Still can't print due to extruder steppers skipping steps
-
Re: Extruder motors skip steps with pressure advance enabled
This is a follow-up to the topic above. I've now installed 5:1 reduction gears to the feeders based on the feedback I got in the old topic. It was generally suggested that it has to do with microstepping, but I'd like to point out again that it's not or only marginal.
I cannot use any official releases, as the first layer usually fails due to extruders going backwards. I'm resorting to my own "fixed/crippled" 2.02 branch in the old topic.
I get a bad taste in the mouth, since there's been work on 3.0, but not things like this.
Step settings:
M350 X16 Y16 E8:8 Z16 I1 ; Configure microstepping, interpolation (I)
M92 X160 Y160 Z2128 E424.41318:424.41318 ; Set computed steps per mm
M350 X16 Y16 E64:64 Z16 I1 ; Configure microstepping, interpolation (I)Tried increasing E microstepping to 128 and 256...
Current print:
0_1557580466902_bulbasaur_starter_1gen_flowalistik.gcodeconfig.g:
0_1557580587062_config clean.g -
with a 5:1 reduction 50mm/s second might be to much.
try 25mm/s
also have you tried disabling pressure advance? 0.6 is A LOT and will most likely be the cause of your skipped steps.
-
@veti The mechanicals are just fine. I do not see how I would need any other values. The first layer is 30mm/s btw.
-
your extruder max speed. not your print speed.
-
@edgars-batna said in Still can't print due to extruder steppers skipping steps:
I cannot use any official releases, as the first layer usually fails due to extruders going backwards. I'm resorting to my own "fixed/crippled" 2.02 branch in the old topic.
-
Have you tried firmware 2.03RC1 ?
-
Your extruder microstepping is likely too high for the steps/mm you are using. Try x16 instead of x64.
-
-
@dc42 I already tried it... It was x16 and I only increased it after it didn't work with 2.03 RC1.
@Veti The max speed is calibrated. There is no sign of the extruders going too fast. I just tried M203 E1000:1000, M203 E100:100 with no change. In fact, there is such high torque reserve that one of the Bowden push-fittings blew up last time when I cranked up a very high speed print test. This is all on the crippled branch. On the official 2.x the extruders move too erratically even at low speeds. I'm babysitting this problem for the good part of almost a year now.
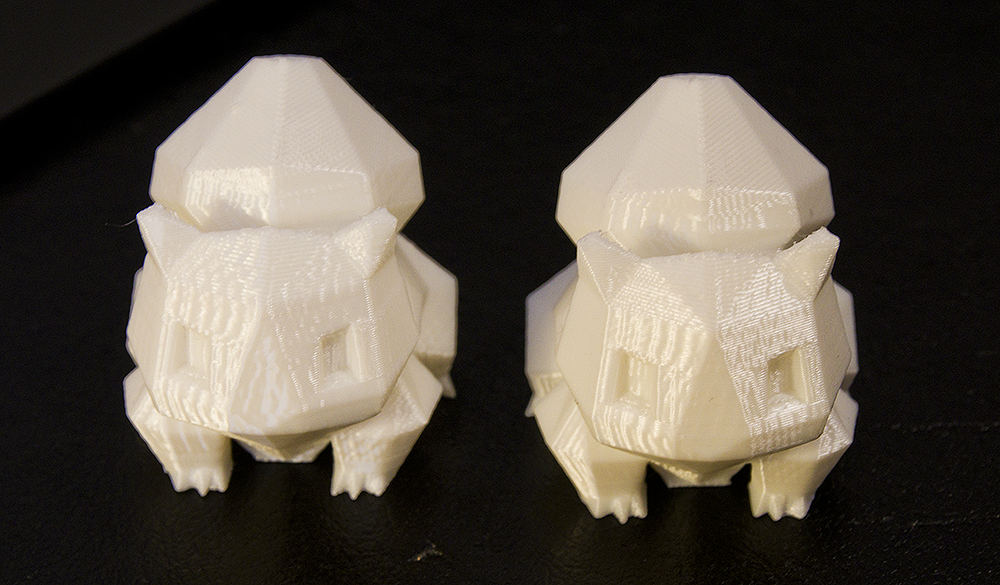
Here's a comparison photo:

Left - PA 0.6, my 2.02 (I already removed the brim)
Right - PA 0.6 official 2.03RC1To prove the point that this is not a PA-heavy print I printed the same in 2.03RC1 with PA disabled:

Which is which? There's only marginal difference, mostly inside at the start of infil where pressure was now insufficient.
-
and you have tried with pressure advance off?
-
@veti Well, it's in the original post. Pressure advance appears to cause this regardless of the value. At low speed variation and small parts I can disable PA, but, for larger prints with varying segments (thus speeds), PA makes a hell of a difference to the corners etc.
-
i think the problem is with your bowden tube.
can you reduce the length. like mounting the extruder very close above the centre of your bed?do you have the 1.9mm bowden tube? this can cause higher friction and prevent to filament from moving fast enough for pa.
-
@veti Already done everything I could. This occurs regardless of the tube. I've tried both the blue Capricorn and the usual whites and we're talking not new but well used tubes which are looser on the inside. I've ruled out the mechanicals more than once. I even modified the Firmware which near-eliminated the problem (near because implementation is far from clean and I know for a fact it, albeit rarely, causes some blobbing where it previously completely failed).
It's basically served on a plate.
-
@edgars-batna It might be an idea to re=post a link to the video you had in your original thread. That way, people would see the crazy behaviour of the extruders running backwards and wouldn't make comments about Bowden tube materials and dimensions.
I assume you are still getting that behaviour as per your video?
-
@deckingman Yes, you are right. Totally forgot about the video.
Here's the old video: https://www.youtube.com/watch?v=oXsFLG7AMug&feature=youtu.be
The extruders are commanded so erratically, that they end up moving backwards. While digging through the firmware I've observed that this can be tipped one or the other way (overextrusion or underextrusion) depending on how factors are mathematically rounded in PA computations, but I couldn't find which one and by how much as the results were not perfect in all cases. Thus I think me or the implementation is missing something other than just rounding.
I've done major upgrades to the printer but the basic setup is still the same. I just ran the same test script and the same thing still happens.