G29 on delta below bed
-
Hi,
I've been round and round web pages trying to figure out what to do. AC Predator Delta with Duet WiFi installed. I've managed most of the config, but really struggled with G32 and z=0 etc. Just managed it, but now the G29 always gives weird results way below the bed. Any suggestions?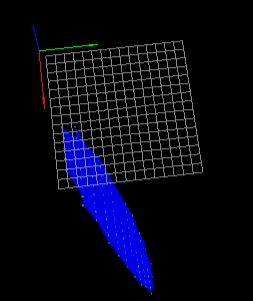
-
Please post your config.g and bed.g files.
Your height map looks odd, because for a delta it would normally be circular with the origin at the centre.
-
Hi, Thanks for having a look. I commented out all loading of the height map as I was having a lot of problems with it.
CONFIG.G
; Configuration file for Duet WiFi (firmware version 1.21)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2 on Tue Feb 26 2019 21:31:01 GMT+0000 (Greenwich Mean Time); General preferences
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M552 S1 ; connect to WiFi; Delta Settings
M665 L440 R227 H456.747 B185.0 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 A0.00 B0.00 ; Put your endstop adjustments here, or let auto calibration find them
;M665 L440.000:440.000:440.000 R227.123 H456.747 B185.0 X-0.079 Y0.344 Z0.000
;M666 X2.302 Y-1.669 Z-0.633 A0.00 B0.00
;M98 P"homedelta.g"; Network
M550 P"Anycubic Predator2" ; Set machine name
M551 P"" ; Set password
;M552 P0.0.0.0 S1 ; Enable network and acquire dynamic address via DHCP
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M569 P0 S0 ; Drive 0 goes forwards
M569 P1 S0 ; Drive 1 goes forwards
M569 P2 S0 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards HOT END
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X160.00 Y160.00 Z160.00 E835 ; Set steps per mm
M566 X1000 Y1000 Z1000 E1000 ; Set maximum instantaneous speed changes (mm/min)
M203 X12000.00 Y12000.00 Z12000.00 E10000 ; Set maximum speeds (mm/min)
M201 X3000.00 Y3000.00 Z3000.00 E3000.00 ; Set accelerations (mm/s^2)
M906 X1000.00 Y1000.00 Z1000.00 E1000.00 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Retraction
M207 S4.0 F5000 R-0.025 T2500 Z0.5 ; Firmware retraction; Axis Limits
M208 Z0 S1 ; Set minimum Z; Endstops
M574 X2 Y2 Z2 S1 ; Set active high endstops; Z-Probe
M558 P4 H5 F120 T6000 ; Set Z probe type to switch(P4) and the dive height + speeds
G31 P500 X0 Y0 Z17.639 ; Set Z probe trigger value, offset and trigger height
M557 R115 S20
;*******************G29 S1 ; Load the heightmap; Heaters
M307 H0 A137.8 C533.3 D1.5 V24.3 B0 ; Disable bang-bang mode for the bed heater and set PWM limit
M305 P0 T100000 B4300 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4300 C0 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S240 ; Set temperature limit for heater 1 to 240C; Fans
M106 P0 S0 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools for p0
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Automatic saving after power loss is not enabled
; Custom settings are not configured
M572 D0 S0.1 ; Pressure Advance
;M591 D0 P2 C4 S1 ; Activate filament sensor
M404 N1.75 ; Set for print monitor
M592 D0 A0.07772 B-0.00029 ; Nonlinear extrusion. Set parameters for extruder drive 0; Miscellaneous
T0 ;select tool 0 gary added
M501 ; Load saved parameters from non-volatile memoryCONFIG-OVERRIDE.G
; config-override.g file generated in response to M500 at 2019-12-29 11:02
; This is a system-generated file - do not edit
; Delta parameters
M665 L440.000:440.000:440.000 R227.575 H457.035 B185.0 X0.240 Y0.449 Z0.000
M666 X2.670 Y-1.750 Z-0.921 A0.00 B0.00
; Heater model parameters
M307 H0 A137.8 C533.3 D1.5 S1.00 V24.3 B0
M307 H1 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H2 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H3 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H4 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H5 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H6 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H7 A340.0 C140.0 D5.5 S1.00 V0.0 B0
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
G10 L2 P9 X0.00 Y0.00 Z0.00BED.G
; bed.g
; called to perform automatic delta calibration via G32
;
; generated by RepRapFirmware Configuration Tool v2 on Mon Apr 08 2019 07:52:58 GMT+0100 (British Summer Time)
M561 ; clear any bed transform
G28 ; home all towers
; Probe the bed at 6 peripheral and 6 halfway points, and perform 6-factor auto compensation
; Before running this, you should have set up your Z-probe trigger height to suit your build, in the G31 command in config.g.
G30 P0 X0.00 Y80.00 Z-99999 H0
G30 P1 X51.42 Y61.28 Z-99999 H0
G30 P2 X78.78 Y13.89 Z-99999 H0
G30 P3 X69.28 Y-40.00 Z-99999 H0
G30 P4 X27.36 Y-75.18 Z-99999 H0
G30 P5 X-27.36 Y-75.18 Z-99999 H0
G30 P6 X-69.28 Y-40.00 Z-99999 H0
G30 P7 X-78.78 Y13.89 Z-99999 H0
G30 P8 X-51.42 Y61.28 Z-99999 H0
G30 P9 X0.00 Y40.00 Z-99999 H0
G30 P10 X34.64 Y20.00 Z-99999 H0
G30 P11 X34.64 Y-20.00 Z-99999 H0
G30 P12 X0.00 Y-40.00 Z-99999 H0
G30 P13 X-34.64 Y-20.00 Z-99999 H0
G30 P14 X-34.64 Y20.00 Z-99999 H0
G30 P15 X0 Y0 Z-99999 S6; Use S-1 for measurements only, without calculations. Use S4 for endstop heights and Z-height only. Use S6 for full 6 factors
; If your Z probe has significantly different trigger heights depending on XY position, adjust the H parameters in the G30 commands accordingly. The value of each H parameter should be (trigger height at that XY position) - (trigger height at centre of bed)
;G29Thanks
Gary -
@Gary said in G29 on delta below bed:
G30 P15 X0 Y0 Z-99999 S6
try S7 to see if the rod length is correct.
then try S8 calibration to see of you have a significant tilt. -
Thanks will check out S7. I've put level on it and there's no significant tilt, but again I'll check it out.
-
I think dc42 is correct and there's something wrong with the delta "model" in my code. I was thinking of upgrading my other delta to Duet, but it does not seem as easy as it sounds.
-
from
https://forum.duet3d.com/topic/10724/autocalibration-problems-anycubic-predator-duet-wifi-2/2?_=1577642698773
; Delta configuration
M665 R227 L440 B185 H455 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them -
@Gary I have a predator running a duet if you still need a hand. Send me a PM if you do
-
Problem solved! This has taken months. I checked grub screws, belt teeth…. I had noticed that now and then the hot end juddered when moving to position, but not all the time. The person I bought the machine from had cable tied the hot end cable harness to 1 of the Z motor arms. It was hanging loose and tidied up the harness, as it does tend to flop about on my other machine.
When close to the bed (within 10mm) and only in specific positions it held the arm causing the belt to slip! Also G29 failed most of the time as the probe was not triggered due to the arm being held back. The judder now solved, G29 completes and bed leveling showing a decent graph.
Thanks for your help. (I have learned lots of G code and Duet wiring though)
Gary