Making an epoxy granite machine base
-
This thread spawned from me sharing a long simulation time on the Duet for a part that I plan to use in a mold.
Rationale
The idea of a behind an epoxy granite machine base came about half a year ago in two ways. One aspect is based on how the machine frame of my home brew delta printer is constructed. The three main towers are 30x150x1500mm aluminium extrusions, which are made with four hollow cavities in them. I suspect that these cavities act as good resonators as the frame audibly resonates at higher movement speeds. My idea was to fill these with something to remedy this. When exercising my googling skills, I stumbled on some (metal cutting) cnc forums, there the topic of epoxy granite machine bases gets passed around a lot it seems. Epoxy granite is supposed score excellent on stiffness as well as vibration damping abilities.
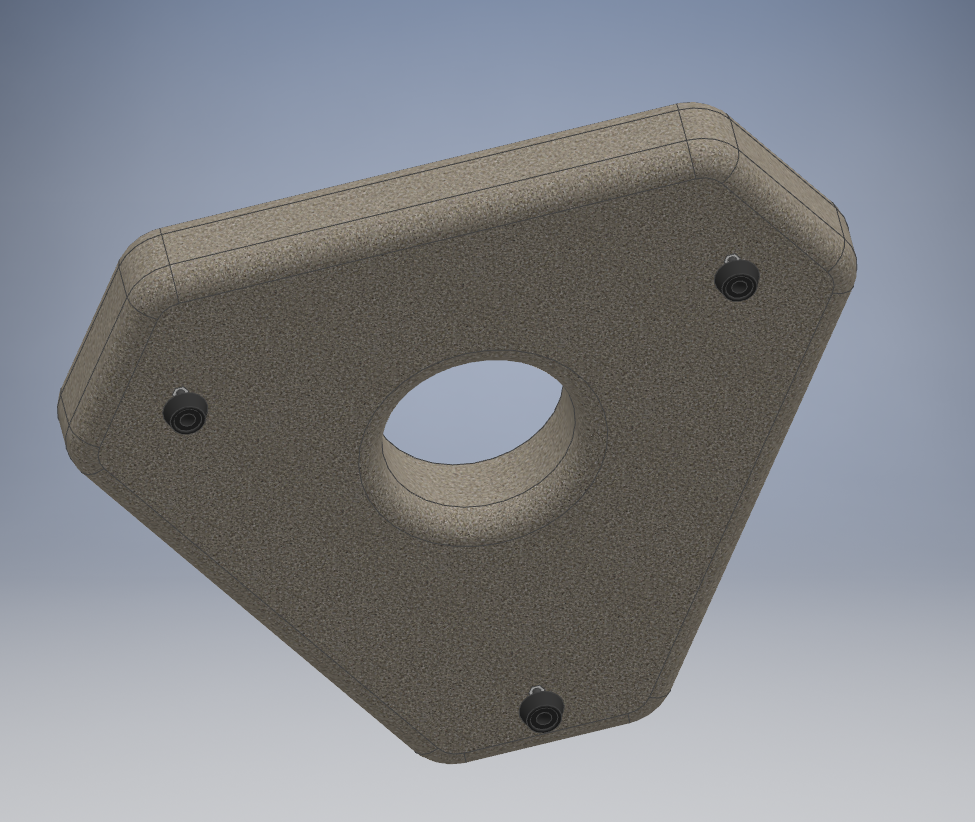
The second aspect is that at machine frame has 15 hex bolt heads at the bottom. I have printed some feet in Colorfabb nGen flex material to cover the bolt heads and protect the floor the machine is placed on. These feet do not offer much in terms of decoupling vibrations from the floor. This combined with the epoxy granite base idea lead me to not just filling the aluminium extrusions but adding a full on base at the bottom as well. The idea is to increase the weight of the printer frame, thus lowering the resonant frequency. In turn some proper machine leveling feet can decouple the vibrations from the floor.
Not unimportant to going with an epoxy granite base is that the idea started to intrigue me, and I kind of want to experiment with just for the fun of it.
Implementation
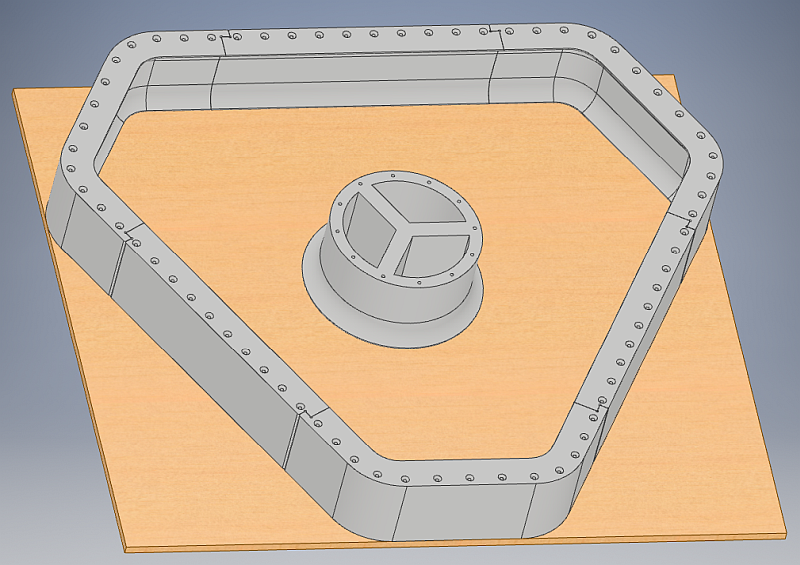
Having decided on filling the extrusion and adding a slab/base below the printer, I started designing how I wanted it to look and how I was going to mold it. One import factor is that I limited myself to a good 7kg of epoxy, the should leave me with about 35kg of epoxy granite mixture. This was chosen mainly to limit expenses, epoxy is not exactly cheap
") . Below a couple of pictures of 1) the entire machine, 2) just the machine base 3) the mold.
. Below a couple of pictures of 1) the entire machine, 2) just the machine base 3) the mold.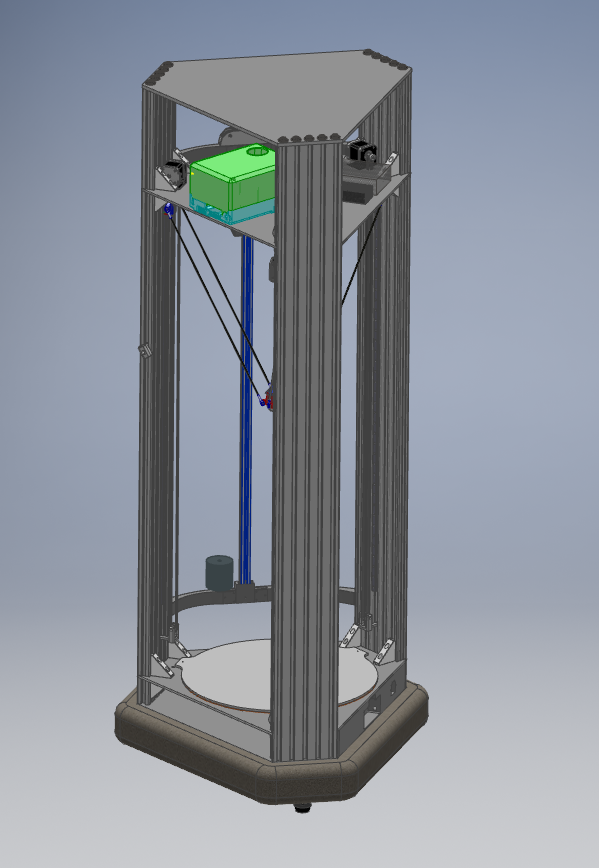
-
NSFW!
(and I'll keep an eye on this:) -
I used epoxy concrete to cast the gantry of my CNC machine. Idea was to cast on a flat surface so I had a fairly accurate plane to mount the linear rails. Did not work out that way, but hence the epoxy concrete.
I did one thing different from the standard processing: I used very little epoxy. Only 3% by weight. This mixture requires very thorough mixing to get the epoxy distributed well and the end result is like slightly moist sand. The biggest advantage (beside epoxy cost) is that it can be compacted by hammering instead of vibrating. Just like you would do when putting a few tiles in the garden.
All this worked out very well for me (I can mill mild steel at 4000mm/min feed rate..), and I would do it again like this next time.
Regarding filling the extrusions to deaden resonances: I would use regular sand for that. Less issues with thermal expansion differences and it is the friction between the grains that do the dampening.
-
@DaBit said in Making an epoxy granite machine base:
I used epoxy concrete to cast the gantry of my CNC machine. Idea was to cast on a flat surface so I had a fairly accurate plane to mount the linear rails. Did not work out that way, but hence the epoxy concrete.
I did one thing different from the standard processing: I used very little epoxy. Only 3% by weight. This mixture requires very thorough mixing to get the epoxy distributed well and the end result is like slightly moist sand. The biggest advantage (beside epoxy cost) is that it can be compacted by hammering instead of vibrating. Just like you would do when putting a few tiles in the garden.
All this worked out very well for me (I can mill mild steel at 4000mm/min feed rate..), and I would do it again like this next time.
Regarding filling the extrusions to deaden resonances: I would use regular sand for that. Less issues with thermal expansion differences and it is the friction between the grains that do the dampening.
I have never read some going as low as 3%, that is impressive. I plan on using a 20/80%(w) mix of epoxy and sand.
Regarding the extrusions, you are right, just sand might very well do the job. I will think about it and keep report in this thread what I end up doing.
-
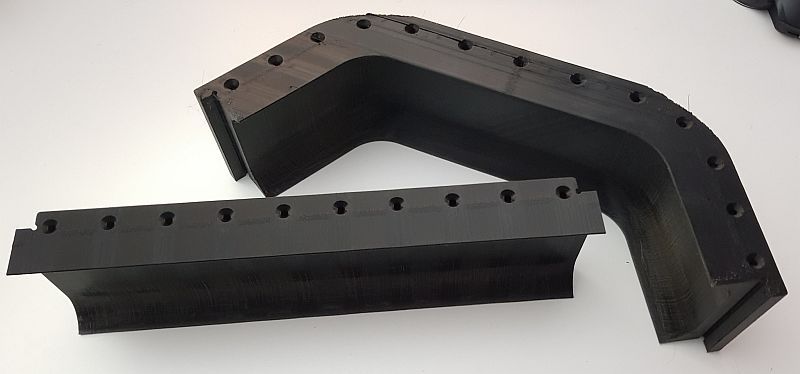
Here some more pictures of what I already have. The black prints are one corner and one edge of the mold. The surfaces on the outside are not necessarily pretty but the insides are actually quite smooth.
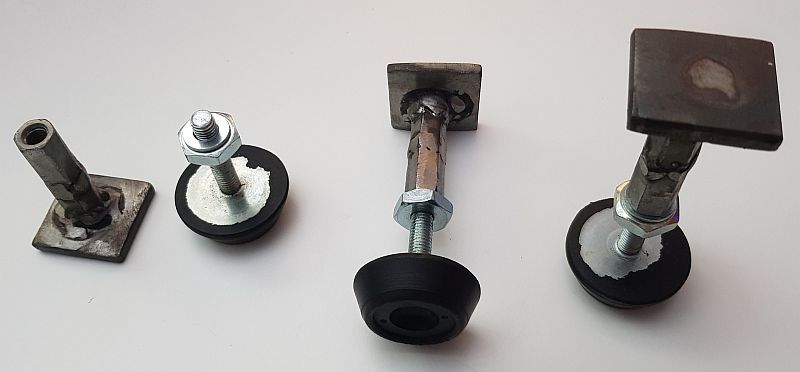
The other picture is of the three leveling feet, and more importantly of the M8 inserts I 'fabricated'. These inserts will be incorporated in the molding. "A grinder and paint makes me the welder I ain't".
-
@Nxt-1 said in Making an epoxy granite machine base:
I have never read some going as low as 3%, that is impressive. I plan on using a 20/80%(vol) mix of epoxy and sand.
I came up with the 3% by experimenting, and it was the mixture that I liked best. I was unable to vibrate or otherwise compact a muddy 8% w/w mixture (which is not that far off from your 20% v/v). The exact amount of expoy needed depends a lot on the stone mixture too.
I would consider using larger rock too; with sand only it becomes fairly fragile. Sieved and cleaned rock is easily available through aquarium supply stores. Might cost 15 euros for a 25kg bag, but oh well.
For the mixture: start with Fuller's curve and play around a bit by taking a 1 liter container, add coarse stuff, weight. Mix in the finer stuff until the volume starts increasing, weigh. Next finer sieve, weigh. Etcetera. That quicky converges to a maximum stone / minimum expensive epoxy mixture.Another thing: you need the sand/rocks to be clean and dry. Kiln fired stuff is the best. A bit of silane added to the epoxy helps as an adhesion promotor to the quartz with some moisture remaining in the silica. Silane can be had from a company doing epoxy floors. You need a few milliliters of it, so they will probably give it to you from an open container.
There is a very long topic on a Dutch forum about my machine. You might want to skim through it and use Translate when you find something of interest.
-
@DaBit said in Making an epoxy granite machine base:
I came up with the 3% by experimenting, and it was the mixture that I liked best. I was unable to vibrate or otherwise compact a muddy 8% w/w mixture (which is not that far off from your 20% v/v). The exact amount of expoy needed depends a lot on the stone mixture too.
I would consider using larger rock too; with sand only it becomes fairly fragile. Sieved and cleaned rock is easily available through aquarium supply stores. Might cost 15 euros for a 25kg bag, but oh well.
For the mixture: start with Fuller's curve and play around a bit by taking a 1 liter container, add coarse stuff, weight. Mix in the finer stuff until the volume starts increasing, weigh. Next finer sieve, weigh. Etcetera. That quicky converges to a maximum stone / minimum expensive epoxy mixture.There is a very long topic on a Dutch forum about my machine. You might want to skim through it and use Translate when you find something of interest.
I corrected my typo, the 20% is actually by weight. And as a Belgian guy, I will gladly read through that forum
-
I was thinking of lead shot mixed with epoxy, I worked for a composite company and we built High ebd audiophile Composite turntable base's and we used lead shot for extreme damping.
-
Wouldn't it be even more rigid if you cast the vertical frame members into the epoxy/granite?
-
@mrehorstdmd I think the minimum thickness would mean it would be quite thick (and heavy!) compared to just dampening the aluminium extrusion.
-
Very interesting, please post updates. My HEVO is on carpeted floor so I placed it on a MDF plate for stability but would like to go granite long term.
Found this on the RepRap site, may or may not be useful to you https://reprap.org/wiki/Epoxy_granite
-
You might ask around at places that sell/install granite countertops who does their cutting. If you then go visit that person, they will have lots of granite scrap. You can either buy it as-is dirt cheap, or have them cut it more to your exact dimensions and finish the edges, for a few more bucks.
-
@Danal over here you can buy tombstones dirt cheap if they are damaged, our "stonecutters" don't do any manufacturing for last few decades, they import ready-made tombstones from PRC and here they just engrave the names, pictures... so if the tombstone is damaged they sell it dirt cheap
-
We used to be able to get "expired" stones basically for free until the church realized it could be a gold mine to sell them for a price just a wee bit lower than a new stone after adding the cost of updating the engraving ... so it was cheaper to buy an import surface plate than a old tombstone. (And ultimately a lot less work than to get three and lap them flat:)
-
I never thought of tombstones. Just countertops.
Delta / Kossel printer fanatic
-
@smece said in Making an epoxy granite machine base:
.. they import ready-made tombstones from PRC and here they just engrave the names, pictures...
Subtractive tombstones are so old school.
-
@Danal said in Making an epoxy granite machine base:
I never thought of tombstones. Just countertops.
This gives a whole new meaning to the phrase "my printer just died"
-
Some time ago, I put an old printer on a wood-styrofoam-wood sandwich, which kinda worked, but I noticed that an old towel was also reducing vibrations well. Atm I just use furniture sliders..
I believe, this epoxy-concrete solution is overkill and I am sceptical about the benefit. The rubber dampeners only work if mass is (very) high and are known to resonate. My guess is that an old towel under the printer will vibrate less than the epoxy-solution.
-
Also, don't rule out regular concrete, the cement+water type. Many prefabs available, easy to cast in any desired shape if the desired shape is not available, and dirt cheap compared to epoxy concrete. 25 dollars/euros buys you a lot of concrete.
Very detailed shapes are possible with a bit of plasticizer and a finer aggregate mixture.The main disadvantage of cement-based concrete for machine tools is shrinking. After the standard 28 days most of the concrete has cured and most of the shrinkage has happened, but the concrete continues to shrink for decades. Not really an issue for a 3D printer though. But if I ever build myself a larger CNC lathe I better take that into account.
-
my family was making those countertops (artificial stone, it's some resin that comes in 50kg barrels and fillers that come in many different forms and sizes), it's cut with a regular tool (wood saw will go trough it no problem) nothing special about them but you cut openings for faucets etc .. there's no really "scrap" there as molds you use to make stuff are pretty good and efficient..
now, the huge granite/marble/heavy and hard base for milling I do understand (and use and...) but I'm not sure what would you get by using that as a base for printer ?! you need to stifen the printer as a whole, it can jump on the table it will not affect print quality if the printer is stiff ... the head "floats" above the print it's not like there's any force but inertia and that you won't solve with a heavy base ... if it's vibration/sound you are trying to solve, I keep all my printers on a special vibration dampening rubber feet made for washing machines and driers .. it reduce the sound a lot ... also filing the 4040 or 5050 profiles with sand reduces sound a lot (did not notice improvement on the print quality side) ... now, dunno how it all works for delta but I doubt it's much different