Ringing in Y axis (Linear guide system, coreXY design)
-
@JayT said in Ringing in Y axis (Linear guide system, coreXY design):
@jay_s_uk : RRF3.5.0 RC3.
NOTE: I use the same in 300 bed sized machine. It's not giving any problems.
@JayT said in Ringing in Y axis (Linear guide system, coreXY design):
@jay_s_uk : RRF3.5.0 RC3.
NOTE: I use the same in 300 bed sized machine. It's not giving any problems.
Yes, you are right, I also have the same and it works fine.
-
@JayT there are at least two possible sources of this resonance:
-
The combination of the heavy Y axis and the belts. Increasing the belt tension will increase the frequency of this resonance and may also reduce its amplitude somewhat.
-
If the tool head is heavy and its centre of mass is displayed from the Y axis by much distance then there will be resonance due to torsional rotation of the tool head about the Y axis. The frequency and seriousness of this will depend on the moment of inertia of the tool head about the Y axis, and how stiff the Y axis metalwork is. To reduce the amplitude of this resonance you will need to reduce toolhead moment of inertia (e.g. if using a direct drive extruder then switch to one with lower mass) or make the Y axis stiffer so that it better resists twisting.
On my E3D tool changer with Hemera tools, #2 is by far the most significant.
I suggest you upgrade to firmware 3.5.0-rc.3 and then use an accelerometer and the Input Shaping Plugin in DWC to measure the frequency of the ringing and tune input shaping to mitigate it.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
-
- Based on suggestion, I tried latest firmware 3.6 RC3.
NOTE: Tool head is Biqu. (not much heavy, with 3dpinted ducts for part cooling). - Attached is an image with the top one printed using DAA & bottom one is how base printing without DAA appears. There is absolutely no difference after input shaping. (I manually calculated distance between 2 lines using vernier (except the corner one) ).

- Jerk is 5.
- DAA: speed is 120mm/s, acceleration 800mm/s2, and distance is 2mm between 2 lines, so that 60Hz for DAA. We used ZVD mode.
- In the top cube, I also modified acceleration to 1500 mm/s2, but no difference.
Can you suggest here further?
- Based on suggestion, I tried latest firmware 3.6 RC3.
-
@JayT best off getting an accelerometer and measuring it properly.
And ZVD is not the most aggressive input shaper, see the data evaluation info here about the different shapers https://docs.duet3d.com/en/User_manual/Tuning/Input_shaping_plugin#data-evaluation
maybe try ei2 or ei3 -
@jay_s_uk :
@dc42 :
Thank you for suggestions. I used EI2 & EI3 methods input shaping modes with 20Hz, and it indeed reduced ringing, also with reduced print speed, it further goes down. I am reading on connecting accelerometer to find exact frequency.Can you suggest where should I fit my accelerometer for Y-Axis? (on the extruder ? ) , NOTE: The accelerometer doesn't have axis marked.
Can you mark in the picture above to suggest? -
@JayT the closer to the nozzle the better. There are mounts you can print that let you mount an accelerometer directly to the nozzle (just for data capture)
-
Hi Jay, I tried 20Hz, result was better. And I used following accelerometer curve to detect the exact frequency. as per this 27.4 shaper frequency, but that does not remove ringing for me like 20Hz. Can you suggest further on how to proceed here or how to analyze this graph?
Also What is the role of damping factor ? At 20Hz with 0.05 i get better result I feel. but I need to find proper frequency & damping factor to make its smooth.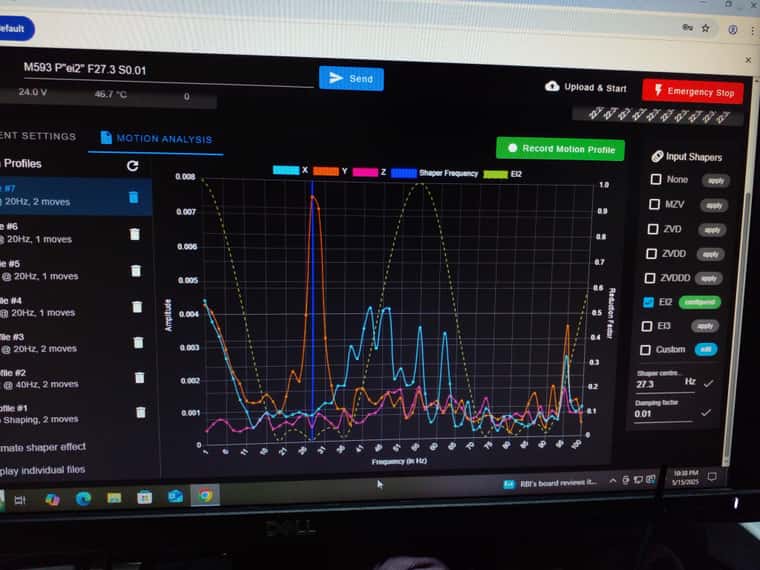
Damping factor 0.01
EI2
Mounted above BLtouch mount. -
Below is result at 20-22Hz frequency, where many lines reduce, speed is 60mm/s, so the lines are closer. However, I am not able to remove these lines in the picture.
How do I capture this frequency in input shaping method?
This is with damping factor 0.05 though, with 0.01 lines are more prominent i felt.



-
@JayT as the ringing is so severe, you are unlikely to cancel it completely. You could try other input shapers such as ZVDD and ZVDDD.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 :
Hi David, I still see enough ringing despite using ZVDD& ZVDDD modes, but none reduce the ringing much. What am I missing here? The best frequency that works 20Hz with EI2 mode. But i still see lines on the plane Y facet.
Can you suggest what can be optimized in Settings or the design to eliminate this ringing in Y direction?
With cartesian i was able to solve ringing but could never attain acceleration > 800mm/s2 & speed >100. Same is the case with coreXY as well. I am not able to move to higher acceleration or speed.P.S.:
- I tried 0.9 degree double stack as well
- ZVD ZVDDD modes with 20Hz frequency.
-
@JayT :
- Can you confirm that you obtained those prints using firmware 3.6.0-rc.3 ?
- Does the centre frequency of the ringing reported by the accelerometer and closed loop plugin agree with what you measure? Measure the period of ringing in mm on the print (ignoring the ringing closest to the edge) and divide that into your speed of 60mm/sec to get the ringing frequency.
- Can you post a print taken with IS disabled so that we can see what different IS is making?
- There is a checkbox in the IS plugin called "measure over the whole move" or something like that. I believe you have that checked. What does the plot produced by the IS plugin look like oi you un-check that box and take a measurement?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 :
- Yes.
- No, the graph does not completely agree with what i manually found by trying different frequencies. at 19.7 or 20Hz i get major reduction in ringing. But somehow it never goes down to zero.
- I will share.
- I am not sure if option of "entire move" was checked.
I am now moving back to cartesian, as the ringing indeed came down by moving to cartesian with use of 0.9degree and some DAA. Still I am so much limited to acceleration of 800mm/s2 with 60mm/s or 1500mm/s2 with 100mm/s speed. I will share new pictures.