3.5 rc4 Stack overflow causing during printing
-
hey,
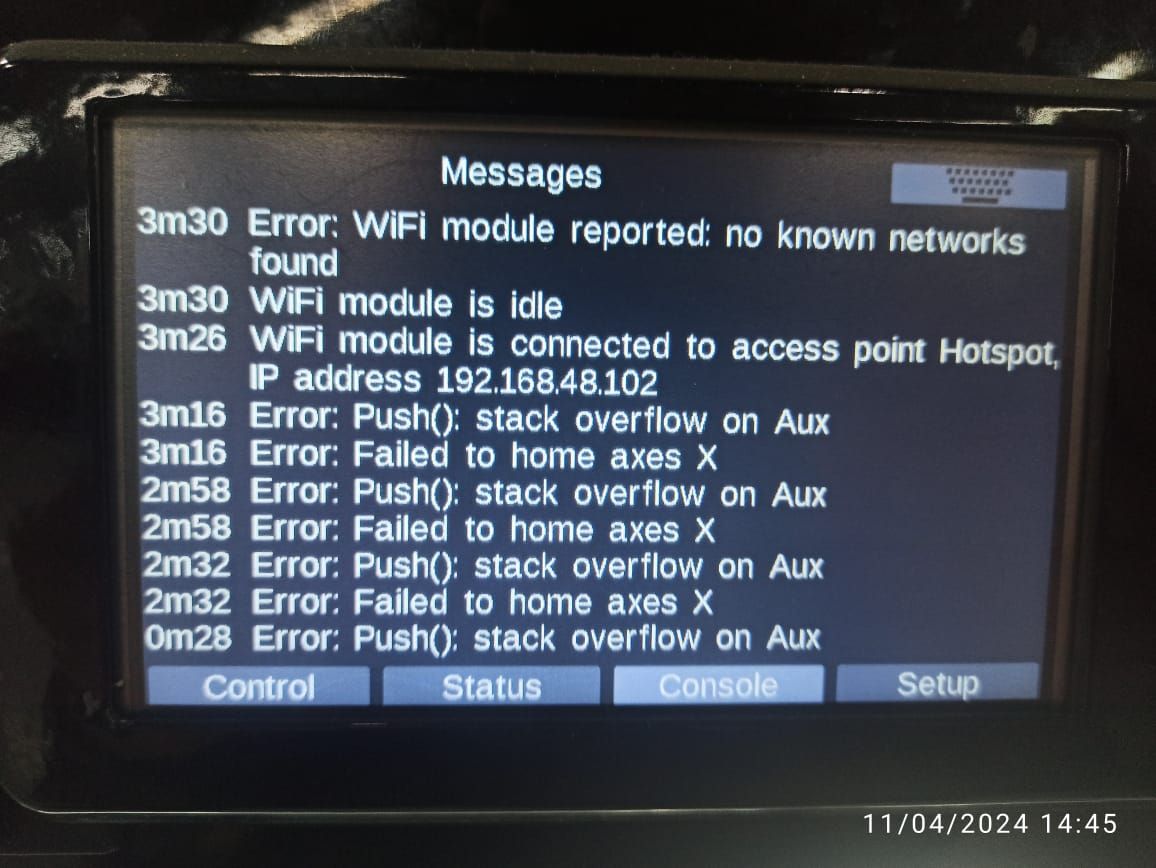
I am using duet2 wifi with RRF 3.5.0-rc4, during printing the machine paused automatically giving Error:Push(): stack overflow on Aux and failed to home X axis.
-
@R006 do you have a minimum bit of gcode that can recreate this please? Also the key files from your sys directory and any macros called.
-
 undefined Phaedrux moved this topic from Using Duet Controllers
undefined Phaedrux moved this topic from Using Duet Controllers
-
@R006 most likely you have created a recursive macro or set of macros.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
okay
this is may config.gM552 S-1 M586 P0 S1 M586 P1 S0 M586 P2 S0 ; Drives M569 P0 S1 M569 P1 S1 M569 P2 S1 M569 P3 S1 M569 P4 S1 M569 P5 S1 M584 X0 Y1 Z2:3:4 E5 M350 X32 Y32 I0 M350 Z16 E16 I1 M92 X160.0 Y160.0 Z2133.33 E932.00 M566 X720.00 Y720.00 Z300.00 E600.00 M203 X8400.00 Y8400.00 Z420.00 E8400.00 M201 X3000.00 Y3000.00 Z30.00 E250.00 M906 X2200 Y2200 Z1600 E800 I50 M84 S30 ; filament Sensor M591 D0 P7 C"exp.e3stop" R15:300 L7 E17 S1 ; Endstops M574 X1 S1 P"xstop" M574 Y1 S1 P"ystop" M574 Z1 S1 P"zstop+e0_stop+e1_stop" ; Z-Probe M950 S0 C"exp.heater3" M558 P9 C"^zprobe.in" H5 F120 T6000 G31 P500 X0 Y0 Z1.038 ; Auto level, coordinates as per motor order in M584 M671 X-17.66:297.34:140.00 Y-5.00:-5.00:327.61 S5.0 ; Bed Heater M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 M950 H0 C"bedheat" T0 M307 H0 B0 S1.00 M140 H0 M143 H0 S105 ; Extuder Heater M308 S1 P"e0temp" Y"pt1000" M950 H1 C"e0heat" T1 M307 H1 B0 S1.00 M143 H1 S320 ; Custom settings are not defined M98 P"0:\macros\SERVICE\calibration\SKEW.g" M98 P"0:\macros\SERVICE\calibration\Backlash.g" M98 P"0:\macros\SERVICE\calibration\ChangeSteps.g" M98 P"0:\macros\SERVICE\calibration\PA.g" M98 P"0:\macros\SERVICE\calibration\TH.g" ; Miscellaneous M575 P1 S1 B57600 M501 M911 S21 R22.5 P"M913 X0 Y0 G91 M83 G1 Z5 E-5 F1000" M17so now what was the solution?
-
@R006 from the console messages you posted, it appears that either the print job or an event handler has tried to home some axes, but the homing macro recurred.
Was the print complete and the homing was done because of a G28 command in the end GCode of the print job? Or do you perhaps have a driver-stall.g event handler file that tries to home X?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
The print is paused in the middle of printing, and there is no G28 command in my End Gcode.
No, I don't have driver-stal.g file.start gcode:
G28 G32 G29 S1 G1 Z15.0 F6000 ;Move the platform down 15mm ;Prime the extruder G92 E0 G1 F200 E3 G92 E0End Gcode:
M104 S0 M140 S0 ;Retract the filament G92 E1 G1 E-1 F300 G1 X300 Y300 Z300 F600 M561 -
Can you share your full set of macros and sys files? It's very difficult to piece together what is happened when we can only see a small slice of what's going on.
-
My resurrect-prologue.g
``G1 Z{param.Z}
G28 X Y
M116
M83
M21 P1
G1 E5 F500
;mesh
G29 S1
;Buzz
M300 S600 P100
;Buzz
M300 S700 P1200
;Buzz
M300 S500 P300
;Abs
G90homeall.gG91 ; relative positioning
G1 H2 Z2 F100 ; lift Z relative to current position
G1 H1 X-300 Y-300 F600 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F1000 ; go back a few mm
G1 H1 X-300 Y-300 F200 ; move slowly to X and Y axis endstops once more (second pass)
G1 H1 Z304.1 F300 ; Z down
G1 H2 Z-2 F100 ; back
G1 H1 Z304.1 F100
G92 X0 Y0
G90 ; absolute positioning
G92 Z304.1