Build the hot chamber mechanism flow
-
Hi guys !!!
I'm not confident with those stuffs , so please be patient.
I'm trying to fight the warping issue. I'm using ASA as material that should warp less than ABS but still in some object I face this issue. The typical shape that present the issue is the thin frame with hight walls. The corners come a little bended. I use white glue (with some powder sugar also) for make part stick to the bed. And in general it work.
So the next step is realize the hot chamber.
In some condition the air volume reach between 40 and 46 degree just with the bed heat. This is not enough for avoid the bending.Based on my print : https://forum.duet3d.com/topic/8397/tevo-little-monster-duetwifi-touch7-my-conversion
I'm trying to figure it out how to realize the mechanism for keep an hot flow inside the printer volume.
I would use materials that I already own for don't waste money and at the same time make the brain roll a little.
The idea is to use a e3D resistance (that i will never use for other purpose) as worm generator. Then use a Noctua fan for move the air trough some gills.
I'm already using a thermistor for check the air volume temperature.What I would realize: set a fix max heater temperature (ex 80 degree) on the heater and leave it work kepping hot the metal gills , and depending on the temperature i would have in the printer (reading the thermistor inside the air volume) , tell the heater to deactivate.
The idea is to print a double or single pipe making a hole on the inside aluminum, close to the sponge.
I know the hot air tend to go hight so I should make the hole 10cm from the hot bed? Or maybe I have to do it near to the top?
Some one can suggest how to realize this?
(maybe also the connection on the board and codes in the config files)
I'll draw by my self the pipes with FreeCAD.Fixing the heater max temp make maybe necessary just one thermistor (the one is already inside the volume)?
Or the second (blue) thermistor on the heater is necessary for it calibration ?




-
I have a 500W heater in the 420 liter enclosure of my printer and it takes about 20 minutes to get the temperature up to about 50C for printing ABS when both the bed heater and the enclosure heater are on. The walls of my printer are mostly insulated to minimize heat loss.
It looks like you're trying to use a hot-end heater to warm the enclosure. That's about 40W. That's not going to be nearly enough. The machine probably loses heat through the walls faster than a 40W heater can put it back in.
In my printer both heaters are line powered with SSRs used to switch them on and off. The chamber heater is operated in bang-bang mode because the chamber temperature is very slow to respond to the heater. The bed temperature is under PID control, and though it is a 750W heater, once it reaches the set temperature it probably only uses 100W or so on average to maintain the temperature.
This is the chamber heater in my printer. The heater bar gets extremely hot without a fan to blow air over it. I have a 208VAC fan wired in parallel with the heater. When the SSR switches on the heater, the fan turns on with it and blows air over it very slowly (line voltage here is 117VAC) and silently.
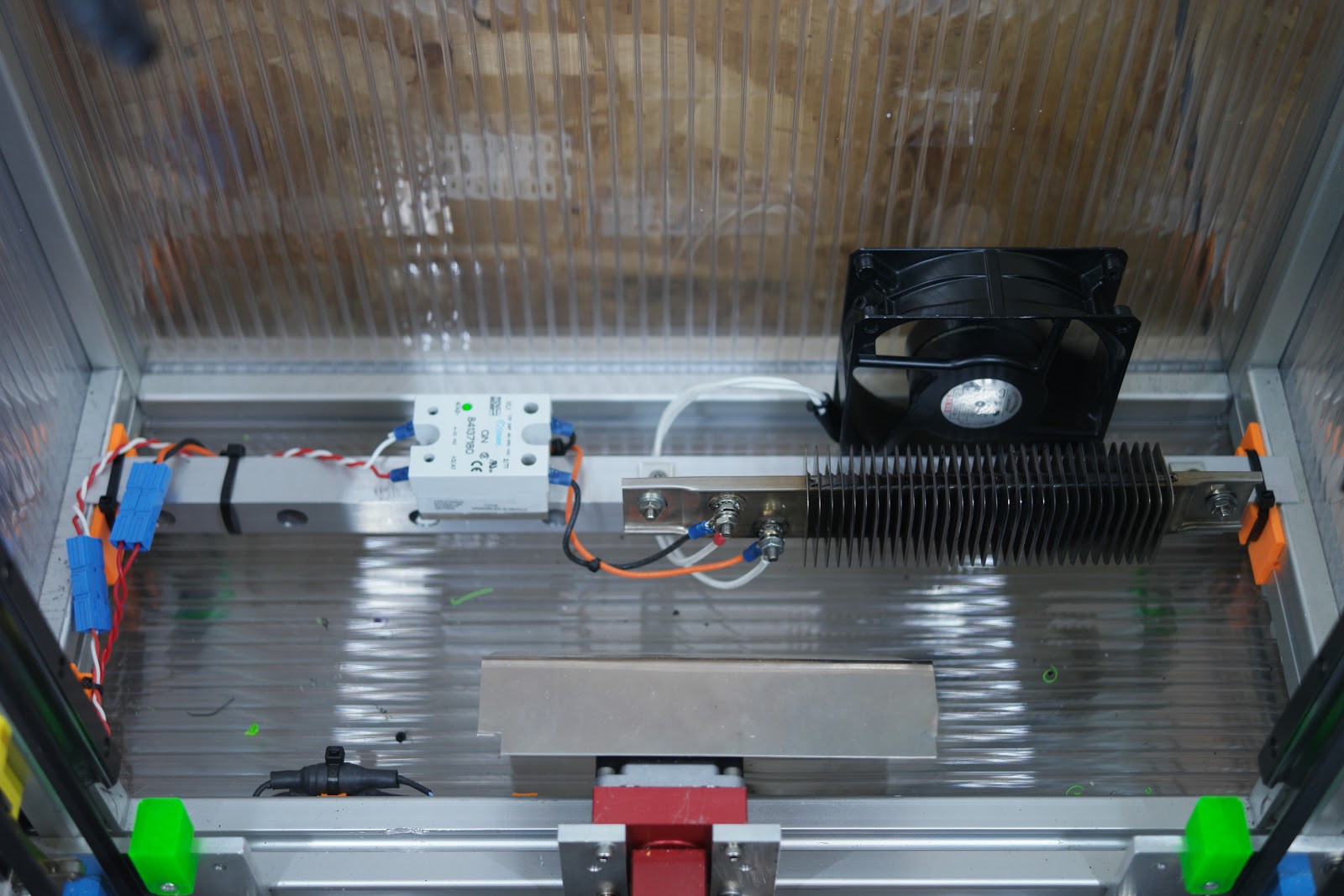
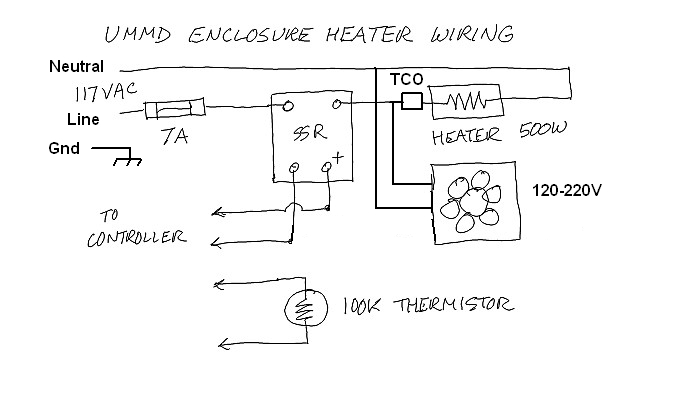
Here's how it's wired (actually, how it should be wired- I have yet to install the TCO):
If you insulate the walls of the printer, they will lose heat more slowly. Then you can add a higher powered heater to get the chamber temperature up to where you need it.
I think that prints like square, single-walled vases will always warp and have wavy sides because the plastic shrinks as it cools after leaving the nozzle and that pulls on the next layer, etc. Maybe that wouldn't happen if you got the chamber up to 100C or so, but that presents all sorts of other problems for the printer mechanism. For "normal" ABS prints, I find that 50C prevents warping and splitting.
I use a PEI print surface on the bed, set its temperature to 105C, and prints stick reliably. If I'm printing a long, narrow ABS part or something that has very sharp corners, a little bit of glue stick applied with a light swipe on the bed, prevents curling completely. Letting the print cool slowly helps too. I just leave them on the bed until the bed temperature has dropped to about 40C. That takes a while in my printer, but I'm usually not in a rush. Most of my prints are done at night while I'm sleeping...
-
If you're intending to use a 40w hotend heater then as already meantioned you'll need a lot more power to heat the enclosure.
Try looking around for something like this, they come in a range of power and temperature ratings, and ship as a complete unit with fan and over temperature protection (in addition to having a positive temperature coefficient to be somewhat self regulating if the protection fails)
https://www.aliexpress.com/item/32696347267.html