Calibrating extrusion amounts
-
Dear all,
I have been following this post to compensate for nonlinear extrusion. I slightly modified the file to see what happens if I introduce the adjusted extrusion parameters also and to give some extra info while doing the experiment:Nonlinear_extrusion.txt
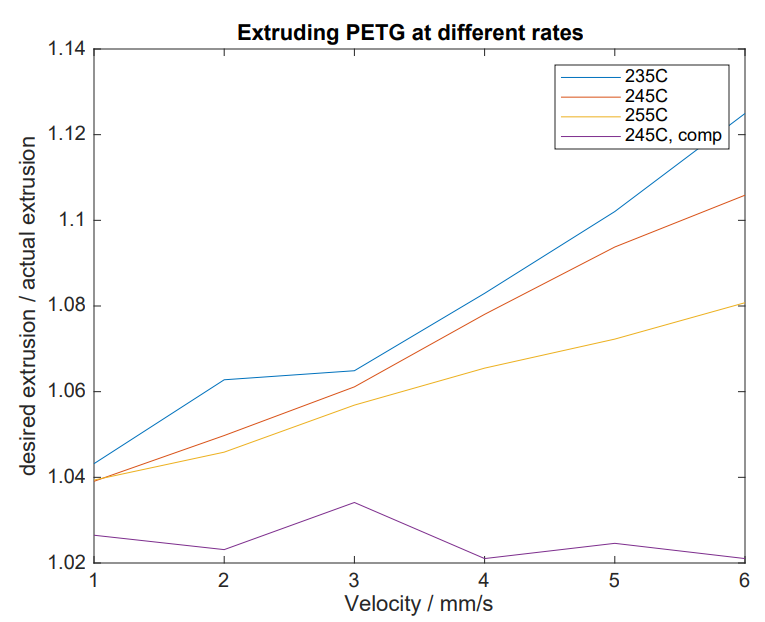
I wanted to calibrate my PETG first. So I ran the macro 3 times each for temperatures of 235, 245 and 255 degrees Celsius. You can see the results in the figure. Then I made a second-order fit for each of the three lines so that each line would be approximated with Bx^2 + Ax + C. It was my understanding that I could use
M592 D0 A0.0107 B0.00044 L0.45 ;Nonlinear extrusion: Bx^2 + Ax + CTo compensate for the Bx^2 and Ax. So I still needed to find a way to compensate for the C. As I already carefully calibrated my extruder steps per mm, and I could not find a gcode command for the extrusion multiplier, I decided to go for M221.
I ended up with the following starting gcode to compensate for each temperature:{if temperature[0] < 240} M221 D0 S103.97 M592 D0 A0.005 B0.0015 L0.45 ;Nonlinear extrusion: Bx^2 + Ax + C {endif} {if temperature[0] >= 240 and temperature[0] <= 250} M221 D0 S102.71 M592 D0 A0.0107 B0.00044 L0.45 ;Nonlinear extrusion: Bx^2 + Ax + C {endif} {if temperature[0] > 250} M221 D0 S102.95 M592 D0 A0.0093 B-0.00012 L0.45 ;Nonlinear extrusion: Bx^2 + Ax + C {endif}However, if I rerun my macro at 245 degrees Celsius with:
M221 S102.71 M592 D0 A0.0107 B0.00044 L0.45 ;Nonlinear extrusion: Bx^2 + Ax + CI end up with the line labeled "245C, comp". It seems that the command M221 does not influence my result. I expected that if I insert e.g., M221 D0 S200, that if I command 50mm of extrusion, the printer would actually extrude 100 mm. Can somebody explain to me what I am doing wrong or if I am misunderstanding the way M221 works?
-
You're able to extrude PETG at 135c?
-
@phaedrux Oops, all the ones were supposed to be a 2. Somehow missed that. I corrected that now.
-
are you running this as a macro or a print job?
-
@phaedrux, I was planning to include the construction with the if-statements in my print jobs, but for now I am just including
M221 S102.71 M592 D0 A0.0107 B0.00044 L0.45 ;Nonlinear extrusion: Bx^2 + Ax + CIn my macro to see if it works as expected. So for now, this is only tested in my macro.
-
Please try it as a print job.
-
I tried sending the command during printing a 2 wall think hollow rectangle.
M221 D0 S200and the wall thickness indeed increases a bit, from 1.1mm to 1.5mm. If I put
M221 D0 S10Hardly any plastic comes out. So this seems to work. Is there an easy way to test the behavior like I could with the macro that I have in the attachment?
-
Just upload the macro to the jobs area and run it as a print job.
-
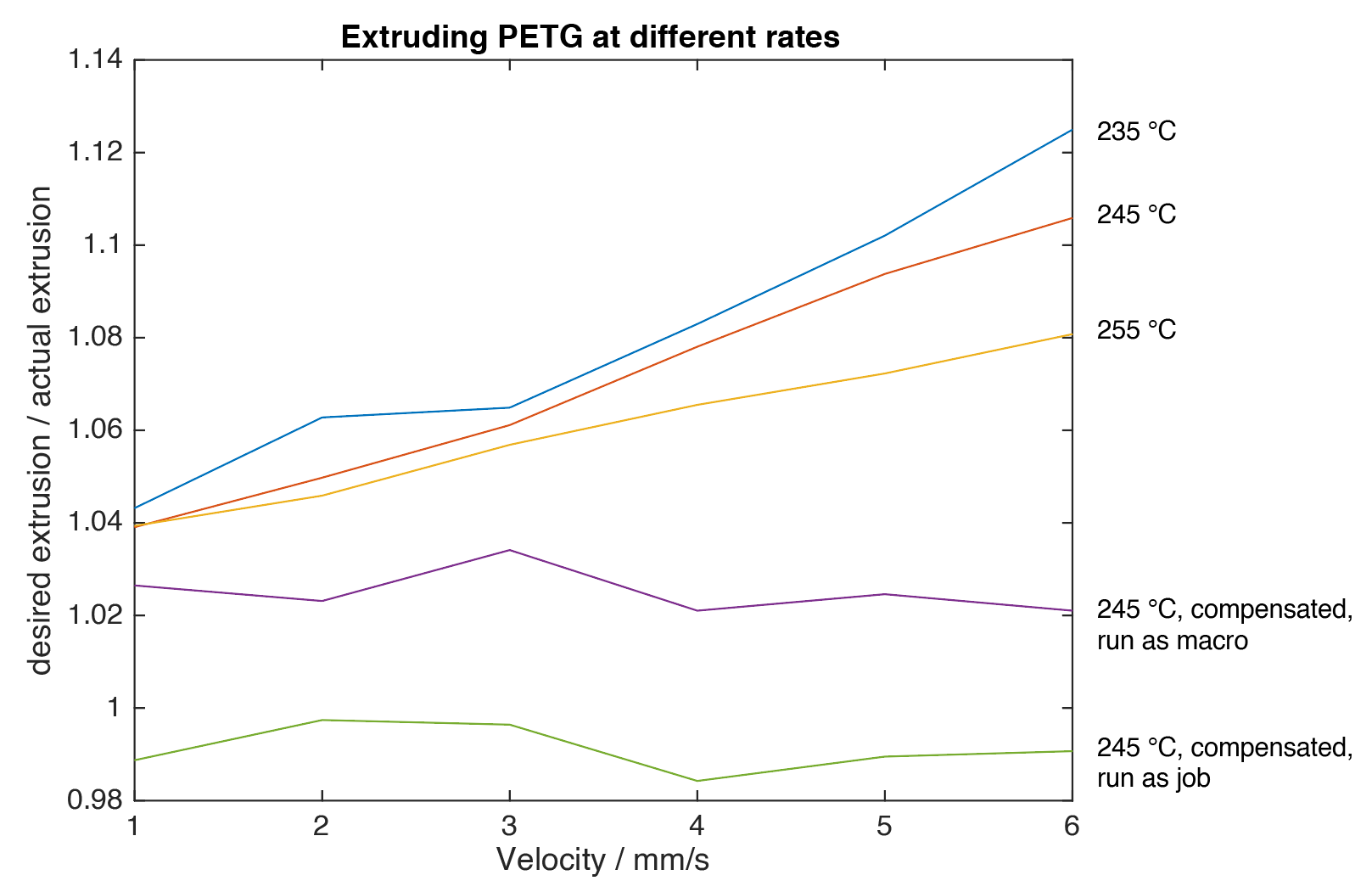
Tried to run the attached macro as a job today. (Nonlinear_extrusion.gcode)
Indeed, gcode command M221 does not work when used inside a macro. The figure and code below summarizes my findings and how I obtained them:
Matlab commands to obtain parameters:
x = [1 2 3 4 5 6] %different velocities in mm/s y_des = 50; %desired distance measured = [48.84 46.81 46.12 45.65 45.26 44.66]; %measured distance y1 = y_des./measured; %calculate the ratio p1 = polyfit(x,y1,2); %obtain second order polynomial approximation figure(1) %plot your results plot(x,y1)gcode to perform compensation
M221 D0 S103.97 ;fill in p1(3), see Matlab code M592 D0 A0.005 B0.0015 L0.45 ;for A, fill in p1(2), for B, fill in p1(1)@Phaedrux, thanks for your help!