Loud sound while extruder is retracting
-
I have a bmg extruder with a Bowden. The length is 200mm, and a rétractation or 3mm, 0,9 deg stepper.
When the stepper retract the filament, the sound is loud (see the video).
Which settings are wrong ?M566 X1200 Y1200 Z60 E3000
M203 X18000 Y18000 Z1000 E3000
M201 X3000 Y3000 Z400 E3000Video with sound : https://youtu.be/LReBOImu7Q0
Thanks
-
what speed of retraction have you set in the slicer?
-
30mm/s.
now it's quieter with reduce the jerk and acceleration:
M566 X500 Y500 Z60 E360 ; jerk, Set maximum instantaneous speed changes (mm/min)
M203 X15000 Y15000 Z1000 E3000 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z400 E2000 ; Set accelerations (mm/s^2)My new problem is a nozzle clogged at mid print time, first time it's a break of filament inside the BMG extruder, second time now I have to investigate.
PLA 210 deg.
-
please post your entire config. what thermistor do you have? as you might be printing at the wrong temperature
-
; Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;; General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder movesM669 K1 ; switch to CoreXY mode
; Network
M550 P"HYPERCUBE_EVO_NGEN" ; Set machine name
M552 S1 ; Enable network
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M569 P0 S0 ; Drive 0 goes forwards (X)
M569 P1 S0 ; Drive 1 goes forwards (Y)
M569 P2 S0 ; Drive 2 goes forwards (Z)
M569 P3 S1 ; Drive 3 goes backwards (E0)
M569 P4 S0 ; Drive 4 goes forwards (E1/Z2)M584 X0 Y1 Z2:4 E3 ; Set drive mapping, two Z motors connected to driver outputs Z and E1
M671 X-25:325 Y150:150 S1.0 ; leadscrews at left (connected to Z) and right (connected to E1) of X axisM350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z400 E830 ; Set steps per mm with 1/16 and BMG extruder with 0.9° stepper
M566 X500 Y500 Z60 E360 ; jerk, Set maximum instantaneous speed changes (mm/min)
M203 X15000 Y15000 Z1000 E3000 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z400 E2000 ; Set accelerations (mm/s^2)
M906 X1400 Y1400 Z1400 E1200 I30 ; Set motor currents (mA) and motor idle factor
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y-3 Z0 S1 ; Set axis minima
M208 X300 Y300 Z205 S0 ; Set axis maxima; Endstops
M574 X1 Y1 S1 ; Set active high and disabled endstops; Z-Probe
M574 Z1 S2 ; Set endstops controlled by probe
M307 H3 A-1 C-1 D-1 ; Disable heater 3 on PWM channel for BLTouch
M558 P9 F100 H3 R0.5 T6000 A10 S0.03 B0 ; Set Z probe type to bltouch and the dive height + speeds
G31 P25 X0 Y80 Z0.9 ; Set Z probe trigger value, offset and trigger height
M557 X0:300 Y80:300 S20 ; Set Z probe point or define probing grid; Heaters
M307 H0 A254.7 C545.2 D0.9 S1.00 V24.4 B0 ; Disable bang-bang mode for the bed heater and set PWM limit
M307 H1 A543.9 C194.7 D6.2 S1.00 V24.0 B0 ; Disable bang-bang mode for the nozzle heater and set PWM limit
M305 P0 T100000 B4725 C7.060000e-8 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4725 C7.060000e-8 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S275 ; Set temperature limit for heater 1 to 275C; Fans
M106 P0 S0 I0 F500 H-1 C"HotEnd_Fan" ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 C"Extruder_Fan" ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 H100:101:102 T50:60 L0.3 C"Duet_Fan" ; set fan 2 value, turn on at 30% if the CPU temperature reaches 60C, and increase to full speed gradually as the temperature rises to 70C; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
;M572 D0 S0.1 ; enable pressure advance; Automatic saving after power loss is not enabled
; Custom settings
M305 P101 S"DuetDriversTemp" ; temperature warning and overheat flags on the TMC2660 on Duet
M912 P0 S6.0 ; calibrate CPU temperature
M307 H2 A-1 C-1 D-1 ; Disable heater 2 on PWM channel for LED strip
M42 P2 S0 ; LED strip on heater 2 off; Miscellaneous
T0 ; Select first toolI use thermistor from e3dV6 genuine
-
thats the correct setting for the thermistor.
have you checked that there is no movement of the bowden tube during retracts?
30mm/sec retract should be fine. does the pla move through the bowden without much resistance? -
there is no movement of the bowden tube during retracts, and the pla move through the bowden without much resistance.
-
maybe 30mm/s is to much for the 0.9 degree. what current rating does the motor have? are you running 24v?
try 20mm/sec retraction speed.
-
I run at 24V 1200mA (1400mA rated).
I could try 20mm/s.
I have a full metal e3dv6 and before activate the rétractation no issue.
It's the second time I have the filament blocked in the bmg, just before the PTFE tube
-
@pipersw that picture looks quite familiar to me. In my case, the problem originated from the other end of the bowden tube: during the print, heat crept up to the cold side of the hot end, glueing the filament to the tube. Reason: extreme retraction settings in the slicer. These came unnoticed when I selected another filament type (in the slicer).
-
where is the jamming occuring? in the heatbreak?
-
@Veti In my case, multiple retractions could add-up to more than 16 mm length, pulling molten filament back up into the bowden tube, well beyond the heat break. Over time, this blocks the hot end reliably, so the extruder folds the filament as in the photo above. So, I suggest @pipersw to check the retraction settings in his slicer.
-
@infiniteloop said in Loud sound while extruder is retracting:
multiple retractions could add-up to more than 16 mm length
that would be very strange. multiple retractions without detraction should not happen.
-
@Veti Right, but with Cura, several short retractions can be "optimised" into one bigger one. Had a nice time figuring that out
")
-
The issue occur when I rise rétractation from 0mm to 3mm. I use a genuine full metal e3dv6, it's not recommended with pla ?
I take a picture of the filament in the heatbreak.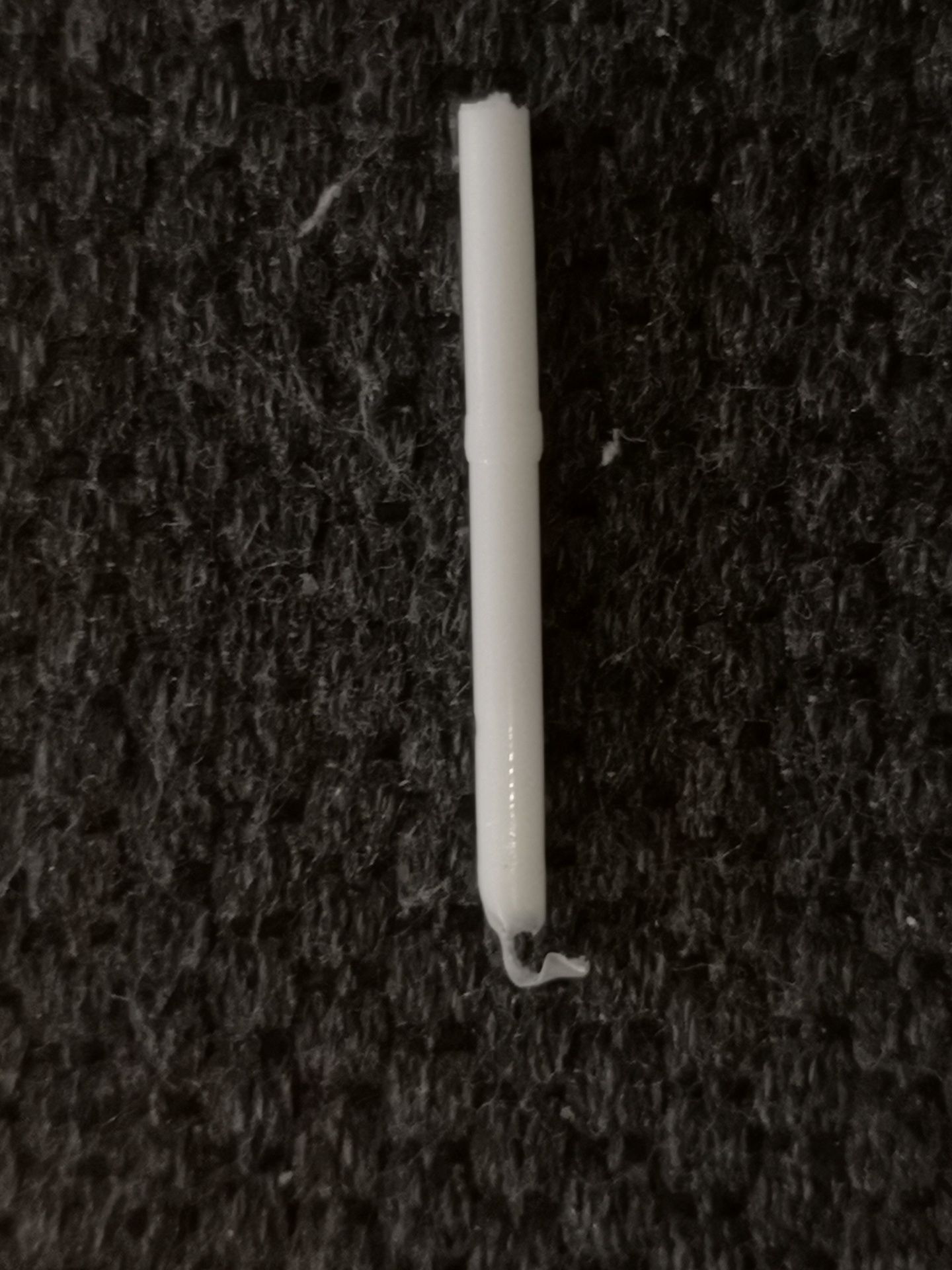
The diameter is 2mm on the picture, and this size is along the length of the dissipator of the e3dv6.
Before it's 1.71mm. -
@Veti yes
-
that bulge in the middle would certainly cause blocking. is there a gap between the bowden tube and the heatbrake?
that far up the plastic should not be melting. is your fan working and cooling the radiator enough? -
@Veti said in Loud sound while extruder is retracting:
that bulge in the middle would certainly cause blocking. is there a gap between the bowden tube and the heatbrake?
that far up the plastic should not be melting. is your fan working and cooling the radiator enough?Perhaps there is a gap, the bulge is 2.2mm and the fan is genuine, I have not checked the temperature
-
@pipersw said
I take a picture of the filament in the heatbreak.
@pipersw Very good picture. And yes, the e3dv6 is fine. As @Veti said, the bulge is the problem. Did you secure the bowden tube so that it can’t move under pressure? Maybe you should replace the tube, it might be worn-out after you have unmounted it several times.
However, a retraction setting of 2-3 mm should not cause the problem. Your photo hints into another direction: possibly, the tip of the nozzle is too cold? Depending on your PLA, 210 deg. should be fine, but what about the part-cooling fan if it’s cooling the nozzle instead of the filament?
After you are sure about the proper fit of the bowden tube, you should try to print without using the part cooling fan. If that doesn’t lead to a smooth extrusion, experiment with temperatures between 190 and 220 deg.
If all this doesn’t help, reduce the print speed in the slicer to 20-40 mm if you haven’t done so already. Good luck.
-
This post is deleted!