Wrong extrusion rate at several perimeters
-
Hello dear community, I have the following problem with one 3D printer with Duet Maestro (FW 2.04):
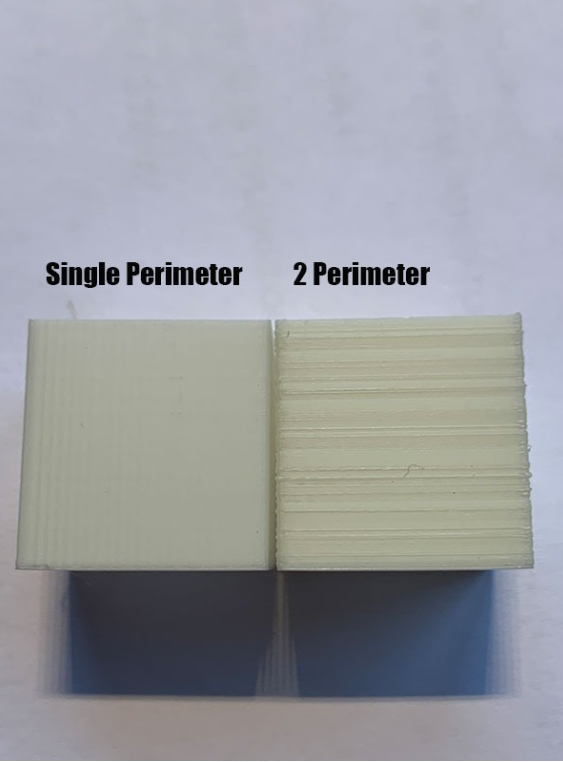
As soon as you print a test cube with 1 PErimeter, the surface looks good! -> wall thickness 0,4406mm!
As soon as you print 2 perimeters it looks like total overextrusion! See lower image. 1.083mm with 2 perimeters!
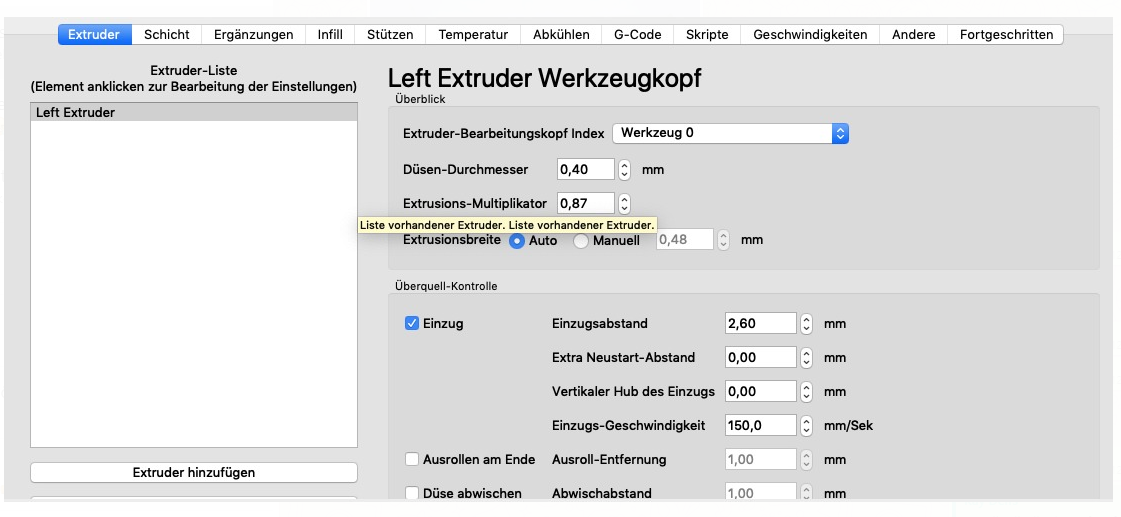
As soon as one prints the .gcode file on another printer (same printer type) everything runs wonderfully. Also, the config is eigtl. The filament diameter is also correct at the slicer (1.75mm)
Copied from other devices. Unfortunately, I do not know any more right now, maybe someone of you has an idea ...Thank you!
-
how does the 2 wall cube look without pressure advance enabled?
also your retraction speed of 150 is WAY to high. this should normaly be around 30-40mm/sec
-
Unfortunately, deactivating preasure advance didn't work either

are there any ideas?
-
Do you print inner or outer perimeters first? Either way, switch it around.