Is my extruder skipping? I can't tell what is going; Thoughts?
-
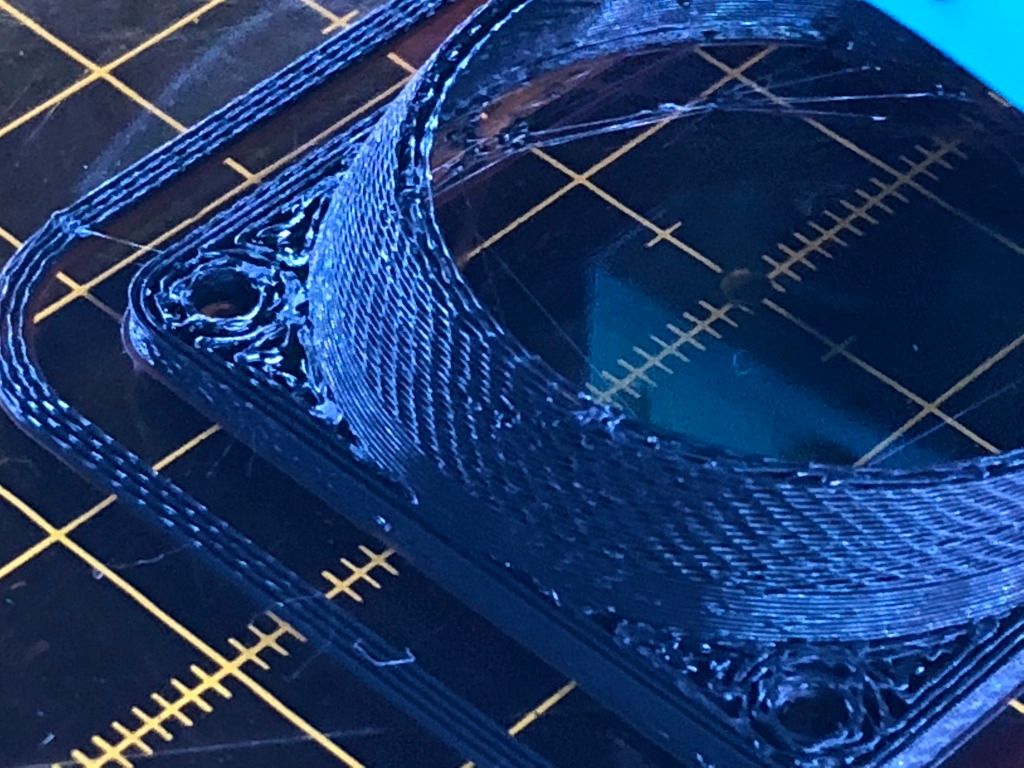
If you don't mind looking at this print from my Dbot CoreXY; is this something set incorrectly within the config.g for the extruder settings? It looks like extruder is skipping, but I may be wrong. I am using a Titan Extruder with V6, 0.4 nozzle tip, 210C Hot End, 60C bed temp. Don't know if it relevant, but this printer has a 8mm metric lead screw, Seems like there was a setting missing last year on a Printrbot that did something similar to me.
*** if I auto extrude some extra filament, it comes out smooth, there is no hiccups. Sorry for all of the pics, but it is helpful for everyone because I have learned so much myself from the guidance of the forum and pictures in the post explain more. Just trying to learn this machine, so I can share/ Anyhow........
Slicer settings.... Simplify 3D settings are 0.2 Layer Height, should be 100% infill, 60 mm/s; Z axis movement speed is 16.7 (not sure if it is relevant.)
Fan Shroud
This one is from my other printer with ABS, looks a lot better, (so I know it is not the model)

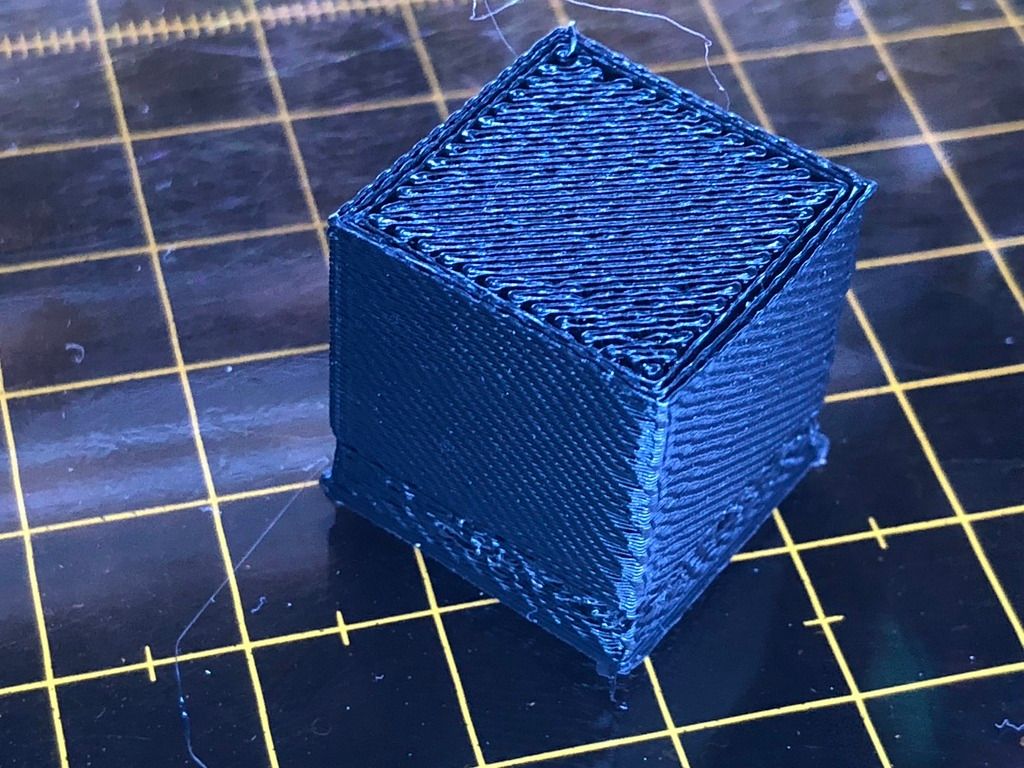
20mm Test Cube - Size is spot on, just looks bad (at the bottom I did not have the parts fan going, but I turned it on after noticing how bad it got.)
config settings
; General preferences
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M555 P2 ; Set firmware compatibility to look like MarlinM667 S1 ; Select CoreXY mode
M208 X0 Y0 Z0 S1 ; Set axis minima
M208 X300 Y200 Z300 S0 ; Set axis maxima; Endstops
M574 X1 Y2 Z1 S0 ; Define active low and unused microswitches; Drives
M569 P0 S0 ; Drive 0 goes forwards
M569 P1 S0 ; Drive 1 goes forwards
M569 P2 S0 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes backwards
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X100 Y100 Z400 E148 ; Set steps per mm
M566 X600 Y600 Z24 E300 ; Set maximum instantaneous speed changes (mm/min)
M203 X30000 Y30000 Z300 E1500 ; Set maximum speeds (mm/min)
M201 X2000 Y2000 Z100 E4000 ; Set accelerations (mm/s^2)
M906 X800 Y800 Z1200 E1000 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Heaters
M143 S250 ; Set maximum heater temperature
M305 P0 T100000 B4725 C7.060000e-8 R4700 ; Set thermistor + ADC parameters for heater 0
M305 P1 T100000 B4725 C7.060000e-8 R4700 ; Set thermistor + ADC parameters for heater 1; Tools
M563 P0 D0 H1 F0 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Fans
; Fan 0 is used as the part cooling fan for tool 0 (see M563 in the Tools section above)
M106 P3 S1 I0 F500 H1 T45 ; Set fan 3 (hotend) value, PWM signal inversion and frequency. Thermostatic control is turned on.
; Fan 1 not connected
; Fan 2 not connected -
Nice basket weave pattern - people would pay a fortune to be able to reproduce that
 On a more serious note, that's a case of severe under extrusion and the reason is most likely the steps per mm for the extruder. The E3d titan typically has around 400 - 420 steps per mm with a 1.8 degree motor - double that for a 0.9 degree motor. According to your config.g you have it set to 148. Suggest you start with 400 or 800 (depending on which motor you have) then calibrate the extruder properly ( plenty of online guides on how to do that).
On a more serious note, that's a case of severe under extrusion and the reason is most likely the steps per mm for the extruder. The E3d titan typically has around 400 - 420 steps per mm with a 1.8 degree motor - double that for a 0.9 degree motor. According to your config.g you have it set to 148. Suggest you start with 400 or 800 (depending on which motor you have) then calibrate the extruder properly ( plenty of online guides on how to do that). -
@deckingman - You are the man, that was it, I also had clogged hot end, and a gunked up extruder, cleaned both thoroughly, moved the 148 to 400, did a extruder calibration test, adjusted the the extruder accordingly, test parts are strong, solid and look amazing. Amazing, a couple of numbers one way or another change everything. Thank you for sharing your knowledge.
Interestingly enough though, before I began messing with this whole ordeal on firmware and settings, the extruder sounded like a jet taking off, maybe someone had the wrong setting from the get go. I have the extruder working, great and it is quieter than the PLA fan.
-
I have also had bad spools of PLA that will print like this no matter what you do.
-
@Emily I have had that happen to, but this is a new spool. A couple of times when I have ran into a moisture issue, or so I suspected, I baked them for a little. Drying them out helped, I try and do a better job of properly storing filament now.