how to setup a hotend for directly printing metal and ceramic.
-
@lynnmt yes, firmware updates can be applied to all production versions of Duet boards.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@lynnmt said in how to setup a hotend for directly printing metal and ceramic.:
@oliof
I am using the SBC to avoid having to network interface with the Duet.
my internet is...unreliable at times.Duets don't need an internet connection, just a local connection to your PC.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
so connecting over USB will do? -
@dc42
Ok I will run this upgrade and get back to you.
Thanks for the help!")
-
@lynnmt said in how to setup a hotend for directly printing metal and ceramic.:
@dc42
so connecting over USB will do?A local area connection to your PC is best.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 You mean via a LAN (ethernet) port on the duet and on my laptop?
what are the risks of using the SBC here?
I kind of prefer to have the machine running separate from my main computer.
-
@soare0
I want the simplest possible solution that works reliably without too much burden on the user and costs the least amount in the long run.The conditions of printing metals and ceramics are harsh by default. I am designing around expectation values for a temperature control system that needs to at least keep up with the speed of phase change in semisolid metals.
metals are dense, and excellent coolants. they also have extremely sensitive temperature specific viscosity behaviors. Their working windows are narrow, this necessitates very fast thermal cycling to enable rapid adjustments to changes in flow conditions at the deposition region. The hotend I built is designed to position an extremely wear resistant(about mohs 8.5), non-wetting(to most molten metals), high surface power density (1-10 watt/mm^2) heating element as the nozzle tip in the deposition zone. the faster we can measure and control temperature, the closer we can get to printing pure metals which have windows as thin as 1/10th of a degree C.
this heater is very fast on its own, and has more than sufficient power density to keep the material flowing,and heat the underlying/surrounding layers to bonding temperature while overcoming surface conduction losses.
Hence, fast control and sensing is really needed...
-
@lynnmt no issues with using SBC mode or networking to your machine. In the long run some users will want to use one or the other based on other needs. I think @oliof meant not using SBC mode for now just to make is simpler for troubleshooting.
Please upgrade to 3.5rc3, then we can work tos get the model of the heater tuned in, the thermocouple isolation sorted etc before going back to the SBC vs Standalone considerations.
The control for all this is done in RRF, your method of connection does not matter at this point.
Is your understanding that the 4Hz control loop is not fast enough for your use?
-
@T3P3Tony
I have not yet been able to test if the 4 hz loop is acceptable.
my suspicion is probably not.but I will let you know as soon as I get some test data this evening/tommorrow.
-
@dc42
after upgrading the firmware from the SBC per these posts and docs:
https://forum.duet3d.com/topic/29125/update-1hcl-firmware-from-sbc/3
https://docs.duet3d.com/User_manual/Machine_configuration/SBC_setupthe model parameters seem to have taken.
Thanks for the guidance.
I will try an autotune with the new parameters and report back hopefully with some video footage of the test. -
@T3P3Tony
I have upgraded to RRF 3.4.6. and the model parameters seem to have taken without issue.
Do i still need to go all the way to RRF 3.5rc3?
I have not yet run an autotune.
I am trying to understand a critical detail first:does the PWM limit set in the M303 autotuning command override the PWM limit set in the model parameters?
also the M307 H1; command returns now :
M307 H1 ;
Heater 1: heating rate 1000.000, cooling rate 300.000, dead time 0.10, max PWM 0.15, mode PID, calibrated at 24.0V
Predicted max temperature rise 243°C
PID parameters: heating P1.8 I9.297 D0.1, steady P1.8 I11.300 D0.1 -
@lynnmt the M303 PWM limit controls the PWM that will be used for heater tuning. If you then use M500 to save the model parameters then I am fairly sure it will include that same PWM limit in those parameters. However, the PWM limit you use in M303 is not remembered in any other way. In theory the remaining model parameters resulting from tuning shouldn't depend on the PWM limit you used in M303 provided that the tuning completed successfully.
Tuning uses the same 4Hz sample rate as temperature control. That may be too slow for tuning to succeed if your heater has a very fast response time. Increasing the M303 Y parameter may help.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@lynnmt said in how to setup a hotend for directly printing metal and ceramic.:
The conditions of printing metals and ceramics are harsh by default. I am designing around expectation values for a temperature control system that needs to at least keep up with the speed of phase change in semisolid metals.
Interesting device...
One possible solution would be to use a thermal buffer, but this would complicate things extremely much, I think.
Lets hope that 4Hz PID would be enough. Otherwise, you may try a higher speed solution, like the one I suggested above, if you are not willing to build one. 40Hz sampling is an order of magnitude faster than DUET boards...
Maybe you may also consider increasing your thermic capacity of your heater? -
@soare0
Thanks for the sage suggestion and the link.Thermal capacitance increases are highly undesirable, because they have to be quite large to be meaningful given the density and thermal conductivity of the semisolid metals... metals are excellent coolants.
this also means that most thermal capacitors will "quench" at the interface with the flowing metal, and this causes local granular jamming, and sometimes, outright freezing of the feedstock.It is critically important that the heater(and sensing and control system) be fast, and responsive enough to dynamically adjust for the phase changes in the material.
for pure copper the window is barely 1/10 of a degree C wide
 . any thermal capacitor would need to be made of diamond or the like in order to not locally quench the feedstock into the frozen state at standard FDM printing speeds.
. any thermal capacitor would need to be made of diamond or the like in order to not locally quench the feedstock into the frozen state at standard FDM printing speeds.
Thus, I have resolved this problem by placing the heat source exactly inside the deposition region, in direct contact with the metal at all times. The heat source being made of a hard, ultrarefractory electroceramic of a relatively large thermal conductivity (about 80-120 w/m*k)I understand that the thermal capacitance may simplify control. but the materials I am trying to print will not tolerate such simplification in any way that does not also make the printhead a huge mass, and temperature gradient constrained to low flowrates.

I am not the first to attempt this project, the others who have tried, have all done as you suggested and encountered very difficult granular jamming and very slow extrusion performance mostly due (as far as I can tell from interviewing them and doing my own experiments) to large thermal gradients caused by a reliance on excess thermal mass and a heater from the load:
https://hackaday.io/project/179846-semisolid-metal-printing
https://par.nsf.gov/servlets/purl/10351861
https://link.springer.com/article/10.1007/s00170-017-1058-7The problems they have encountered get worse as temperatures rise toward useful metal printing temperatures, like bronze 510 at ~975 C. higher temperatures mean higher radiative losses and steeper gradients still. More importantly, most thermal mass materials will react with the semisolid metals and will be erroded thereby, thus, you then need some sort of protective lining, which adds more insulation, and so on. this problem spiral quickly out of hand.
hopefully this provides a bit more transparency into the logic of the situation.
-
@dc42
any thoughts on how one should tune the Y parameter to adjust for a very fast thermal response rate?
the heater does actually respond at 1000 C /second while heating up, and about 300 per second when cooling down in still ambient air.After attempting an autotune with the following command:
M303 H1 P0.2 S800,
the autotune fails due to poor curve fit, though the heater does ramp to the target temperature and oscillate around the target set point.
I do get some leakage to the thermocouple due to temperature induced thermal conductivity in the ceramic insulator around it I believe. -
@lynnmt when it reports poor curve fit, what values does it report?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
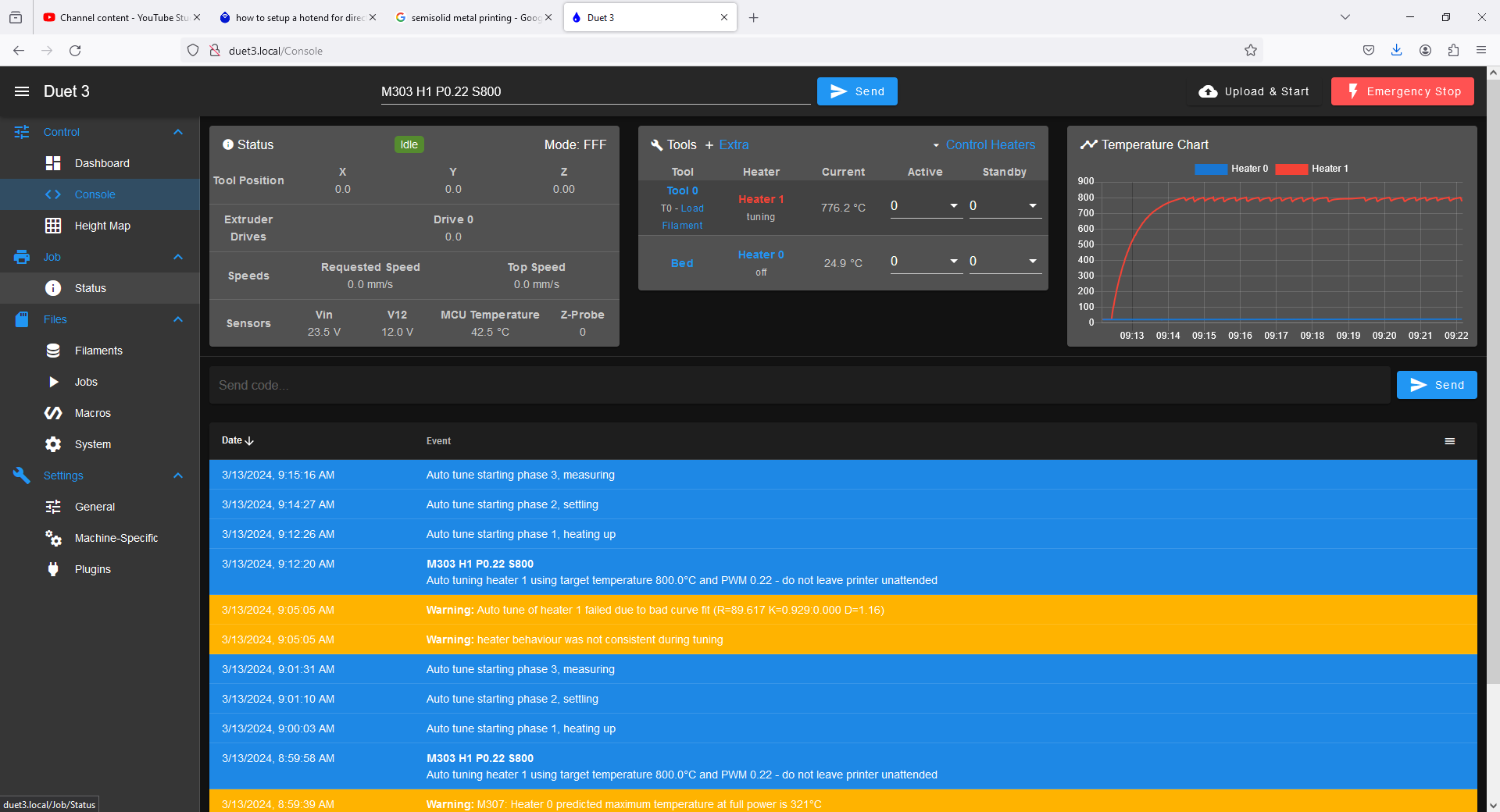
"Auto tune of heater 1 failed due to bad curve fit (R=89.617 K=0.929:0.000 D=1.16)" -
@lynnmt thanks. Can you post a screenshot of the temperature while tuning?
PS - the maximum value of Y supported is currently 20. So I suggest you try Y20 in the M303 command.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
some images....the first is the requested screen capture.
this last tune I screep caped had this warning:
"Auto tune of heater 1 failed due to bad curve fit (R=61.202 K=0.807:0.000 D=1.59)" -
@lynnmt thanks. Please try tuning again with a higher PWM (maybe 0.3 or 0.35) and Y20. At the current PWM the heater is barely capable of reaching 800C.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com