Delta Calibration Help
-
@samu_87 Almost certainly backlash/something loose causing your effector to tilt a little, combined with the offset probe. Most likely in you X or Y tower, as it shows when moving in the X axis.
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
can the belts be tensioned?
-
@droftarts Maybe the error is in the Z axis, because is the only axis that is firm when the effector move in X direction, so if is backslash for me is in the Z axis, right?
-
I update the firmware to the latest version, and I check all screws and belt...
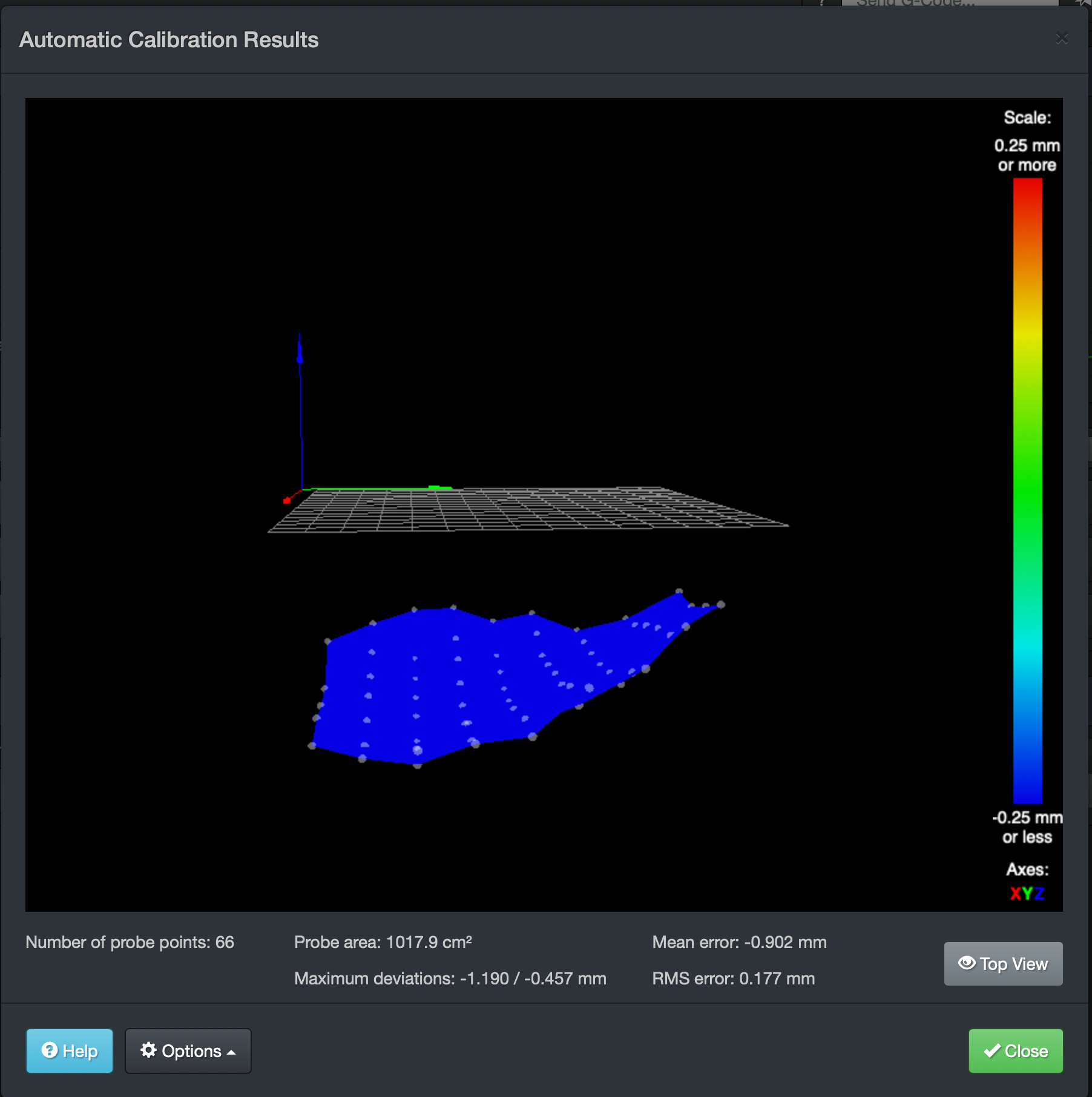
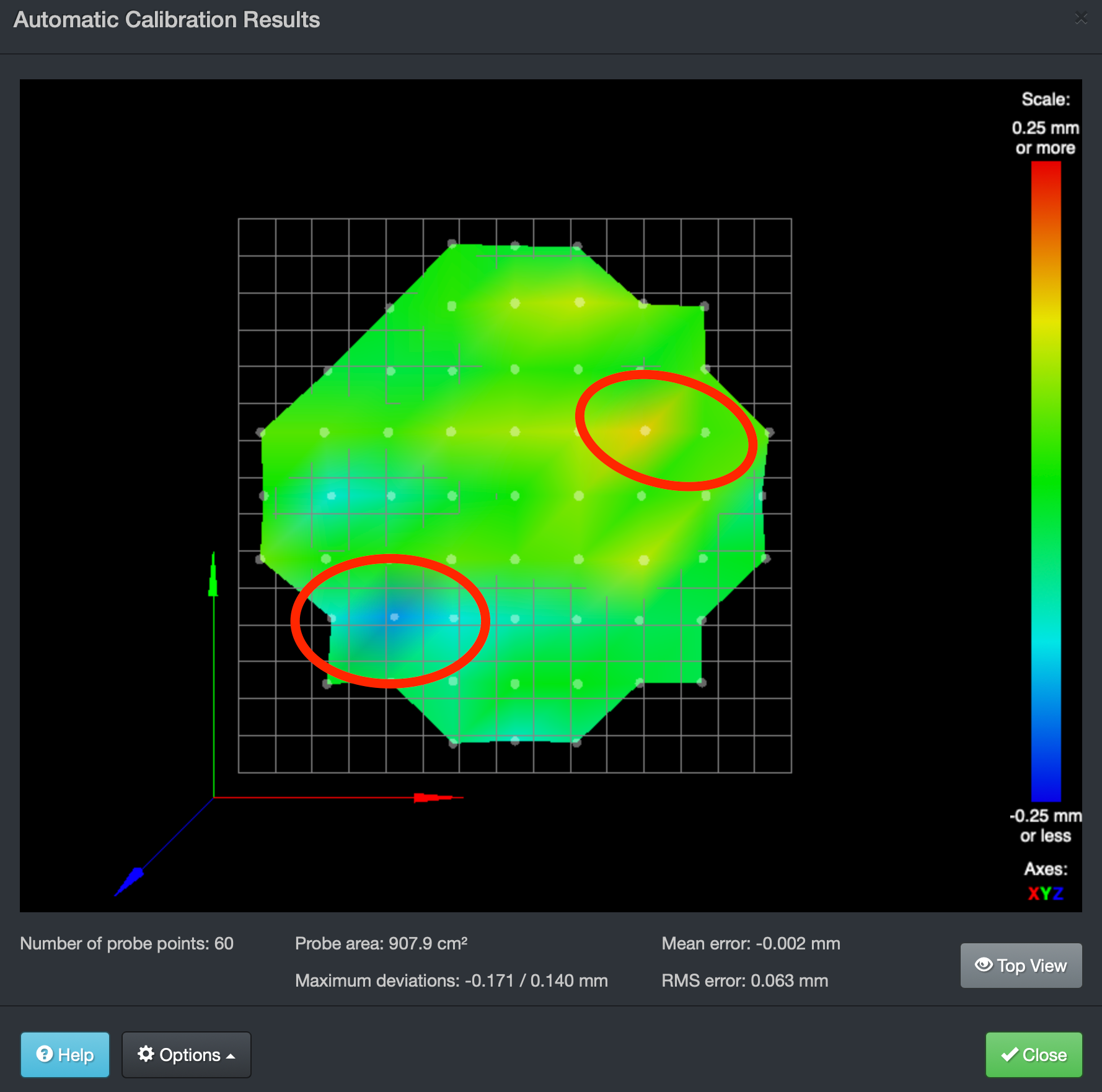
This is the result without Auto Calibration... I can't see the pattern like in the first pic..
So it can be the Auto Calibration that give me this issues?
Anyone have a method to calibrate the printer looking the bed??
Thanks!
-
Have you seen this? https://duet3d.dozuki.com/Wiki/Calibrating_a_delta_printer
-
@Phaedrux Yes thanks! but the strange effect in photo one?
Thanks!
-
The ripples in photo #1 indicate backlash.
-
I measure the back slash and is from about 0.02mm on each axis.
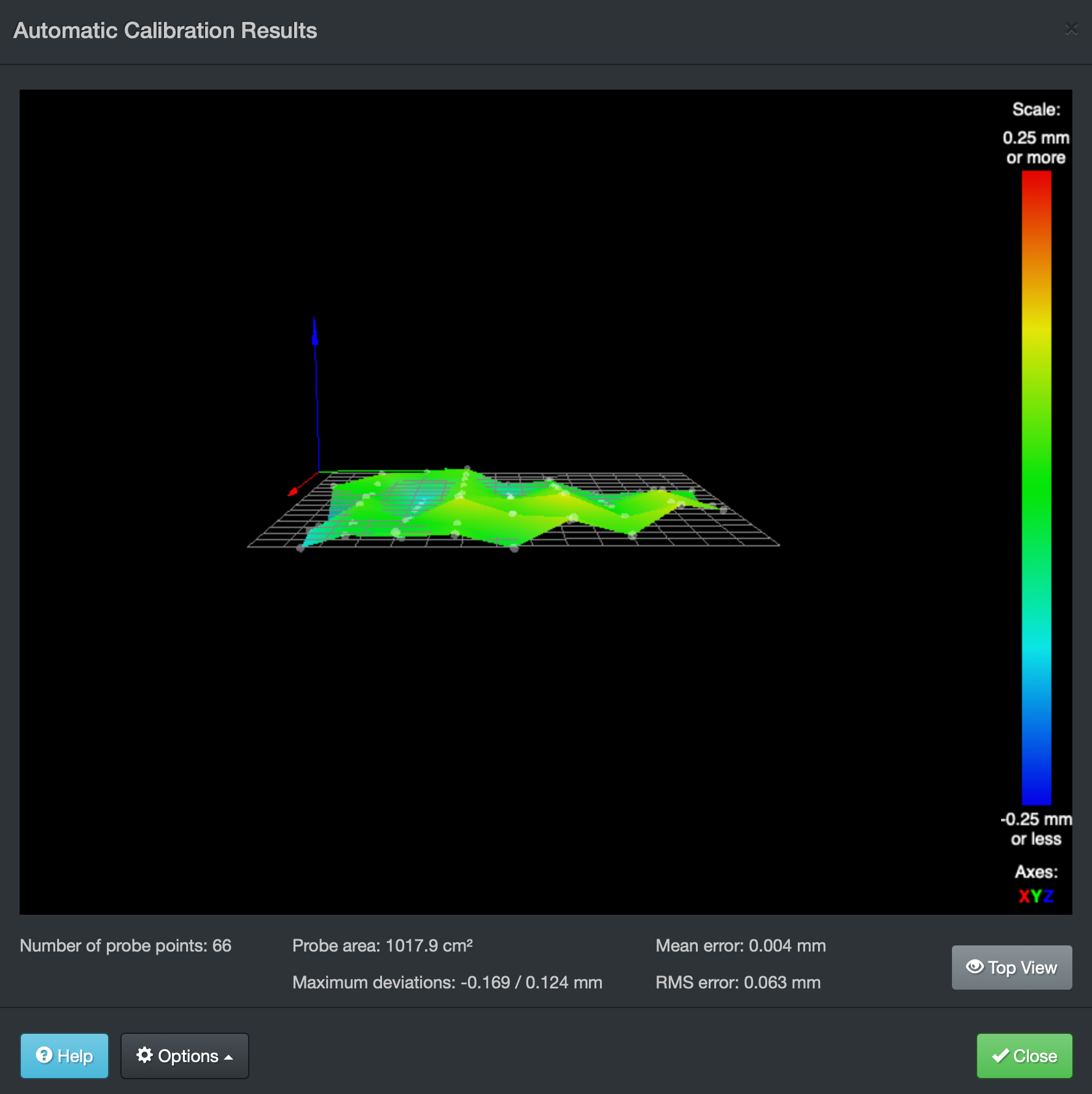
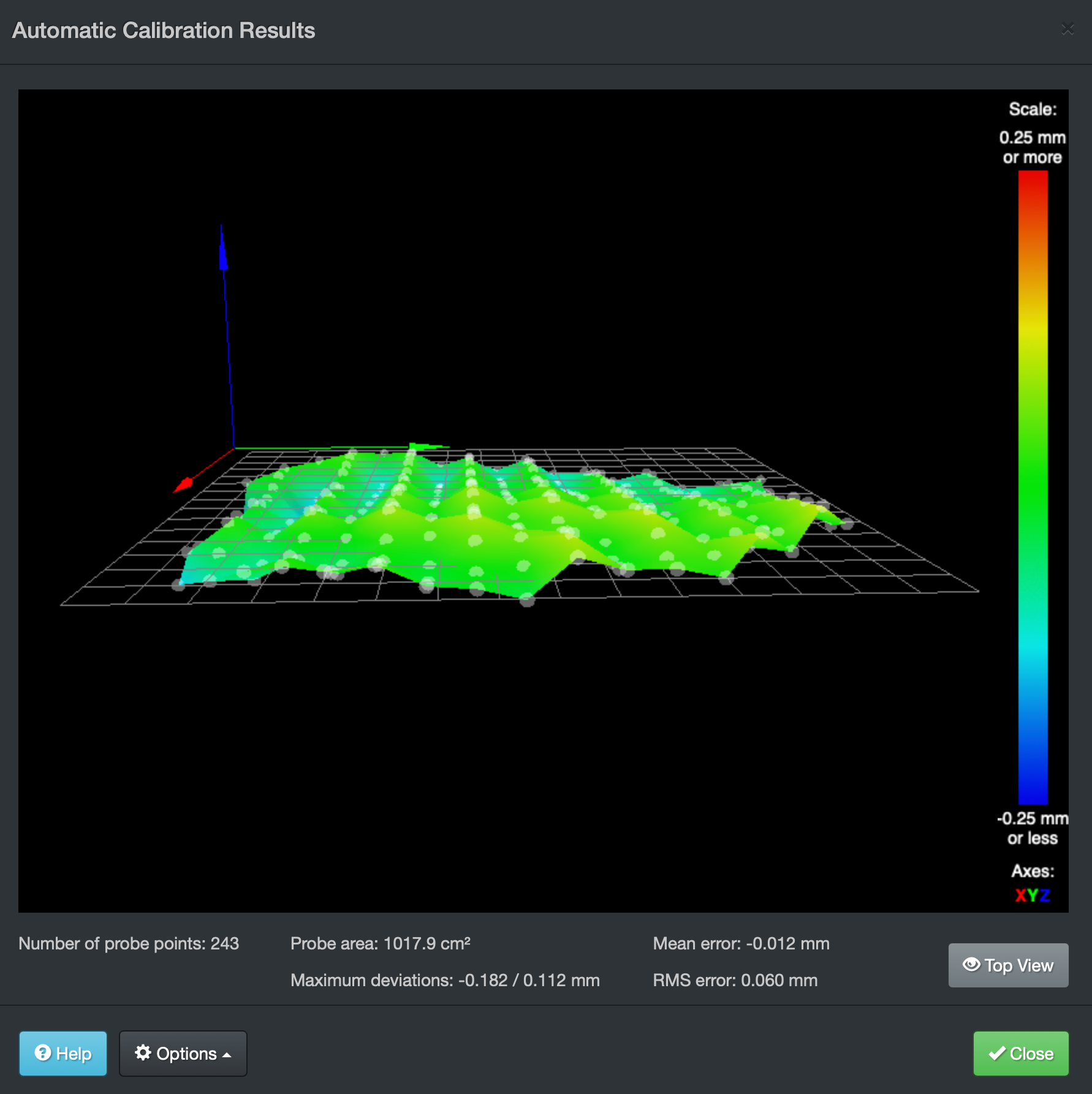
I made this 2 bed analysis one with double point of each other and the other parameter is equal.
So I can't say why one line is up from 0 and the other under... The only difference is that in line 0 the effector move from left to right and in line 1 from right to left etc...Any idea??
-
This is pretty common on deltas that use probes offset to the nozzle. The effector is tilting slightly when moving one direction versus the other which causes the BLTouch to be slightly higher or lower depending on which direction it's going.
This is why probes like the smart effector or piezo are preferable for delta printers.
-
I'm thinking effector tilt. Because your probe is offset from your nozzle, if your build isn't exactly perfect your effector may tilt slightly at different xy locations, and because the offset probe, this will impact the probe results. Highly recommend probing with the nozzle on deltas.
-
Ok Many thanks!! Now is more clear..
What can I check to minimize this error? Thanks! -
This post is deleted! -
@samu_87 said in Delta Calibration Help:
Ok Many thanks!! Now is more clear..
What can I check to minimize this error? Thanks!I guess that's where it comes down to build quality to limit effector tilt based on position. Normally I think auto calibration can correct for it, but the auto calibration is also affected by the tilt because it uses the probe. Catch 22. The best solution is to change the probe type to one that uses the nozzle. Other than that, go through the build and ensure it's as close to perfection as you can manage.
-
Maybe is my error, I have this for construction:
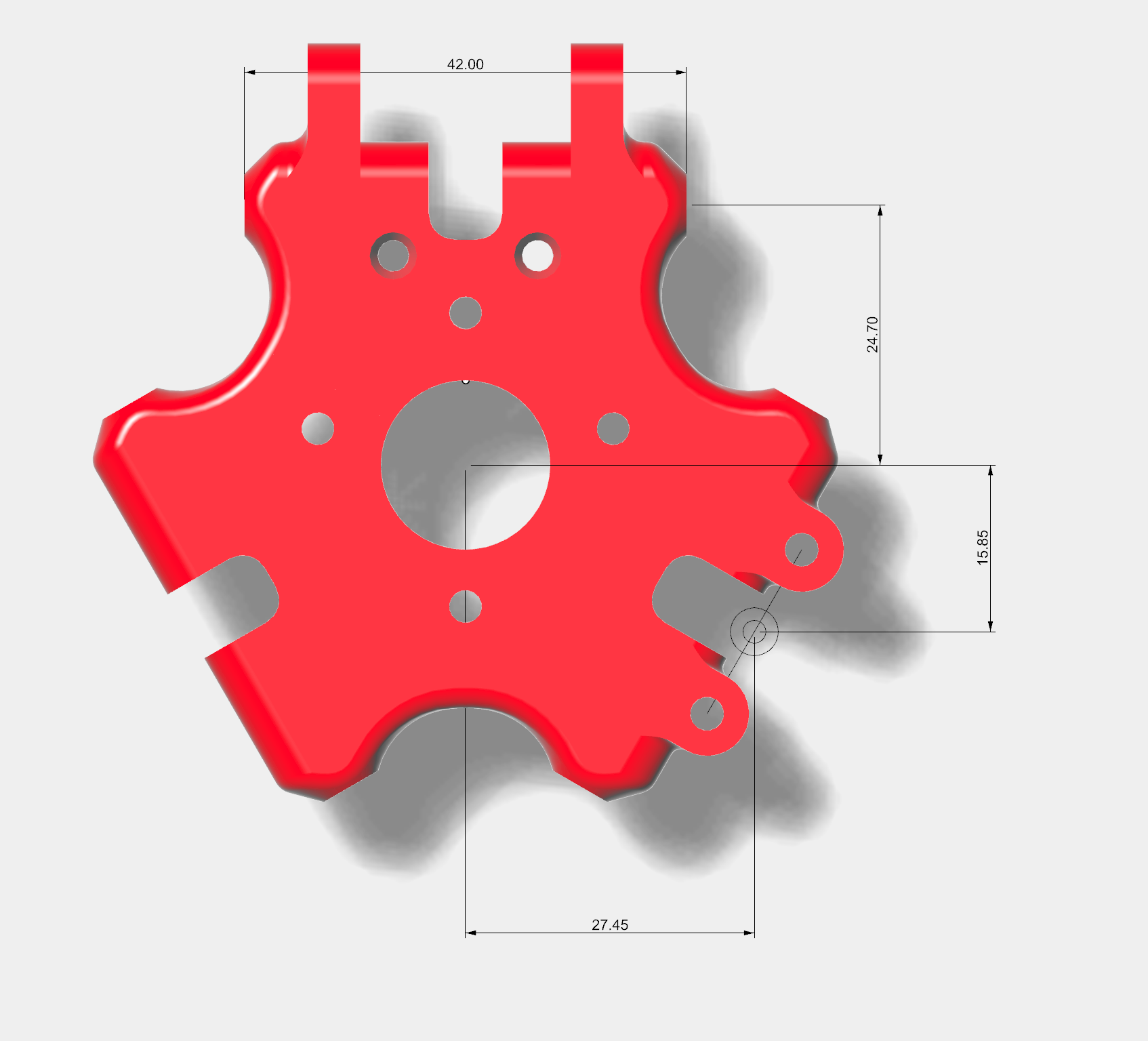
So I put the command G31 P500 X27.45 Y-15.85 Z 2.144 for BLTouch..
BUT when I go to calculate the point to probe here:
http://www.escher3d.com/pages/wizards/wizardbed.php
I must put the same probe offset?
If I put the same probe offset I think that the probe point are shifted on the left..I thing that this 2 areas are problem to compute the data...
-
You can use H offsets in your bed.g for each probe point to account for the tilt when probing.
-
@clearlynotstef said in Delta Calibration Help:
You can use H offsets in your bed.g for each probe point to account for the tilt when probing.
Okay and how can I set the H parameter? How can I measure?
-
https://duet3d.dozuki.com/Wiki/Gcode#Section_G30_Single_Z_Probe
The optional H parameter is a height correction for that probe point. It allows for the Z probe having a trigger height that varies with XY position. The nominal trigger height of the Z probe (e.g. at bed centre) is declared in the Z parameter of the G31 command in the config.g file. When you probe using G30 and the probe triggers, the firmware will assume that the nozzle is at the nominal trigger height plus the value you have in the H parameter.
https://duet3d.dozuki.com/Wiki/Calibrating_a_delta_printer#Section_Setting_up_the_bed_g_file
Adding trigger height corrections to the bed.g file
You may wish to omit this section for first-time calibration and return to it later.Ideally, your Z probe will have exactly the same trigger height at each probe point. In practice it may not:
If your Z probe is displaced from the nozzle, small amounts of effector tilt will change the relative heights of the Z probe and the nozzle, which changes the effective trigger height
If you are using sensors in the bed mounts, the force required to activate the sensors may vary depending on whether you are probing close to one of them
We recommend that you measure the trigger height at several of your probe points. If you determine that the trigger height is the same at all positions, that's excellent. If it isn't, then for accurate calibration results you should measure the trigger height at every probe point and add trigger height corrections to bed.g.To measure the trigger height see "measuring the trigger height section above", repeat for the other XY positions you want to check
Use the trigger height at the centre of the bed as the reference, and put that value in the Z parameter of your G31 command in config.g. For each of the G31 commands in bed.g except for the one at that centre point, add parameter Hxxx where xxx = (trigger height at that point) - (trigger height at centre point).
-
@Phaedrux Yes but if I measure this with BLTouch and update H values in Bed.g when I run the AutoCalibration for Delta printer I fond that the algorithm do nothin...?
Thats right?
-
@samu_87 said in Delta Calibration Help:
@Phaedrux Yes but if I measure this with BLTouch and update H values in Bed.g when I run the AutoCalibration for Delta printer I fond that the algorithm do nothin...?
Thats right?
Sorry but I'm not a delta user so my understanding of how it's supposed to go is pretty limited.
Can you post an example of what you changed?
-
Delta Auto Calibration is the function to calibrate the delta parameters M665 and M666 I do not read the full algorithm but I think that all the calculation is base from the different hight of the probing points, so if I set the H parameter the algorithm can't work I think..
Maybe @dc42 can help...