extruder works but print not starting
-
-
Is your config.g file the same as in your post of 15 August?
-
Did you make sure that Tool 0 is selected, either in your slicer start GCode or before you start a print?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
-
@dc42 Yes it is the same config
; generated by RepRapFirmware Configuration Tool on Wed Aug 08 2018 15:32:33 GMT+0400 (Gulf Standard Time)
; General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves; Network
M550 PTeignbridge Vigor ; Set machine name
M551 Pteignprop ; Set password
M552 S1 ; Enable network
M587 S"TEIGNBRIDGE" P"peacock1" ; Configure access point. You can delete this line once connected
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable TelnetM584 X0 Y1 Z2:3:4:5 U3 V4 W5 E6 ; custome driver mapping Split Z into Z,U,V and W
; Drives
M569 P0 S0 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S0 ; Drive 2 goes forwards
M569 P3 S0 ; Drive 3 goes forwards
M569 P4 S0 ; Drive 4 goes forwards
M569 P5 S0 ; Drive 5 goes forwards
M569 P6 S0 ; Drive 6 goes forwardsM350 X16 Y16 Z16:16:16:16 U16 V16 W16 E16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z640:640:640:640 U640 V640 W640 E837 ; Set steps per mm
M566 X900 Y900 Z16:16:16:16 U16 V16 W16 E1600 ; Set maximum instantaneous speed changes (mm/min)M203 X6000 Y6000 Z180:180:180:180 U180 V180 W180 E20000 ; Set maximum speeds (mm/min)
M201 X500 Y20 Z250:250:250:250 U250 V250 W250 E8000 ; Set accelerations (mm/s^2)
M906 X1500 Y1500 Z2700:2700:2700:2700 U2700 V2700 W2700 E800 I30 ; Set motor currents (mA) and motor idle factor in per centM84 S30 ; Set idle timeout(reduce all currents for Inactive motors)
; Axis Limits
M208 X0 Y0 Z0 U0 V0 W0 S1 ; Set axis minima
M208 X1200 Y1200 Z1200 U1200 V1200 W1200 S0 ; Set axis maxima2
; Endstops
M574 X1 Y1 U2 V2 W2 S1 ; Set active high endstops; Z-Probe
M574 Z1 S2 ; Set endstops controlled by probe
M307 H3 A-1 C-1 D-1 ; Disable heater on PWM channel for BLTouch
M558 P9 H5 F120 T6000 ; Set Z probe type to bltouch and the dive height + speeds
G31 P25 X0 Y0 Z0 ; Set Z probe trigger value, offset and trigger heightM557 X100:600 Y100:600 S250 ; Define mesh grid
; Heaters
M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4725 C7.060000e-8 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S280 ; Set temperature limit for heater 1 to 280C; Fans
M106 P0 S0 H-1 C"Part Cooling" ; Set fan 0 (Part cooling blower) G-code controlled. Thermostatic control is turned off
M106 P1 S1 H1 T45 C"Hotend Fan" ; Set fan 1 (Hotend fan) Thermostatic control. Turns on when hotend reaches 45c
M106 P2 F100 L0.2 B0.5 T30:40 H100:101:102 C"Duet Fans" ; Set fan 2 Duet case fan. Tied to CPU and driver temps.; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Automatic power saving
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power loss; Miscellaneous
T0 ; Select first tool -
the macro i use for 4 x z axis homing to max end stop is
M400 ; make sure everything has stopped before we make changes
M584 X0 Y1 Z2:3:4:5 U3 V4 W5 E6
M574 Z2 U2 V2 W2 S1 ; set endstops to max
G91 ; use relative positioning
M584 Z2 U3 V4 W5 ; split z to control z,u,v and w
G1 Z1350 U1350 V1350 W1350 F4000 S1 ; course home z
G1 Z-250 U-250 V-250 W-250 F6000 S2 ; Down Z relative to current position
G90 ; back to absolute positioning
M400 ; make sure everything has stopped before we reset motors current
M584 Z2:3:4:5 ; combined z again
M574 Z2:3:4:5 S2 ; set endstops back to normal
M999 ; restart -
I am wondering whether the stepper driver 6 output could be faulty. Can you try driver 7 instead, if it is a DueX5 not a DueX2? Alternatively, test driver 6 by e.g. connecting the X motor to it and using X6 in the M584 command instead of X0.
-
Unfortunately i have duex2 the driver is working when assigned to stepmotor not extruder.
May be if i ordered duex5 would be a solution or this may be bug with the firmware? -
No i don't think it's a firmware bug. Please try removing E6 from your M584 command and changing X0 to X6 in it, and with the Duet powered down move the X motor connector to the E3 connector on the DueX2. Then power up and test the X axis. That will show whether the E3 driver (driver 6) is working correctly.
-
Hi Dave , I remapped the driver 6 to x and it is working now.
i will check the printing today.
I have another question I am testing PNP sensor LJ12A3-4-Z/BY and i did the static testing and it give me 1000 in in DWC.
when i configure my homez.g using this code Homing Z using a Z probe the z moves 4mm and stop
G91 ; relative mode
G1 Z4 F200 S2; raise head 4mm to ensure it is above the Z probe trigger height
G90 ; back to absolute mode
G1 X100 Y100 S2 F2000 ; put head over the centre of the bed, or wherever you want to probe
G30 ; lower head, stop when probe triggered and set Z to trigger heightI used the code of Homing Z using a Z min endstop switch in homez.g
and looks working i dont know if bed probing will work or not herein my codeconfig.g
; Axis Limits
M208 X0 Y0 Z0 S1 ; Set axis minima
M208 X1200 Y1200 Z1200 S0 ; Set axis maxima; Endstops
M574 X1 Y1 S1 ; Set active high endstops (NC); Z-Probe
M574 Z1 S2 ; Set endstops controlled by probe
M558 P5 X0 Y0 Z1 T4000 F300 H10 ; Set Z probe type to switch and the dive height + speeds(Analog Z probe, also used for homing the Z axis)
G31 Z0 P500 ; Set Z probe trigger value, offset and trigger height
M557 X15:1185 Y15:1185 S100 ; Define mesh gridhomez.g
G91 ; relative mode
G1 Z4 F200 S2 ; raise head 4mm to ensure it is above the switch trigger height
G90 ; back to absolute mode
G1 X0 Y0 S2 F2000 ; put the head wherever you want it to be when you home Z (omit this line if it doesn't matter)
G91 ; relative mode
G1 Z-1200 S1 F100 ; move Z down until the switch triggers
G90 ; back to absolute mode
G92 Z0 S2 ; tell the firmware that we are at Z=0mmFirmware Name: RepRapFirmware for Duet 2 WiFi/Ethernet
Firmware Electronics: Duet WiFi 1.02 or later + DueX2
Firmware Version: 2.02beta1(RTOS) (2018-08-12b5)
WiFi Server Version: 1.21
Web Interface Version: 1.22.1 -
@marine85 said in extruder works but print not starting:
I have another question I am testing PNP sensor LJ12A3-4-Z/BY and i did the static testing and it give me 1000 in in DWC.
Is the reading 1000 when the sensor is close to the bed and triggered, or when it is far from the bed and not triggered?
-
Reading 1000 when triggered and sensor indicator led on
-
You need to use different commands in homez.g to home Z using a Z probe. See https://duet3d.dozuki.com/Wiki/ConfiguringRepRapFirmwareCartesianPrinter#Section_Homing_Z.
-
when i use this homez.g
G91 ; relative mode
G1 Z4 F200 S2; raise head 4mm to ensure it is above the Z probe trigger height
G90 ; back to absolute mode
G1 X100 Y100 S2 F2000 ; put head over the centre of the bed, or wherever you want to probe
G30 ; lower head, stop when probe triggered and set Z to trigger heightx and Y axis only moves to 100,100 and Z not moving up or down and reading Z 4.0 and when i home z again z value increase by 4 becoming 8,12,etc..
the sensor reading is 0 when not triggered and 1000 when triggered .I tried to print but when heating is ready and homing x and Y showing this message and aborting the print
Error: G0/G1: insufficient axes homed
Cancelled printing file panal.gcode, print time was 0h 1m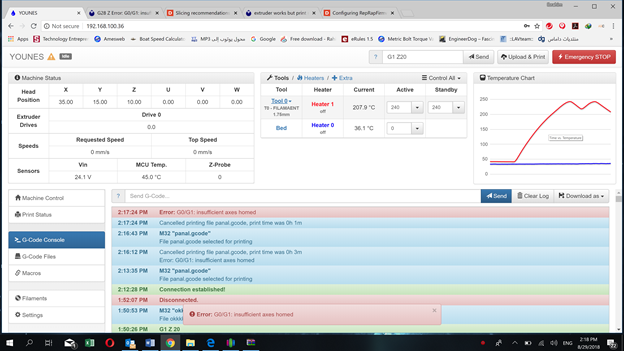 
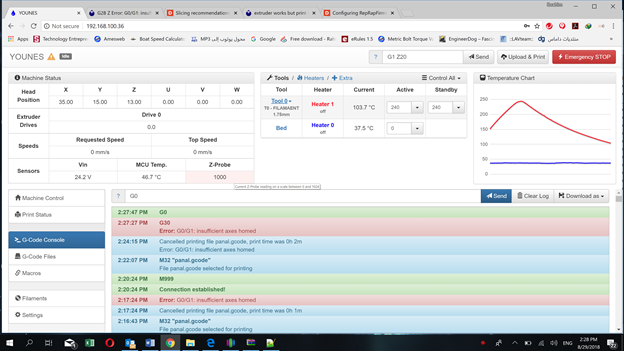
help please with this issue ? -
Please try sending these commands from the console and see whether you get the correct 4mm of Z movement.
G91
G1 Z4 F200 S2 -
yes when i send
G91
G1 Z4 F200 S2z moves up 4 mm
but z not homming when i try to home only moves up and x , y 100 -
Do you have a deployprobe.g and retractprobe.g files in your system folder?
-
@phaedrux i am not sure i will check tomorrow
-
I also just noticed that your G31 command lacks an X and Y coordinate.
-
@marine85 said in extruder works but print not starting:
yes when i send
G91
G1 Z4 F200 S2z moves up 4 mm
but z not homming when i try to home only moves up and x , y 100So Z does move up by 4mm? In your earlier post you said:
x and Y axis only moves to 100,100 and Z not moving up or down and reading Z 4.0 ...
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@phaedrux Thank you this solve the issue with Z homing now homing
-
@dc42 this issue if solved but again another issue popped up
I am using macro to sync 4 x z motors to independent endstops and this works fine
M400 ; make sure everything has stopped before we make changes
M584 X0 Y1 Z2:3:4:5 U3 V4 W5 E6
M574 Z2 U2 V2 W2 S1 ; set endstops to max
G91 ; use relative positioning
M584 Z2 U3 V4 W5 ; split z to control z,u,v and w
G1 Z1350 U1350 V1350 W1350 F4000 S1 ; course home z
G1 Z-250 U-250 V-250 W-250 F6000 S2 ; Down Z relative to current position
G90 ; back to absolute positioning
M400 ; make sure everything has stopped before we reset motors current
M584 Z2:3:4:5 ; combined z again
M574 Z2:3:4:5 S2 ; set endstops back to normal
M999my config.g file is now
; Configuration file for Duet WiFi (firmware version 1.21)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool on Tue Aug 21 2018 21:22:04 GMT+0400 (Arabian Standard Time); General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves; Network
M550 PYOUNES ; Set machine name
M551 Pteignprop ; Set password
M552 S1 ; Enable network
M587 S"TEIGNBRIDGE" P"peacock1" ; Configure access point. You can delete this line once connected
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M569 P0 S0 ; Drive 0 goes forwards
M569 P1 S0 ; Drive 1 goes forwards
M569 P2 S0 ; Drive 2 goes forwards
M569 P3 S0 ; Drive 3 goes forwards
M569 P4 S0 ; Drive 4 goes forwards
M569 P5 S0 ; Drive 5 goes forwards
M569 P6 S1 ; Drive 6 goes forwardsM584 X0 Y1 Z2:3:4:5 U3 V4 W5 E6 ; Apply custom drive mapping
M350 X16 Y16 Z16:16:16:16 U16 V16 W16 E16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z640:640:640:640 U640 V640 W640 E420 ; Set steps per mm
M566 X900 Y900 Z12:12:12:12 U12 V12 W12 E120 ; Set maximum instantaneous speed changes (mm/min)
M203 X6000 Y6000 Z180:180:180:180 U180 V180 W180 E1200 ; Set maximum speeds (mm/min)
M201 X500 Y20 Z250:250:250:250 U250 V250 W250 E250 ; Set accelerations (mm/s^2)
M906 X1550 Y1550 Z2550:2550:2550:2550 U2550 V2550 W2550 E1400 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S120 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; Set axis minima
M208 X1200 Y1200 Z1200 S0 ; Set axis maxima; Endstops
M574 X1 Y1 S1 ; Set active high endstops (NC); Z-Probe
M307 H3 A-1 C-1 D-1
M574 Z1 S2 ; Set endstops controlled by probe
M558 P5 X0 Y0 Z1 T4000 F300 H10 ; Set Z probe type to switch and the dive height + speeds(Analog Z probe, also used for homing the Z axis)
G31 X0 Y0 Z0 P500 ; Set Z probe trigger value, offset and trigger height
M557 X15:1185 Y15:1185 S100 ; Define mesh grid; Heaters
M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4725 C7.060000e-8 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S280 ; Set temperature limit for heater 1 to 280C; Fans
M106 P0 S0 H-1 C"Part Cooling" ; Set fan 0 (Part cooling blower) G-code controlled. Thermostatic control is turned off
M106 P1 S1 H1 T45 C"Hotend Fan" ; Set fan 1 (Hotend fan) Thermostatic control. Turns on when hotend reaches 45c
M106 P2 F100 L0.2 B0.5 T30:40 H100:101:102 C"Duet Fans" ; Set fan 2 Duet case fan. Tied to CPU and driver temps.; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Automatic power saving
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power loss; Custom settings are not configured
; Miscellaneous
T0 ; Select first toolwhen i try to print everything looks ok

x y and z home but after that driver 3 which i dedicated to Z2 moving up and other 3 x z not moving and print not starting
i have warning message that driver 3 is hotwhat is the solution please??? I am trying to print for more than 3 weeks and no result so far

is there any special configuration i have to do in the slicer software this is the file i am trying to print this fileG90
M83
M106 S0
M104 S240 T0
M109 S240 T0
G28 ; home all axes
G1 E-1.0000 F1800
G1 Z0.600 F1002
; process Process1
; layer 1, Z = 0.600
T0
; tool H0.600 W0.720
; skirt
G1 X606.767 Y617.591 F4800
G1 E1.0000 F540
G1 X630.179 Y604.074 E4.8556 F1800
G1 X630.363 Y604.025 E0.0340
G1 X634.303 Y604.025 E0.7078
G1 X634.486 Y604.074 E0.0340
G1 X649.791 Y612.910 E3.1741
G1 X665.179 Y604.026 E3.1913
G1 X665.362 Y603.977 E0.0340
G1 X669.303 Y603.977 E0.7078
G1 X669.486 Y604.026 E0.0340
G1 X692.899 Y617.544 E4.8556
G1 X693.033 Y617.678 E0.0340
G1 X695.004 Y621.091 E0.7078
G1 X695.053 Y621.274 E0.0340
G1 X695.053 Y639.005 E3.1846
G1 X710.566 Y647.962 E3.2174
G1 X710.701 Y648.096 E0.0340
G1 X712.671 Y651.509 E0.7078
G1 X712.720 Y651.692 E0.0340
G1 X712.720 Y678.726 E4.8555
G1 X712.671 Y678.909 E0.0340
G1 X710.701 Y682.322 E0.7078
G1 X710.566 Y682.456 E0.0340
G1 X687.154 Y695.974 E4.8556
G1 X686.970 Y696.023 E0.0340
G1 X683.030 Y696.023 E0.7078
G1 X682.846 Y695.974 E0.0340
G1 X667.500 Y687.114 E3.1827
G1 X652.154 Y695.974 E3.1827
G1 X651.970 Y696.023 E0.0340
G1 X648.030 Y696.023 E0.7078
G1 X647.846 Y695.974 E0.0340
G1 X632.500 Y687.114 E3.1827
G1 X617.154 Y695.974 E3.1827
G1 X616.970 Y696.023 E0.0340
G1 X613.030 Y696.023 E0.7078
G1 X612.846 Y695.974 E0.0340
G1 X589.434 Y682.456 E4.8556
G1 X589.299 Y682.322 E0.0340 -
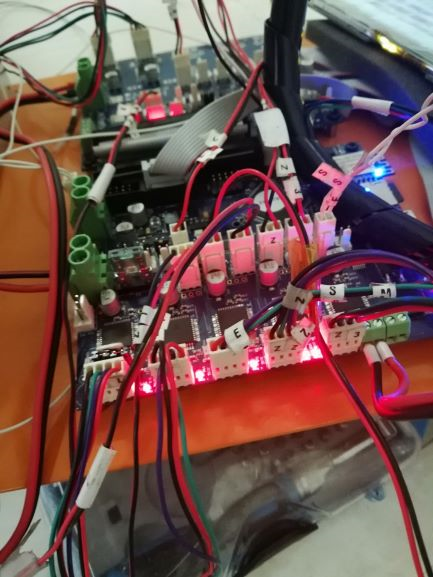
You have all 4 Z motor currents set to 2.55A, which is more than the 2.4A maximum of the Duet. So it will reduce them to 2.4A. However, with 4 drivers running at 2.4A you need to provide very good fan cooling to prevent the drivers overheating. The most important area to cool is the underside of the PCB underneath the drivers. Best is if you put a fan at the edge of the PCB to blow air along the line of drivers on both sides of the Duet. Similarly for the X5.
The optimum way of driving 4 high current motors will be one of the following:
-
Connect all 4 of them to outputs on the DueX5. This means that you will only needed to fan cool the DueX5, also the Duex5 has a larger heatsinking area of PCB per driver chip than the Duet does, so it can better get rid of the heat.
-
Connect 2 of them to outputs on the Duet, and 2 to outputs on the X5. On each of the Duet and the DueX5, choose a pair of drivers that are not adjacent, so that they don't heat each other up as much.
You could also try using a lower motor current. What type of motors are they?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -