G30 during G28 issue
-
@Leonard03 Thanks for your continued testing. Was the calibration cube on the right caused by a pause/resume, or by a "power failure" (please explain how you did this!)?
I've just been testing this too, and find that I was able to provoke the bug when using G30 and skew compensation in 3.6.0-rc.3, but that it works correctly in 3.6.0-rc.3+1.
With one bug resolved, I think there's something else going on when you pause and/or 'simulate a power failure', then resume/resurrect. It would seem that skew compensation is not applied, or the position is reset. When a print is paused, or there is a power failure, RRF creates a 'resurrect.g' file in the /sys folder, which is then used to return the tool to the correct position a resume the job. It could be that it is not applying skew compensation at the correct point during this.
Could you:
- Start a print normally.
- Pause the print, or 'simulate a power failure'
- Send M556 to show the current skew compensation setting
- Copy the 'resurrect.g' file from /sys and post it
- resume the print and see if it shifts
- Post your pause.g, resume.g and the output of M556 (in case it has changed, or isn't being applied any longer)
Thanks!
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts I also thank you for the continued help with this issue
Those are fair questions, and I will split my answer in two parts:
How it works and what actually happensMy printer has two power plugs (one and a half actually
 )
)
First, is the main power plug. Is the power plug for the UPS. Then, in the UPS is plugged the printer's ATX power supply and from it the Duet and DueX are powered.
The second, is a phone charger. A 5V 500mA power supply that serves as a power feedback.
From it I powering a 5V simple relay. The switching contacts of that relay (two of them) are wired toduex.e3stopOn that input, I have defined two triggers in config.g:
M950 J2 C"^duex.e3stop" ; Input 1 uses e2stop pin, pullup enabled (power feedback for UPS) M581 P2 T2 S1 R1 ; external trigger 1, trigger occurs on the inactive-to-active edge, trigger at any time (UPS Backup power) M581 P2 T3 S0 R2 ; external trigger 1, trigger occurs on the active-to-inactive edge, trigger only when not printing from SD card (AC back, resume prompt)Trigger2.g senses if that relay has power to it, so if a print is in progress, it will be executed.
It's macro is this:; Called when mains power is intrerrupted and UPS battery is in use M118 S"Running on backup power !" L0 ; display warning message when using UPS battery M25 ; Pause printing process M400 M0 ; cancel current job M568 P0 A0 ; turn off nozzle heater G91 ; G1 Z-5 M18 X Y E0 ; Disable steppers to conserve battery power, but leave Z stepper energized M552 S-1 ; Disable Wi-Fi adapter if global.MMUmode = true echo >>"0:/sys/MMU Control/errLog.txt" state.time, ",", "Blackout occured", "Z="^move.axes[2].machinePosition-5 ; -5 is the Z lift in pause.g M18 UVW ; disable MMU steppersIf the power goes out, the printer will continue to run on the UPS's battery, in the end safely shutting down the printer.
From what I intended to happen.. is as follows:-
Show a dialog that the power is lost (really this never shows because of the pause dialog that is shown after that; not a problem)
-
list itemPause the print (using the M25), stage that the ressurect is created (if I'm not mistaken)
-
Cancel the print (M0) (stop.g behaves a bit differently in this case, compared with a normal job end, I will describe it later)
-
Turn off the nozzle heater, for a safe shutdown if the power is not restored in time
-
Disable X, Y and extruder steppers to conserve power
-
Disable the WiFi adapter (if the power goes out, the router will be also powered off, so to prevent the board from continuing to search for the network and flood the PanelDue interface with dialogs complaining that it can't find the network)
-
If the MMU is enabled, disable its steppers as well (to conserve power) and log this event to a file.
As stated above, regarding the M0 or
stop.gin this scenario:; stop.g ; called when M0 (Stop) is run (e.g. when a print from SD card is cancelled) ; ; generated by RepRapFirmware Configuration Tool v3.2.0 on Tue Dec 29 2020 16:23:44 GMT+0200 (Eastern European Standard Time) G91 G1 Z10 F6000 ; lift z by 10mm if global.MMUmode = false M221 S100 D0 T-1 M106 P0 S0 else M221 S100 D0 M221 S100 D1 M221 S100 D2 M221 S100 D3 M221 S100 D4 M572 D{state.currentTool} S0 G1 E3 F800 M106 P0 S0 T-1 M98 P"0:/sys/MMU Control/moveIdler.g" S5 M98 P"0:/sys/MMU Control/counterCheck.g" G90 G0 X0 Y300 F3600 ; go to the back left corner M18 X Y E0 ; disable X, Y and E steppers if global.MMUmode = true ; if MMU is enabled M18 U V W ; disable MMU steppers if state.status = "processing" echo >>"0:/sys/MMU Control/errLog.txt" state.time, ",", "Print complete!" M568 P0 A0 ; turn off tool 0 heater if sensors.gpIn[1].value = 1 M140 S-273.15 ; turn off bed heater if move.axes[2].machinePosition < 150 G1 Z150 M400 M18 Z M81 S1 ; turn off ATX after nozzle cooldownIn normal operation, at the end of the print, I lift the nozzle above the print, reset extrude factor override percentage just in case it was modified during the print, disable pressure advance, and an attempt to give the filament end a nice, sharp tip , so it can be loaded easily next time, then unload the filament.
Then move the bed forward, park the tool carriage to endstop, disable the MMU steppers and turn off the nozzle heater.Now, if the power feedback says that there is no mains power (the charger, relay and
duex.e3stopinput), keep the bed at the print temperature, so the print will not detach from the print surface, and don't rise the Z too much but keep the Z steppers energized, so they keep their positions set by theG32at the start of the print. Also, keep the power supply turned on (opposite to the M81 S1 if there are no power related issues)After this is completed, the printer will wait until the power is recovered. The UPS cand provide almost one and a half time to resume.
How I resume after a power failure:
If the printer is still powered on using the UPS and the mains power comes back, the phone charger will receive power again, turning on the relay. The relay, will tell the bord that power is back, so in the rising edge of theduex.e3stopwill use thetrigger3.g:; Called when mains power is back M118 S"Back on AC power" L0 ; display warning message when using UPS battery M552 S1 ; Enable Wi-Fi adapter again if fileexists("0:/sys/resurrect.g") M291 P"Back on AC power. Resume print ?" R"UPS Status" S3 ; Prompt if printing can be resumed M916 ; Resume print after power loss if global.MMUmode = true echo >>"0:/sys/MMU Control/errLog.txt" state.time, ",", "Blackout recovered"Now that everything is good to go:
-
Reenable the WiFi module and reconect to the router
-
Search for the ressurrect.g and if it is found, ask if the print can be resumed.
-
If I confirm, run the
M916command to go ahead.
Resurrect-prologue.g is this:
M17 E0 G28 X Y ; home X and Y, hope that Z hasn't moved if global.MMUmode = true M98 P"0:/sys/MMU Control/homeMMU.g" G91 G1 Z-5- Reenable the extruder stepper (this is a very old bug in RRF. I can't use the MMU to load filament if the extruder stepper is disabled, so enable it before anything else)
- Home X and Y axis (Z axis has never been disabled)
- Rehome the MMU (UVW axis)
- Lower the Z axis (I can't remember exactly why this is necessary, but it works)
And after, RRF executes ressurrect.g.
Until now, is anything that seems out of place?
Pause.g is this, but is complicated:
; pause.g ; called when a print from SD card is paused ; ; generated by RepRapFirmware Configuration Tool v3.2.0 on Tue Dec 29 2020 16:23:44 GMT+0200 (Eastern European Standard Time) if global.MMUmode = false M83 ; relative extruder moves G10 G91 ; relative positioning G1 Z5 F600 ; lift Z by 5mm G90 ; absolute positioning G1 X0 Y0 F6000 ; go to X=0 Y=0 M591 D0 S0 else if state.status != "paused" echo >>"0:/sys/MMU Control/errLog.txt" state.time, ",", "Pause" set global.pause = false if state.status = "pausing" if global.errQueue[#global.errQueue-1] = "SELECTOR_CANNOT_HOME" || global.errQueue[#global.errQueue-1] = "SELECTOR_CANNOT_MOVE" || global.errQueue[#global.errQueue-1] = "INSPECT_FINDA" M18 U elif global.errQueue[#global.errQueue-1] = "PULLEY_CANNOT_MOVE" M18 V elif global.errQueue[#global.errQueue-1] = "IDLER_CANNOT_HOME" || global.errQueue[#global.errQueue-1] = "IDLER_CANNOT_MOVE" M18 W if global.spoolJoin = false && global.loadNext = false M83 ; relative extruder moves G10 G91 ; relative positioning G1 Z5 F600 ; lift Z by 5mm G90 ; absolute positioning G1 X0 Y0 F6000 ; go to X=0 Y=0 M98 P"0:/sys/MMU Control/moveIdler.g" S5 elif global.spoolJoin = true if global.loadNext = false M83 ; relative extruder moves G10 G91 ; relative positioning G1 Z5 F600 ; lift Z by 5mm G90 ; absolute positioning G1 X0 Y0 F6000 ; go to X=0 Y=0 M98 P"0:/sys/MMU Control/moveIdler.g" S5 else M83 G10 ; retract G91 ; relative positioning G1 Z5 ; lift G90 G1 X310 Y0 ; go outside bed G11 ; unretract if state.currentTool = #tools - 1 T0 else T{state.currentTool + 1} if global.errQueue[#global.errQueue-1] = null G1 E30 F300 ; purge air from the nozzle G10 ; retractDuring normal operation, or at least for now, commands after line 21 are not used
Pausing and resuming a print (not a power failure) works without problems, and the skew compensation has its normal value.
M556 is defined only in config.g, and for testing purposes I comment or uncomment it.
So I can do a power failure simply by unplugging the charger from its mains socketBoth cubes in the photo above, had a "power failure", the only difference between them is the skew compensation
A side note: the ressurect.g contains a resume command, but it behaves like a M24 P0 because it don't run the
resume.g -
-
Started now a print. Pause and resume works as expected, skew compensation is active
Axis compensations - XY: 0.00690, YZ: 0.00000, ZX: 0.00000Inducing a "power failure" and resuming:
Axis compensations - XY: 0.00690, YZ: 0.00000, ZX: 0.00000So skew compensation is still active and correctly applied, but the shift is there
-
@Leonard03 please post your resurrect.g file (after pausing) and your resurrect-prolog.g file.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 This a ressuregt.g after a print that had a shift, that I cancelled
; Resume printing file "0:/gcodes/xyzCalibration_cube,0.2mm,PLA,Anycubic PLA Pantone Spring Leaf,25m.gcode" after print paused at 2025-05-19 21:06 M140 P0 S60.0 G29 S1 M568 P0 A0 S210 R170 M568 P1 A0 S210 R170 M568 P2 A0 S210 R170 M568 P3 A0 S210 R170 M568 P4 A2 S210 R170 G21 M98 P"resurrect-prologue.g" X144.359 Y141.863 Z3.400 U57.000 V0.000 W17.998 M290 R0 X0.000 Y0.000 Z0.000 U0.000 V0.000 W0.000 M205 X10.00 Y10.00 Z0.40 U1.00 V4.00 W0.10 ; Workplace coordinates G10 L2 P1 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P2 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P3 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P4 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P5 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P6 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P7 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P8 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 G10 L2 P9 X0.00 Y0.00 Z0.00 U0.00 V0.00 W0.00 M486 S-1 T4 G54 M106 S0.99 M116 G92 E1.83369 M83 G94 G17 M23 "0:/gcodes/xyzCalibration_cube,0.2mm,PLA,Anycubic PLA Pantone Spring Leaf,25m.gcode" M26 S54031 G0 F6000 Z5.400 G0 F6000 X144.359 Y141.863 U57.000 V0.000 W17.998 G0 F6000 Z3.400 G1 F1871.0 P0 M204 P1000.0 T2000.0 G21 M106 P0 S0.99 M302 P0 M24And this is resurrect-prologue.g
M17 E0 G28 X Y ; home X and Y, hope that Z hasn't moved if global.MMUmode = true M98 P"0:/sys/MMU Control/homeMMU.g" G91 G1 Z-5Please have a look at this description
@Leonard03 said in G30 during G28 issue:
Reenable the extruder stepper (this is a very old bug in RRF. I can't use the MMU to load filament if the extruder stepper is disabled, so enable it before anything else)
Home X and Y axis (Z axis has never been disabled)
Rehome the MMU (UVW axis)
Lower the Z axis (I can't remember exactly why this is necessary, but it works)
And after, RRF executes ressurrect.g.
Until now, is anything that seems out of place? -
@Leonard03 We are homing in on a bug, related to applying the skew compensation when axes are homed at the same time. In 3.5.4, this worked correctly, but now doesn't seem to.
The difference is in how the skew compensation is applied. "resurrect-prologue.g" needs to run just X and Y homing, it runs home X, then home Y. Skew compensation is applied to X once Y is homed. In homeall.g, X and Y are homed at the same time, but doesn't seem to apply skew compensation until after the first move, which is when the axes move to resume the print, so will be in the wrong place.
A workaround for now is to modify your homeall.g so it homes X, then Y, rather than both at the same time. Either replace the X and Y homing lines with the lines from homex.g and homey.g, or as @fcwilt mentioned earlier in this thread, replace them by calling the homex.g and homey.g macros, eg
M98 P"homex.g" M98 P"homey.g"Then it should resurrect in the same place. @dc42 is working on a fix.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts Interesting point of view. All right, I'm trying this now and report back
-
@droftarts Tried the suggested workaround
Umm.. I don't know what to say
I've modified the homeall.g from:; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.2.0 on Tue Dec 29 2020 16:23:44 GMT+0200 (Eastern European Standard Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-320 Y-306 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 X5 Y5 F6000 ; go back a few mm G1 H1 X-320 Y-306 F240 ; move slowly to X and Y axis endstops once more (second pass) G1 H1 Z-405 F240 ; move Z down stopping at the endstop G90 ; absolute positioning G1 Z5 G1 X{(310/2)-sensors.probes[0].offsets[0]} Y{(310/2)-sensors.probes[0].offsets[1]} F6000 G30 G1 X0 Y0 if global.MMUmode = true M98 P"0:/sys/MMU Control/homeMMU.g"to
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.2.0 on Tue Dec 29 2020 16:23:44 GMT+0200 (Eastern European Standard Time) M98 P"homex.g" M98 P"homey.g" G1 H1 Z-405 F240 ; move Z down stopping at the endstop G90 ; absolute positioning G1 Z5 G1 X{(310/2)-sensors.probes[0].offsets[0]} Y{(310/2)-sensors.probes[0].offsets[1]} F6000 G30 G1 X0 Y0 if global.MMUmode = true M98 P"0:/sys/MMU Control/homeMMU.g"Is an improvement, still shifted but way less then before
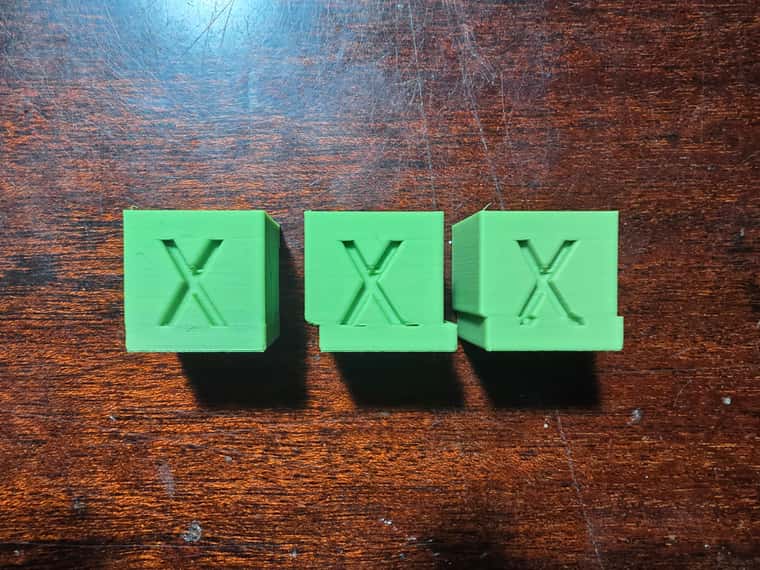
From left to right: No skew compensation, in homeall.g homing both X and Y at the same time and the last is calling independent macros in homeall.g
The shift is reduced from 2mm to 1mmUpdate: if during a pause I rehome X or Y the print resume at the right position
-
@Leonard03 Okay, thanks for testing! Back to the drawing board...
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts sorry...

-
@Leonard03 Are you still using RRF 3.6.0-rc3+2 firmware?
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts Yes, 3.6.0-rc.3+2 (2025-05-19 11:46:09)
-
@Leonard03 please try this firmware.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Thank you very much! I confirm that this issue is solved! Works very ewll

Also, thank you to everyone for every input and all the support ! -
 undefined Leonard03 has marked this topic as solved
undefined Leonard03 has marked this topic as solved
-
@Leonard03 thanks for your feedback and for testing all these firmware builds.