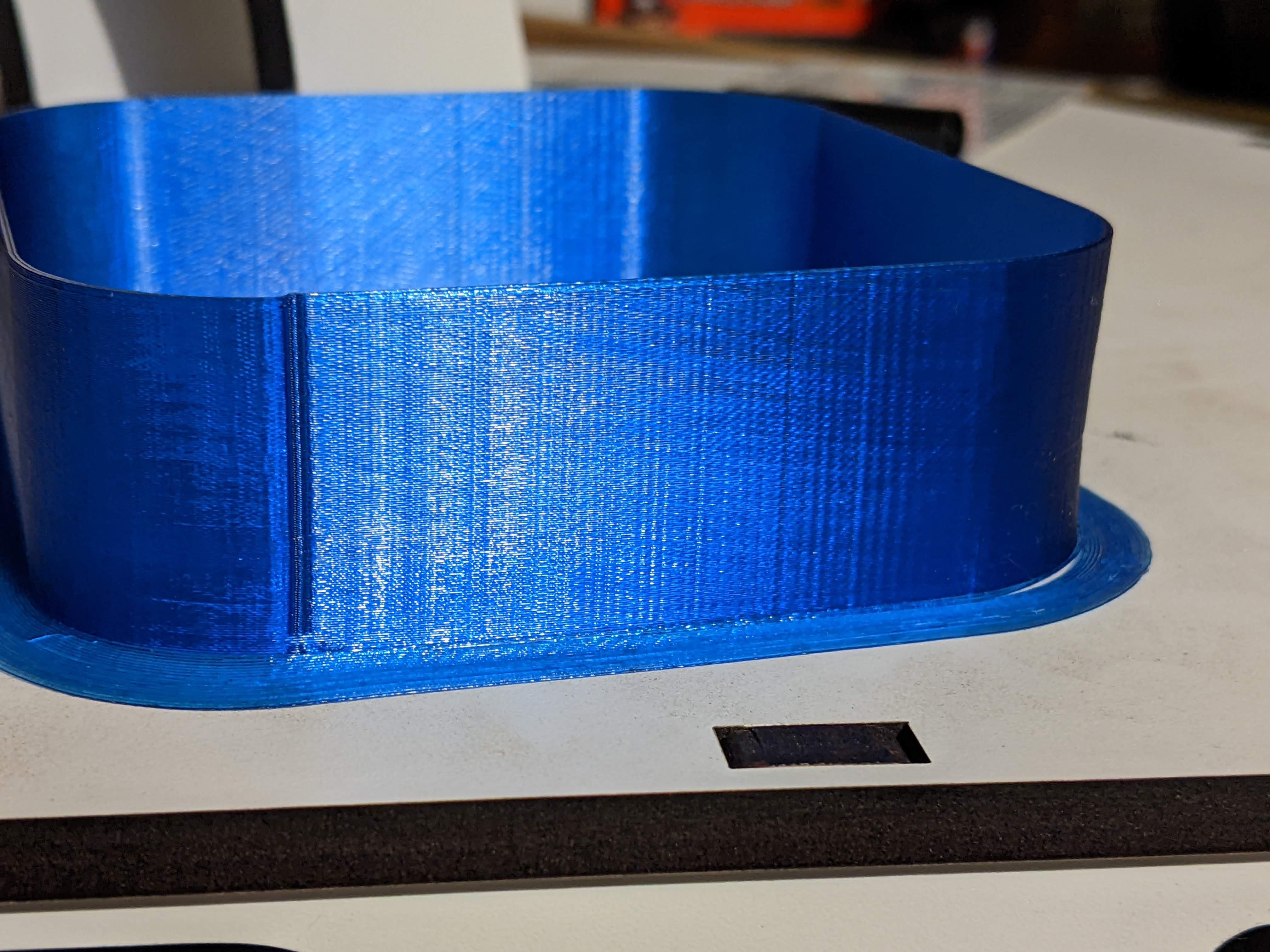
@infiniteloop Thanks for all of your suggestions and encouragement! I fixed the wiring and loaded up my spool of PETG, made the slicer print everything at 30mm/s and got this:



This looks much better to me. One side had a small section where the layers didn't bond very well, but overall it makes me happy! I didn't even calibrate the extruder! It needs some tuning still but at least its consistent! I need to find some better PLA. I'll probably throw what I have in the vacuum oven for a bit, but I think its probably a lost cause.
-
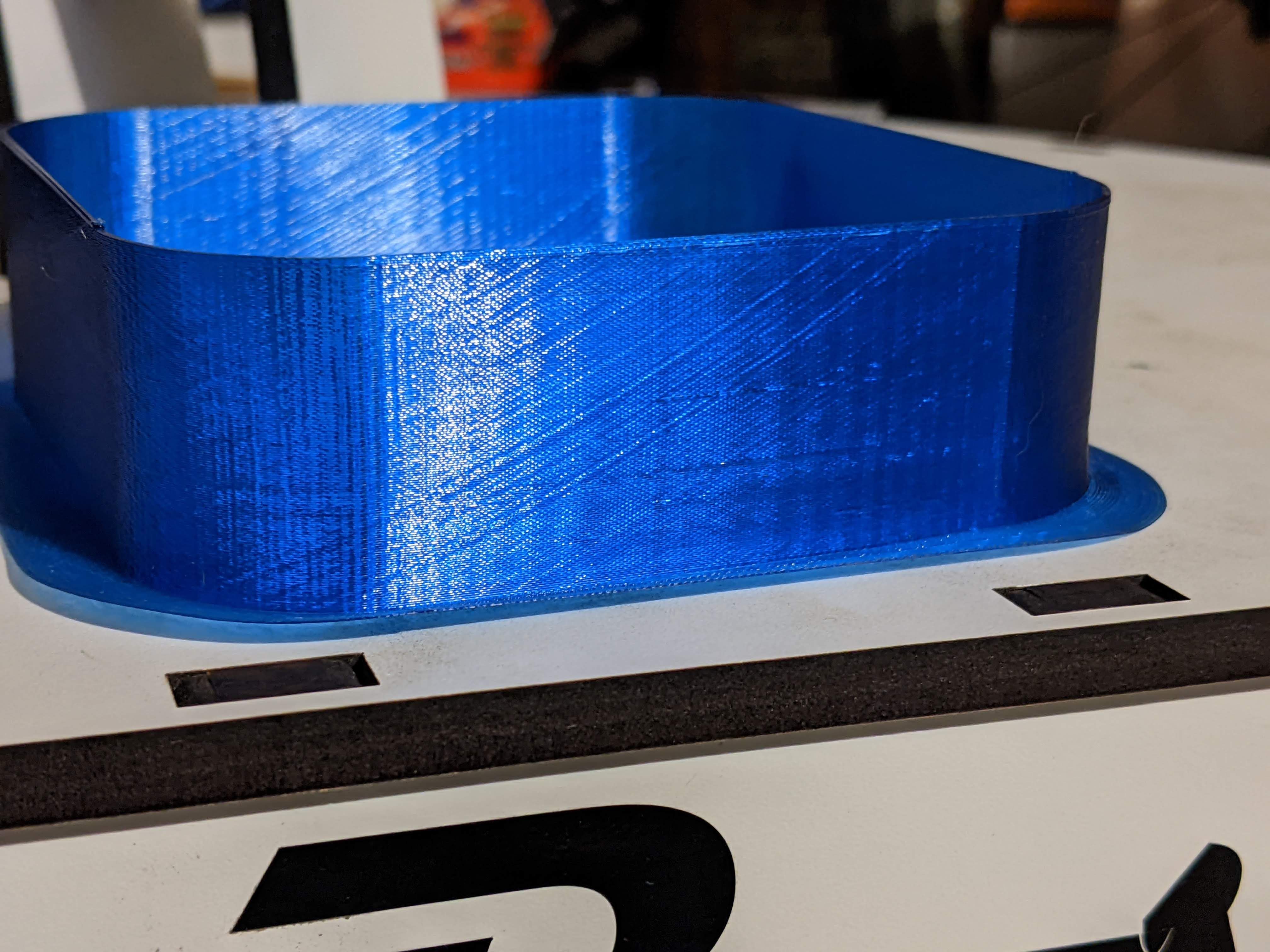
@toddm that does indeed look a lot better. I wonder why there appears to be diagonal lines on the verticals.
There also seems like a bit of under extrusion between the brim and the model in your first picture.
Looks like there needs to be some pressure advance tuning to improve the vertical seam.
The bottom line though is that you have something that you can work with! Good show! -
@toddm Great! As @Jens55 said, now you have something to work with. Some lack of layer bondage (plus a certain brittleness) is a known problem with PETG - well, with some of those filaments. It’s all about the chemistry: colours, add-ons, … I’ve finally found a filament with good layer adhesion, mechanical stiffness and elasticity - a perfect match with the characteristics of my printer. With PLA, that’s less difficult, good idea to try some other brands.
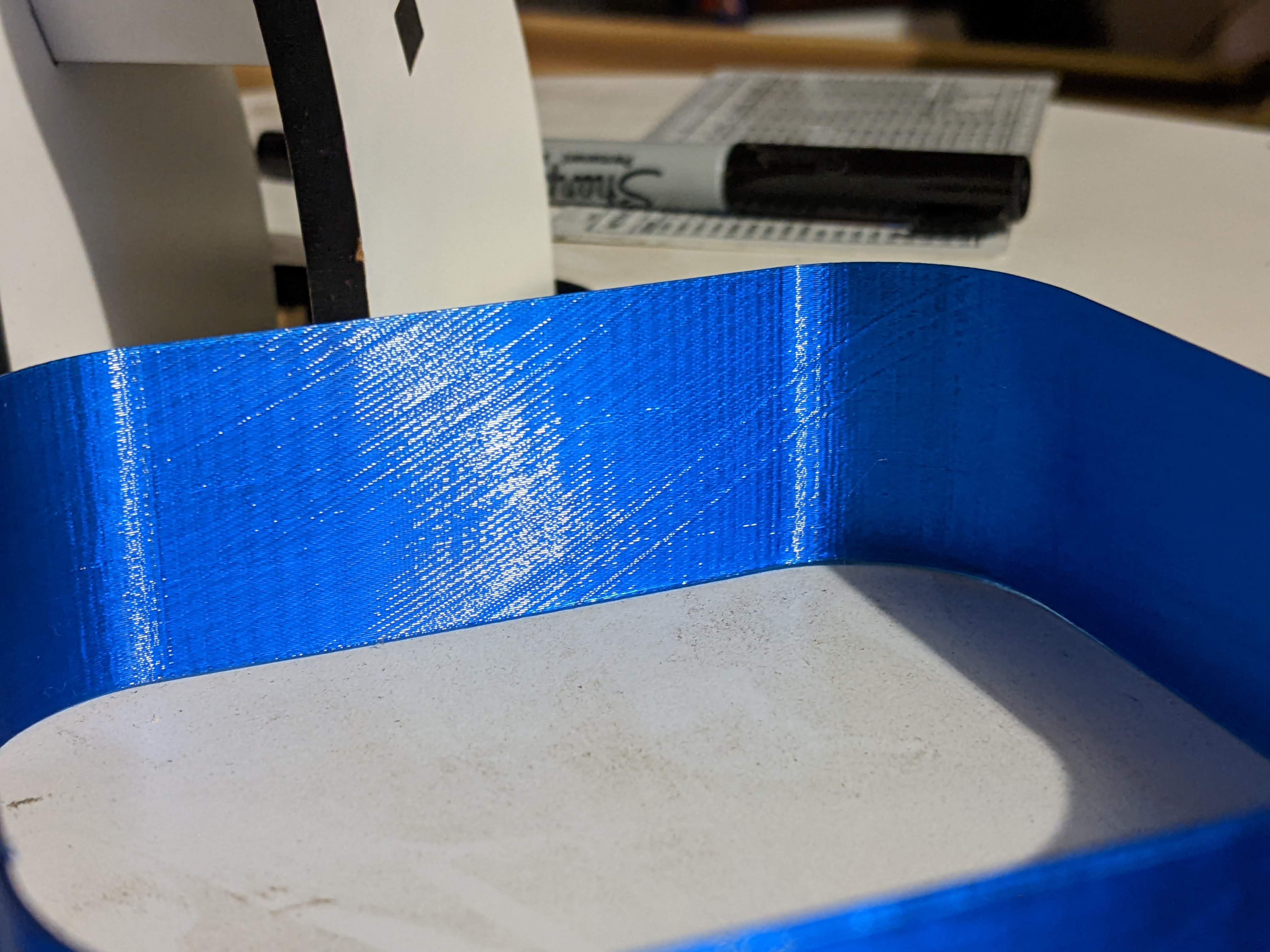
The diagonal pattern @Jens55 already mentioned is an indicator for some mechanical problem, but I can’t help you with that: you have a fancy Delta, my poor old bed-slinger is quite different … Maybe you should follow @Phaedrux’s advice and post a video of your printer in action? I suggest you start a new thread on this.
Finally, thank you for the imagery: made my day to see such a progress!
-
@jens55 I think that separated when I pulled it off of the bed. I wasn't very gentle because I wanted to see how the layers stuck together. I definitely have some issues with the flatness of the glass bed which isn't helping that either.
-
@infiniteloop This color and reflectivity made it hard to take pictures. In person in looks smoother than the pictures would indicate. It definitely does have some angled lines and texturing. Per @Phaedrux's advice I did take a video of it. I think I will start a new thread as you suggest since this isn't really about stringing or PLA anymore.
I'm also seriously thinking about cutting out a metal frame on my boss's laser to help with the rigidity. This printer was given to me and I think the age and the tab and slot melamine frame is close to its expiration.
Thanks to everyone who posted! I read them all even if I didn't reply directly.
-
@toddm lol ... tab and melamine frame .... I had no idea how close I was when I said that even a printer made with chop sticks should be able to do 30 mm/sec.
-
@infiniteloop said in Stringing with PLA:
Some lack of layer bondage (plus a certain brittleness) is a known problem with PETG - well, with some of those filaments.
I have never seen a PETG filament that had layer bondage and brittleness. Those are PLA issues and not PETG issues. PETG has stringing issues instead. I suppose it is possible to get that with PETG as well if you have setup issues or bad filament but I would not call it a 'known problem'.
-
@jens55 said in Stringing with PLA:
… but I would not call it a 'known problem'
What term do you suggest: 'unknown Problems'? Why then is the web full of pages dealing with the problems I named?

-
@infiniteloop, while I can't say that I have heard or read about great inter layer adhesion in 53.75 cases and 5.037 times about adhesion failure, my overall 'feeling' and 'understanding' is that PETG has much better inter layer adhesion than PLA. Also, PLA has, IMHO, a much higher incidence of brittleness.
In addition to what I have read about others having experienced, both of these characteristics are well supported by my own experience.
Feel free to disagree with me. Both views are anecdotal to a large degree as I am not aware of definitive studies on these subjects (although there might well be).
Late edit: Maybe you and I are just reading different web pages ? -
I did a bit of searching and found this article interesting:
https://www.3dprintbeast.com/what-causes-poor-petg-layer-adhesion/
It lists a number of causes for inter layer adhesion issues... and yes, you can screw up anything if you do not set up your printer correctly for the material you are printing with.
A quote from the article:
Poor PETG layer adhesion is perhaps the best example of such an issue, with many enthusiasts switching to PETG filament to benefit from its naturally strong layer adhesion capabilities but being greeted with the complete opposite.
The key being the 'natural strong layer adhesion' and experiencing failures due to poor printing practices. -
@jens55 I read more than I write, so I learned a lot about PETG problems - and how to solve them. In short: had I used the word ‘properties’ instead of ‘problems’, you were right. Stringing is such an unwanted property of PETG which is hard to avoid, except of by design of your parts. Maybe we can agree on this. In addition, we should agree not to capture someone else’s thread.
-
@infiniteloop Agreed! Also I didn't intend to take over the thread, I just wanted to make sure that the OP didn't get the wrong (IMHO) idea about PETG.
Anyway, we are all good .... at least from my end