First print after upgrading to Duet3d WiFi
-
Hi guys!
Finally I've finished my upgrade from Chitu board to Duet3d Wifi, plus changed pulleys from 17T to 16T, changed lead screw (8mm travel) to regular screw(2mm travel), X axis has got 0.9deg stepper(planning to change Y axis stepper a bit later as it has integrated shaft ~300mm length) and one more major upgrade was installing E3D filament tube(heat break?) + E3D heat block + E3D nozzles(one is all metal and one is with Capricorn PTFE tube) into MK10 cooling block + MK10 extruders/carriage
") Later planing to change extruder pulleys, add gear and install 0.9deg steppers.
Later planing to change extruder pulleys, add gear and install 0.9deg steppers.Wow! It is soooo quiet now! But have some kind of vibration noise from X axis at some speeds... need to find out..
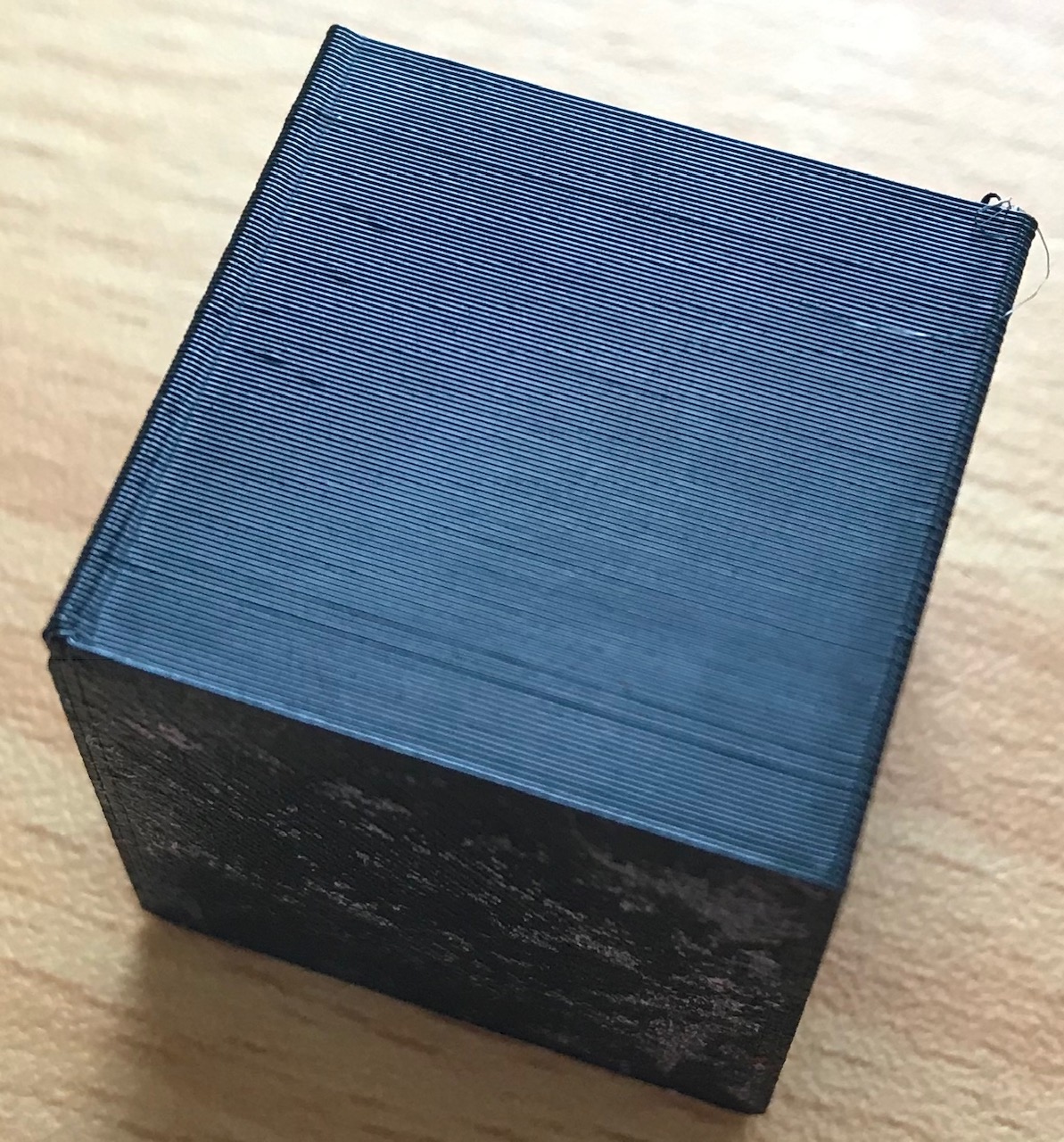
So today I have made the first print with Simplify3D old settings at 50mm/s , PETG, printing temp 230C, heated bed 70C, print fan is off(have a problem with it...) (except changed retract distance from 1.6 to 0.8 and switched off coasting and wiping). I have made just an initial setup of Duet3D and tuned up PID settings, set exact(measured at 1mm/s) steps for extruders.
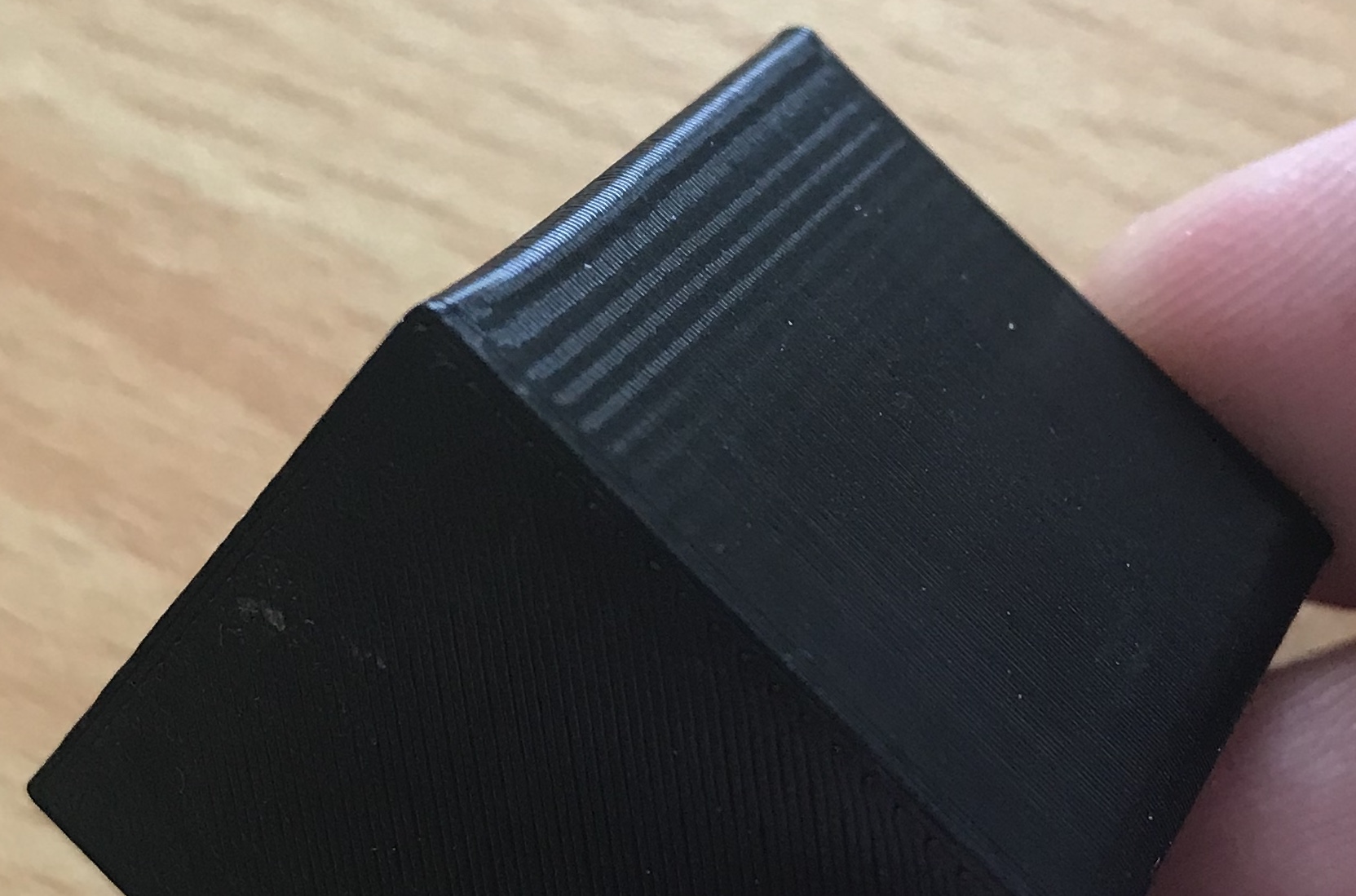
I need your opinion about quality of that print(25mm cube) and what do I need to do next to improve printer quality please! And maybe some insights about acceleration/jerk settings..





My worst nightmare was to see Z-banding
And I don't see it at all!! )
Problems that I see and how I could :- retraction on layer change
- pressure advance
So what are my next steps ? non-linear extrusion and after that pressure advance? Or something before that is needed?
config.g (latest RC5 firmware):
; Configuration file for Duet WiFi ; executed by the firmware on start-up ; General preferences M111 S0 ; Debug off G21; Work in millimetres G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves M555 P1 ; Set firmware compatibility to look like RepRapFirmare (P2 for Marlin) M575 P1 B57600 S1 ; Set auxiliary serial port baud rate and require checksum (for PanelDue) ; Network M550 Psomecoolprinter ; Set machine name M552 S1 ; Enable network M587 S"iwonttellyou" P"password" I192.168.1.201 J192.168.1.1 K255.255.255.0 ; Configure access point and IP addresses. You can delete this line once connected M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Drive 0 goes forwards M569 P1 S1 ; Drive 1 goes forwards M569 P2 S0 ; Drive 2 goes backwards(Z drive) M569 P3 S1 ; Drive 3 goes forwards(Tool 0) M569 P4 S0 ; Drive 4 goes backwards(Tool 1) M350 X16 Y16 Z16 E16:16 I1 S2 ; Configure microstepping without interpolation and Spread Cycle enabled ;16T pulleys M92 X200 Y100 ; Set steps per mm for X(is 0.9deg stepper) Y(is 1.8deg stepper) ;T8*2 lead screw M92 Z1600 ; Set steps per mm for Z ;TODO: will be changed to geared 2.75:1 extruder with Bondtech gears and Nema 17 slim stepper M92 E99:96 ; Set steps per mm for extruders E0 and E1 (Different for PLA and PETG??) ; Axis kinematics M566 X900 Y900 Z12 E120:120 ; Set maximum instantaneous speed changes (mm/min) ;TODO: change max speed after changing extruders (https://reprapfirmware.org) M203 X6000 Y6000 Z600 E7200:7200 ; Set maximum speeds (mm/min) # Max speed before torque drop for X - 15354, Y - 11046 M201 X400 Y400 Z50 E250:250 ; Set accelerations (mm/s^2) # Max accel for X by calculator 2820, for Y - 2155(estimate as I don't know exact weight) ; Steppers currents M906 X1064 Y680 Z1200 E714:714 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; Set axis minima M208 X264.5 Y154 Z169 S0 ; Set axis maxima ;M579 X1.001895478 Y1.004419446; Scale axis (Correction factors based on measurment of printed models) ; Endstops M574 X2 S0 ; Set active low endstop for X M574 Y2 S0 ; Set active low endstop for Y M574 Z2 S0 ; Set active low endstop for Z ; Z-Probe M558 P0 H5 F120 T12000 ; Disable Z probe but set dive height, probe speed and travel speed M557 X15:249.5 Y15:139 S20 ; Define mesh grid ; Heaters ;Bed M307 H0 A297.5 C982.3 D0.7 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit M305 P0 T100000 B3950 C0 R4700 ; Set thermistor + ADC parameters for heater 0 M143 H0 S110 ; Set temperature limit for heater 0 to 110C ;Extruders M307 H1 A561.2 C153.0 D9.6 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit M305 P1 T100000 B3950 C0 R4700 ; Set thermistor + ADC parameters for heater 1 M143 H1 S310 ; Set temperature limit for heater 1 to 310C (All Metal hotend) M307 H2 A797.2 C207.2 D8.1 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit M305 P2 T100000 B3950 C0 R4700 ; Set thermistor + ADC parameters for heater 2 M143 H2 S260 ; Set temperature limit for heater 2 to 260C ; Fans ; Part cooling M106 P0 S0 L0 I0 F100 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off ; Cooling block fans M106 P1 S1 I0 F25000 H1:2 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on M106 P2 S1 I0 F25000 H1:2 T45 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C M563 P1 D1 H2 ; Define tool 1 G10 P1 X-34 Y0 Z0 ; Set tool 1 axis offsets G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C ; Automatic power saving M911 S20 R22 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power loss ; Custom settings ; Miscellaneous M501 ; Load saved parameters from non-volatile memory -
Anybody?
-
I suggest you try reducing the extrusion factor a little and enabling pressure advance.
-
So I need to lower extrusion factor by M221?
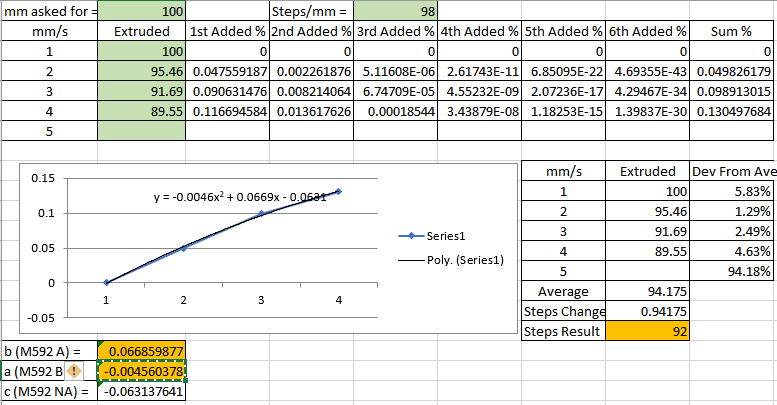
Right now I am calibrating non-linear extrusion and getting strange results on my MK10 extruder:
changed steps/mm to 98
so 1mm/s = 100mm of filament
2mm/s = 95.46
3mm/s = 91.69
4mm/s = 89.55
5mm/s = 54 ...
6mm/s = 44.4...But at 5 and 6 I don't hear skipping steps, but seems that I am skipping them.
So I've calculated A and B by 1 to 4 range and getting: A = 0.066859877 B = -0.004560378Is it ok to have B as negative?

-
It would be unusual for B to be negative, but as your B coefficient is so small anyway, you could use a straight line fit instead (B=0).
-
Remeasured:
1mm/s = 100
2mm/s = 98
3mm/s = 95
4mm/s = 90and recalculated : M592 D0 A0.000185 B0.00688
Strange again...
1mm/s = 100
2mm/s = 98
3mm/s = 108Very bad extruder gears?
-
@briskspirit said in First print after upgrading to Duet3d WiFi:
so 1mm/s = 100mm of filament
2mm/s = 95.46
3mm/s = 91.69
4mm/s = 89.55and then:
Remeasured:
1mm/s = 100
2mm/s = 98
3mm/s = 95
4mm/s = 90So not very consistent.
-
@briskspirit hey what style of printer are you using this for? I am trying to configure my Printrbot Simple Metal and you don't have a G31 for the Z offset. That is the part I am struggling with.
-
@underdonesushi I have a cartesian printer, here you can read some info: https://forum.duet3d.com/topic/7148/qidi-x-pro-ffcp-clone-conversion-to-duet-2-wifi
-
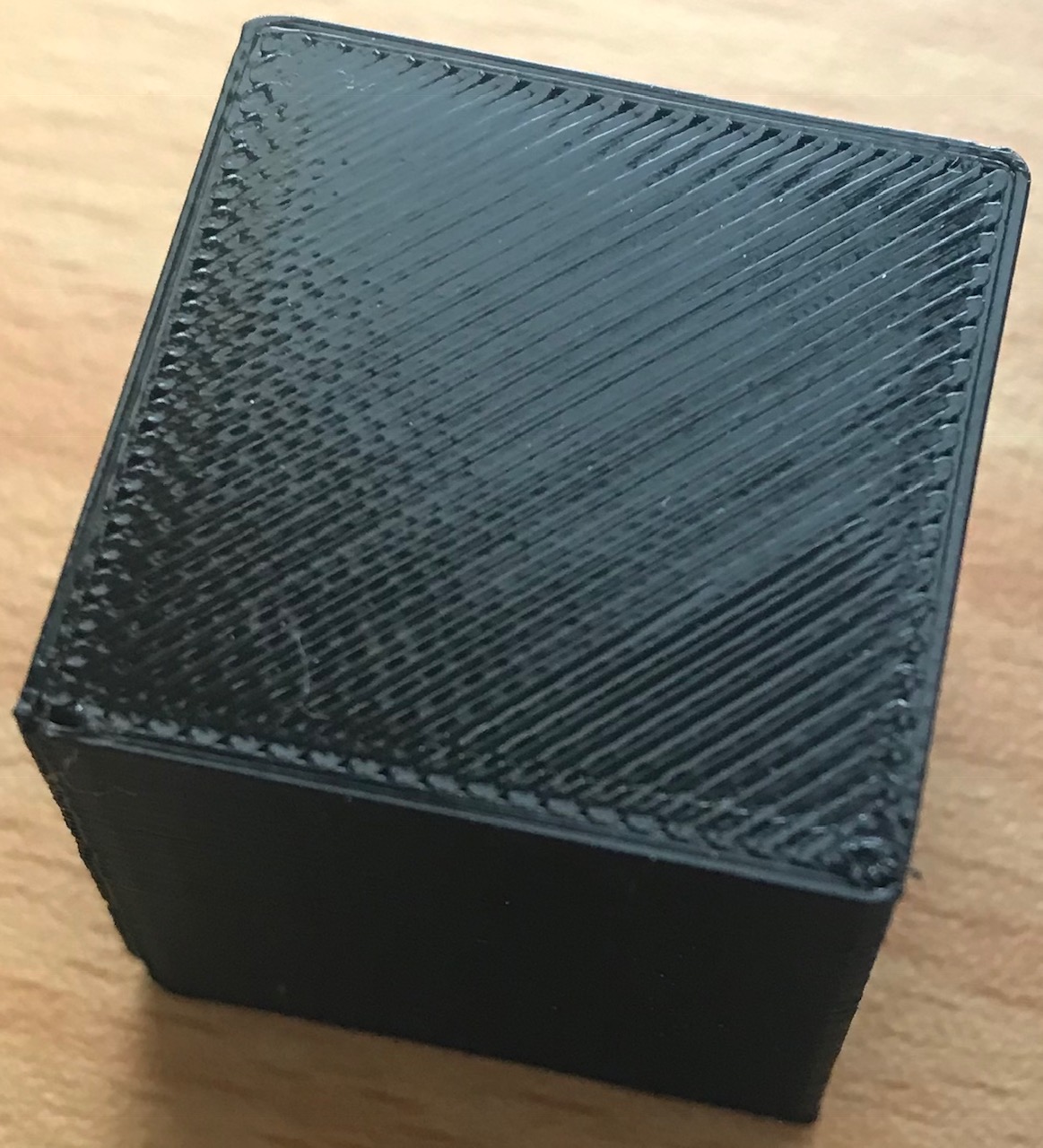
@dc42 So I have calibrated pressure advance and got M572 D0 S0.242 , M221 didn't touched yet, non-linear didn't touched either.
Print speed 50mm/s, outline 60%, solid infill 80%, retraction 1mm/s, retraction speed 60mm/s. Layer height 0.2mm, nozzle 0.4mm, extrusion multiplier 100%
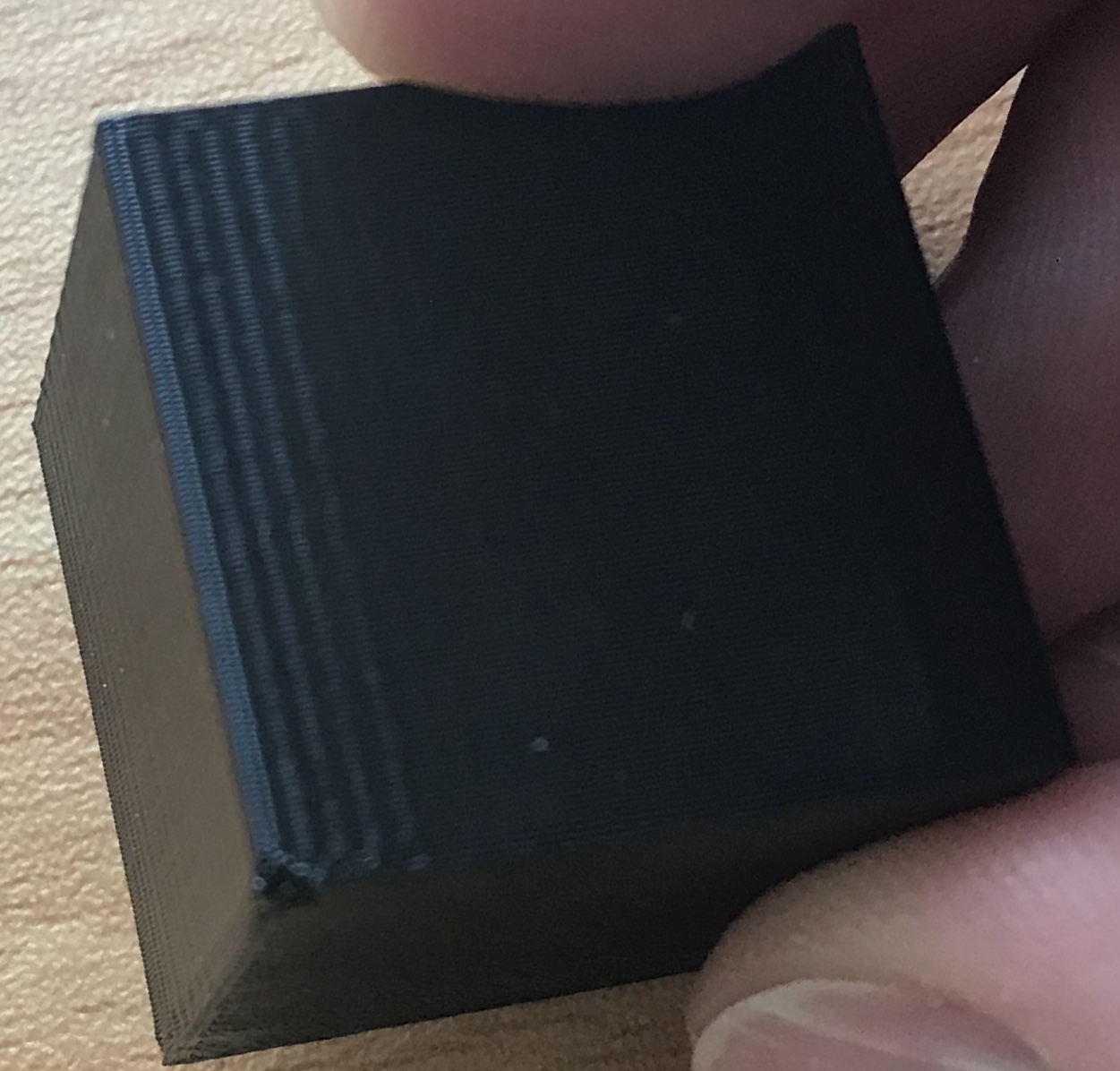
Everything is almost ideal except transition seam between start and end points and too much rounded corners(2 black lines on the third photo on the left are shadows from a ringing):





-
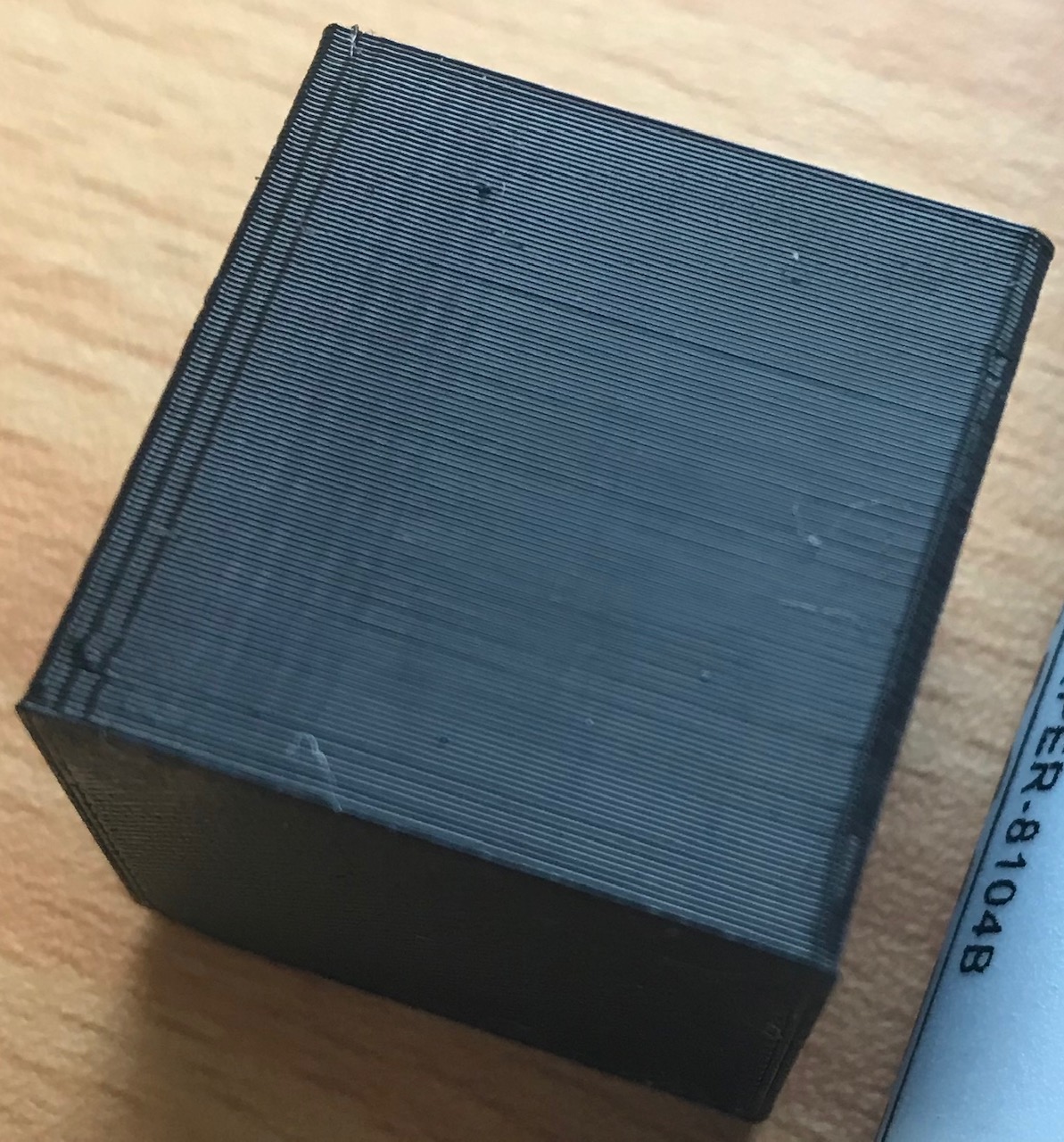
So I decided to check what is wrong... have changed acceleration and max speeds to those calculated and altered jerk values a bit. Have no excessive noise or step skipping. Re-calibrated pressure advance and got these results:
M572 D0 S0.120
print speeds: default 80mm/s, outline 65%, solid infill 65%, movement 150mm/s
And have got very good results with seam(almost not visible), very good quality top infill. But got rippling on both X & Y axis (1mm period) and one very rounded corner(on photo).





; Axis kinematics M566 X1200 Y1200 Z12 E300:300 ; Set maximum instantaneous speed changes (mm/min) ;TODO: change max speed after changing extruders (https://reprapfirmware.org) M203 X12000 Y12000 Z600 E12000:12000 ; Set maximum speeds (mm/min) # Max speed before torque drop for X - 15354, Y - 11046 M201 X2000 Y2000 Z50 E3000:3000 ; Set accelerations (mm/s^2) # Max accel for X by calculator 2820, for Y - 2155(estimate as I don't know exact weight) -
At 40% of 80mm/s for outlines I am getting less period and less amplitude. (Seems like ~0.8mm)
Edit:
Played with :
M204 P400
M204 P384
M204 P340
M204 P192Period is changing, but not amplitude... same. But have got nice seam at M204 P192 (can't see it at all!) and rounded corner became less rounded.
-
It looks like you got quite bad ringing because the amplitude is dying down very slowly. Check the tightness of the belt that controls the axis perpendicular to the face that exhibits the riging.
You could try the dynamic acceleration adjustment feature in firmware 2.02RC6, see https://duet3d.dozuki.com/Wiki/Gcode#Section_M593_Configure_Dynamic_Acceleration_Adjustment.
-
@dc42 Both axis are with tight belts for sure, new pulleys and etc... And I don't hear any resonance or other audible problems. Both axis has almost the same ringing problem so I am lost with that problem... Something is flexing too much? Maybe could be the plastic carriage on LM8SUU bearings? I just can't understand what can be so wrong even at 30mm/s to give such a big ringing on both axis..
Or could it be because my belts might be overtightened ? (Sounds like a guitar strings)
-
What stepper motors are you using, and what motor currents have you set?
-
X axis: nema 17 40mm 0.9deg stepper with current set at 80%, Y axis nema 17 40mm 1.8deg high impedance stepper with current set at 80%
M906 X1064 Y680 Z1200 E714:714 I30 ;
Full config:
; Configuration file for Duet WiFi ; executed by the firmware on start-up ; General preferences M111 S0 ; Debug off G21; Work in millimetres G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves M555 P1 ; Set firmware compatibility to look like RepRapFirmare (P2 for Marlin) M575 P1 B57600 S1 ; Set auxiliary serial port baud rate and require checksum (for PanelDue) ; Network M550 PQIDIPro ; Set machine name M552 S1 ; Enable network M587 S" " P" " I192.168.1.201 J192.168.1.1 K255.255.255.0 ; Configure access point and IP addresses. You can delete this line once connected M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Drive 0 goes forwards M569 P1 S1 ; Drive 1 goes forwards M569 P2 S0 ; Drive 2 goes backwards(Z drive) M569 P3 S1 ; Drive 3 goes forwards(Tool 0) M569 P4 S0 ; Drive 4 goes backwards(Tool 1) M350 X16 Y16 Z16 E16:16 I1 S2 ; Configure microstepping without interpolation and Spread Cycle enabled ;16T pulleys M92 X200 Y100 ; Set steps per mm for X(is 0.9deg stepper) Y(is 1.8deg stepper) ;T8*2 lead screw M92 Z1600 ; Set steps per mm for Z ;TODO: will be changed to geared 2.75:1 extruder with Bondtech gears and Nema 17 slim stepper M92 E99:99 ; Set steps per mm for extruders E0 and E1 (Different for PLA and PETG??) ; Axis kinematics M566 X1200 Y1200 Z12 E2400:2400 ; Set maximum instantaneous speed changes (mm/min) ;TODO: change max speed after changing extruders (https://reprapfirmware.org) M203 X12000 Y12000 Z600 E12000:12000 ; Set maximum speeds (mm/min) # Max speed before torque drop for X - 15354, Y - 11046 M201 X1000 Y1000 Z50 E1000:1000 ; Set accelerations (mm/s^2) # Max accel for X by calculator 2820, for Y - 2155(estimate as I don't know exact weight) ; Steppers currents M906 X1064 Y680 Z1200 E714:714 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; Set axis minima M208 X264.5 Y154 Z169 S0 ; Set axis maxima ;M579 X1.001895478 Y1.004419446; Scale axis (Correction factors based on measurment of printed models) ; Endstops M574 X2 S0 ; Set active low endstop for X M574 Y2 S0 ; Set active low endstop for Y M574 Z2 S0 ; Set active low endstop for Z ; Z-Probe M558 P0 H5 F120 T12000 ; Disable Z probe but set dive height, probe speed and travel speed M557 X15:249.5 Y15:139 S20 ; Define mesh grid ; Heaters ;Bed M307 H0 A297.5 C982.3 D0.7 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit M305 P0 T100000 B3950 C0 R4700 ; Set thermistor + ADC parameters for heater 0 M143 H0 S110 ; Set temperature limit for heater 0 to 110C ;Extruders M307 H1 A561.2 C153.0 D9.6 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit M305 P1 T100000 B3950 C0 R4700 ; Set thermistor + ADC parameters for heater 1 M143 H1 S310 ; Set temperature limit for heater 1 to 310C (All Metal hotend) M307 H2 A797.2 C207.2 D8.1 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit M305 P2 T100000 B3950 C0 R4700 ; Set thermistor + ADC parameters for heater 2 M143 H2 S260 ; Set temperature limit for heater 2 to 260C ; Fans ; Part cooling M106 P0 S0 L0 I0 F100 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off ; Cooling block fans M106 P1 S1 I0 F25000 H1:2 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on M106 P2 S1 I0 F25000 H1:2 T45 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C M563 P1 D1 H2 ; Define tool 1 G10 P1 X-34 Y0 Z0 ; Set tool 1 axis offsets G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C ; Automatic power saving M911 S20 R22 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power loss ; Custom settings ; Miscellaneous M501 ; Load saved parameters from non-volatile memory override:
M572 D0 S0.120 -
@dc42 any ideas where to dig? Please!
-
@briskspirit said in First print after upgrading to Duet3d WiFi:
Or could it be because my belts might be overtightened ? (Sounds like a guitar strings)
I don't know if being too tight causes ringing per se... but it does cause all kinds of other bad things.
"Tight, but not too tight." Yeah, what a load of... anyway... "Guitar string" is definitely too tight. IMNSHO.
-
@briskspirit said in First print after upgrading to Duet3d WiFi:
X axis: nema 17 40mm 0.9deg stepper with current set at 80%, Y axis nema 17 40mm 1.8deg high impedance stepper with current set at 80%
...
; Steppers currentsM906 X1064 Y680 Z1200 E714:714 I30 ; Set motor currents (mA) and motor idle factor in per cent
Which motors, exactly? Are you using 12V or 24V power? Your Y axis motor in particular almost certainly needs 24V power, and even then the maximum speed before it loses torque and becomes noisy is likely to be quite low.
-
@dc42 24V power supply, max speed and acceleration was calculated from your online tools
X stepper JK42HM34-1334
Y stepper 42HB34F08AB-10