Acceleration/Instant Speed for Prusa/P3Steel?
-
Quick straw poll of what instant speed and acceleration values people are using on P3Steel/Prusa like systems without suffering significant ghosting.
My system is running 12VDC.
-
Direct drive or Bowden extruder? (I've never really seen the point of Bowden on moving-bed-in-Y Cartesian machines, as the weight of the bed will limit how fast you can go)
I'm still using the stock speed and accelerations on my homebuilt Cartesian (it's a bit like a P3Steel, but made from 6mm plywood) while I sort some other issues out, so could do with tuning them a bit, too:M350 X16 Y16 Z16 U16 E16 I1 ; Configure microstepping with interpolation M92 X80 Y80 Z4000 U4000 E688.5 ; Set steps per mm M566 X900 Y900 Z12 U12 E120 ; Set maximum instantaneous speed changes (mm/min) M203 X6000 Y6000 Z180 U180 E1200 ; Set maximum speeds (mm/min) M201 X500 Y500 Z20 U20 E250 ; Set accelerations (mm/s^2) M906 X1000 Y1000 Z800 U800 E1000 I30 ; Set motor currents (mA) and motor idle factor in per centOther useful info: Duet Wifi, 2.04RC1 firmware, direct drive extruder for 3mm filament (got a lot to use up before switching to 1.75mm filament!), stock 1.8º NEMA 17 motors everywhere, T2.5 belt 16-tooth pulleys, dual Z on M5 threaded rod (0.5mm lead).
Ian -
Hi DocTrucker, here is my P3Steel config:
M906 X1500 Y1500 Z1000:1000 E1250 ; Set motor currents (mA) M201 X2000 Y2000 Z100 E1000 ; Accelerations (mm/s^2) M203 X15000 Y15000 Z800:800 E1800 ; Maximum speeds (mm/min) M566 X1200 Y1200 Z800:800 E300 ; Set allowable instantaneous speed change mm/min M350 X16 Y16 Z16:16 E16 I1 ; Set 16x microstepping with interpolation M92 X80 Y80 Z400:400 ; Set axis steps/mm M92 E837 ; Set extruder steps per mm M572 D0 S0.05 ; pressure advance M207 S1.2 R0 F3000 ; firmware retraction- 24V system
- GT2 20 tooth pulleys on X and Y
- 8mm pitch leadscrews on Z axis (each driven by it's own stepper so I can use G32 autolevelling)
- Extruder is directdrive (E3d titan + E3d pancake motor)
I have a tiny bit of ghosting, but you might want to take a look at DAA
It really helps! -
Thanks.
Mine is on d0.6 with a shield for the extra driver to allow G32 levelling. 1mm trapezoidal lead screws for z and 16T GT2 pulleys. I'll share my settings later but they're way out!
Currently bowden but only because I haven't designed the carriage adaptor for direct yet.
-
I've the following settings in my Slic3r to allow the acceleration to be reduced for the perimeters, but allow higher acceleration in infill. I have it in mind to modify my gcode parser to inject changes in instant speed too, to permit the the infill to be quick and jerky while keeping the perimeter smooth. Any way I've digressed...
Acceleration Control (advanced)
Perimeters: 500
Infill: 1000
Bridge: 500
First layer: 500
Default: 1000The settings on my P3Steel is:
M584 X0 Y1 Z2:5 E3 ... ;drive directions removed for clarity M92 X100 Y100 Z3200 E838.7 ; Set steps per mm M566 X1000 Y1000 Z24 E3600 ; Set maximum instantaneous speed changes (mm/min) M203 X12000 Y12000 Z375 E8000 ; Set maximum speeds (mm/min) M201 X1000 Y1000 Z250 E3600 ; Set accelerations (mm/s^2) M906 X1300 Y1300 Z900:900 E1250 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeoutUntil sleeping on it last night I had been at a complete loss as to why my Ormerod was running at higher instant speed with no wobbles:
M92 X87.489 Y87.489 Z400 E427.8 ; Set steps per mm M566 X900 Y900 Z12 E800 ; Set maximum instantaneous speed changes (mm/min) M203 X12000 Y12000 Z300 E8000 ; Set maximum speeds (mm/min) M201 X1000 Y1000 Z250 E500 ; Set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E1000 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout....and then I realised it may simply be that the extruder settings are choking the actual instant speeds and accelerations applied to the x and y axis on the Ormerod? Belt tensions are comparable, but still running the MXL belt on the Ormerod and generic GT2 belts.
This morning I will sett the machines up the same and run a back to back comparison for both machines.
I've read many posts on vertical fine artefacts and wobbles and picking off the culprits in the right order appears tricky. You could make a change and rule it out as a contributor only because another problem is more significant! Gates belts and better pulleys are on the wishlist as are some motors that are closer to the current limits of the d0.6/d0.8.5. Tried running at 1.5A and got a layer shift which I presume was the drive overheating. Think I could stretch to about 1.6A rated motors and run them at 1.3A.
-
It's slightly muddled by the 0.5mm nozzle on my Ormerod and 0.4mm on the P3.
The test has applied the following settings to both machines:
M566 X900 Y900 Z12 E2500 ; Set maximum instantaneous speed changes (mm/min) M203 X12000 Y12000 Z300 E2500 ; Set maximum speeds (mm/min) M201 X1000 Y1000 Z250 E3600 ; Set accelerations (mm/s^2)The Ormerod (0.5 nozzle) will have 0.3mm layers and 0.60 track widths. 1hr51 Simulated build time.
The P3 (0.4 nozzle) will have 0.2mm layers and 0.48 track widths. 2hr28 Simulated build time.I've increased the speeds on the P3 to reach a similar material throughput, but the back pressure will be higher for this system.
-
I dusted off the standard-ish Orberallo RAMPS machine that's been collecting dust for a while and built the benchy on that too. It's instant speed is set to 600 in each axis and has a slightly lighter base (I have used propper bearing blocks on mine) so it appears I have been running far too high on the instant speed.
Tempted to get some 1.68A 0.9 stepper on order but want to look over the speed calcs first.
-
@whosrdaddy have you got the standard steel bed supports and metal linear ball races? 3 or 4 bearings?
Debating whether weight saving on the bed or 0.9 1.68A steppers are going to be the next best step.
-
I have the 300x200 Orballo kit. I am using igus bearings
")
-
@whosrdaddy another machine is a basic RAMPS Orbello complete kit. The build was a right faff and had a few conversations with them regarding differences to the advertised product! This machine was a second hand machine that was an Orbello 200x200 frame. The next build is a very similar build but not orbello. Both second hand frames sand blasted and zinc plated.
Machine 2 will definately be 24V, not 100% sure about steppers yet but better belt and pulleys will be ordered tomorrow.
-
After a few days of the odd build in the background I am pleased with the results. Turns out one of my belt grippers were slipping on the x-axis which made problems on small sections that looked like over heating. They weren't. Original temp was 200C, now at 230C.
Firstly the benchy as is...
Secondly a feature than I'm 99% sure is belt or pulley related for obvious reasons.The scale ontop is mm. I'm using a 2mm GT2 belt:

Finally the one I'm looking for a little conformation on. I see a similar effect on my RAMPS P3Steel (this one is d0.6 + shield) is this to do with the step resolution of the drives? I'm using 16t pulleys on 1.8degree steppers. The yellow circle limits the main area and the red line follows the pattern of one of the wobbles. There are similar opposing patters on the bow which are far harder to photo with a phone camera!
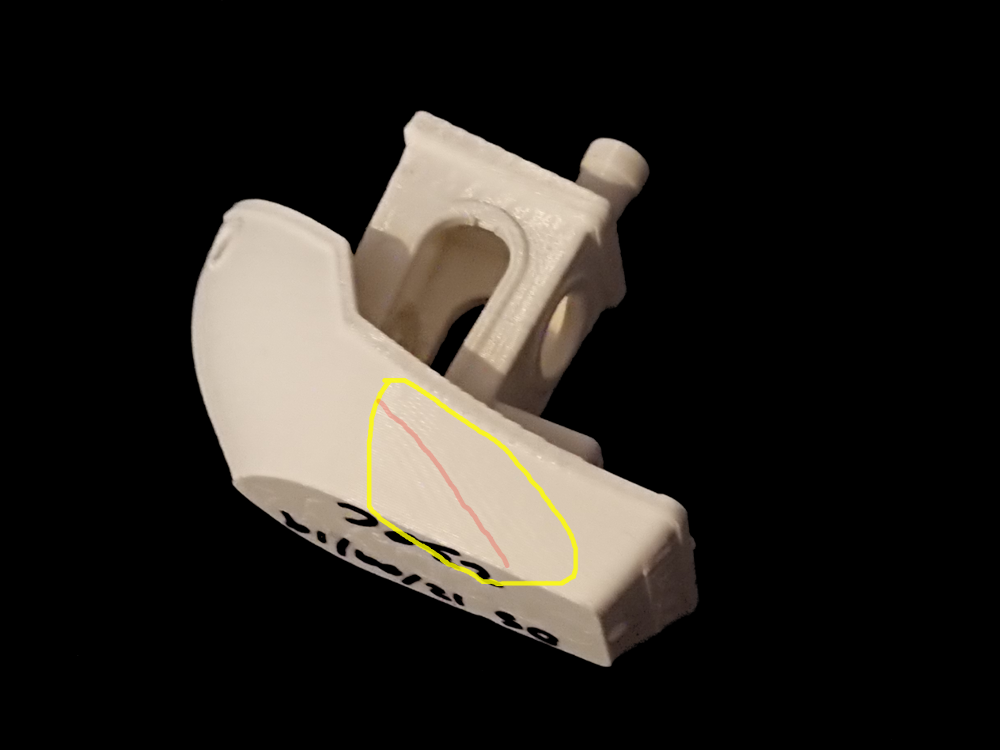
-
Down side now is I really should re run the filament diameter checks and extrusion corrections!

- white parts are a bugger to photograph! Black parts (especially matt) hide allsorts of sins!
Edit:
For completeness this is:
- 200x200 P3Steel (Formerly Orbello frame)
- Duet v0.6 + shield, z steppers seperately driven with G32 levelling
- Bontech clone (will replace when cash allows) driven by a 0.9 stepper and ~400mm bowden.
- 12VDC system with arduino relay board used as interlocks for hotend and heatbed.
- E3DV6 all metal with 0.4mm nozzle.
- 3DFilaprint Premium White PLA ran at 230C.
- Mk3 Alloy Heatbed at 50C with glass plate sprayed with 3DLac (testing super cheap hair spray when that runs out) insulated on the rear.
-
Looks like the circled effect is the Moire or Salmon Skin effect. I've got some TL Smoothers I can try to see of they have any effect. May struggle on voltage a bit with the 12V supply.
-
Salmon skin on a duet? I thought you'd need 8825s with misconfigured decay to get salmon skin ...
-
@oliof an old Duet. A4982 with the pin to ground from factory that solves a decay problem highlighted by many modifying their stepsticks.
I'll read up on the application of TL smoothers and breakout the PC scope to see if I can see the problem it's trying to solve.
I welcome other suggestions to what the problem maybe, but the other P3Steel machine that has the issue does have the drivers you mention.
-
-
@oliof cheers!
Microstep size on the axis would be 0.01mm, and major 0.16mm. I think this maybe extruder originated but the distance for step and microstep will take a little more calculating than is achievable while my son is charging about!

Edit:
Pending check about 0.031mm head travel for microstep and 0.492mm for a major step. Will check pattern on benchy but that is a candidate. -
Another thought after a night sleep. I may have my extruder drive pinched up too tight and it could cause fluctuations in the extruded material.
-
Had to rebuild my DSLR after the mode switch breaking off but you can see a collection of ripples on this part. Regards another post of mine I'm happy at how well the ripples have shown up without a macro lens. Well, I'm happy I can photograph them, not so happy they are there!! This photo is a bit fussy around the edge because I didn't do such a great job at removing the background.
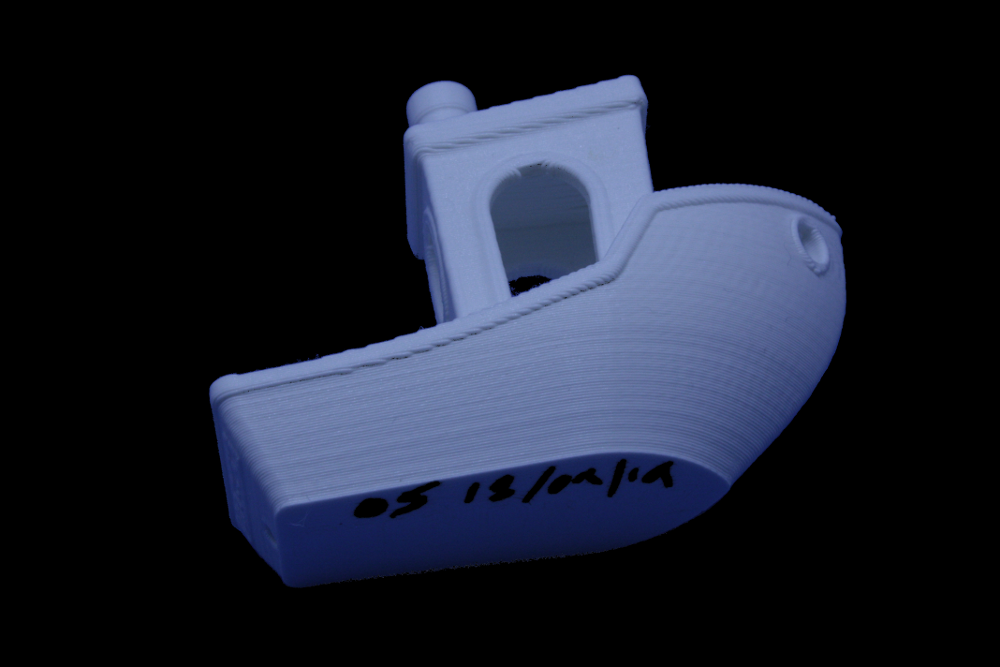
There is ghosting/ringing coming from the lip of the hull, just below the forward section of the cabin running over the hull toward the bow. The Moire effect that I'm most interested in is the diagonal pattern that I originally highlighted in running from the stern toward the bow along the hull.
As you are looking at this the extruder ran from left to right along the hull.
Edit: I am aware of a z-wobble and possibly an extruder issue that I have been working to address since this part was made.
Edit 2: Is this effectively running on the limits of what can be expected from the v0.6/v0.8.5 with the 16x micro stepping without interpolation? 100 micro steps per mm and 16x micro stepping leaves 0.16 per full step and 0.01mm per micro step.