Cura not hitting desired speeds
-
I have a problem with cura I have the print speed set to 60 mm/s and the max I see is 10 mm/s. What am I doing wrong, I have the config.g as follows. This doesn't happen if I use simplified3d but I would also like the option to use Cura to see which slicer produces better prints.
; Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Tue Mar 31 2020 12:15:10 GMT+0200 (Central European Summer Time); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"My Printer" ; set printer name; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S0 ; physical drive 2 goes backwards
M569 P3 S1 ; physical drive 3 goes forwards
M569 P4 S0 ; physical drive 4 goes backwards
M584 X0 Y1 Z2 E3:4 ; set drive mapping
M350 X16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z800.00 E415.00:415.00 ; set steps per mm
M566 X900.00 Y900.00 Z180.00 E120.00:120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z1200.00 E1200.00:1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z100.00 E250.00:250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z900 E600:600 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X15 Y15 Z0 S1 ; set axis minima
M208 X335 Y335 Z400 S0 ; set axis maxima; Endstops
M574 X1 Y1 S1 ; set active high endstops
M574 Z1 S2 ; set endstops controlled by probe; Z-Probe
M307 H3 A-1 C-1 D-1 ; disable heater on PWM channel for BLTouch
M558 P9 H5 F300 T6000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X-7.5 Y22.64 Z0.725 ; set Z probe trigger value, offset and trigger height
M557 X15:335 Y25:335 S40 ; define mesh grid; Heaters
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M305 P0 T100000 B3950 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M305 P1 T500000 B4723 C1.196220e-7 R4700 ; set thermistor + ADC parameters for heater 1
M143 H1 S400 ; set temperature limit for heater 1 to 400C
M305 P2 T500000 B4723 C1.196220e-7 R4700 ; set thermistor + ADC parameters for heater 2
M143 H2 S400 ; set temperature limit for heater 2 to 400C; Fans
M106 P0 S0 I0 F20 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1:0 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S1 I0 F500 H2:0 T45 ; set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 S"Extruder 0" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
M563 P1 S"Extruder 1" D1 H2 F0 ; define tool 1
G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets
G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
T0 ; select first tool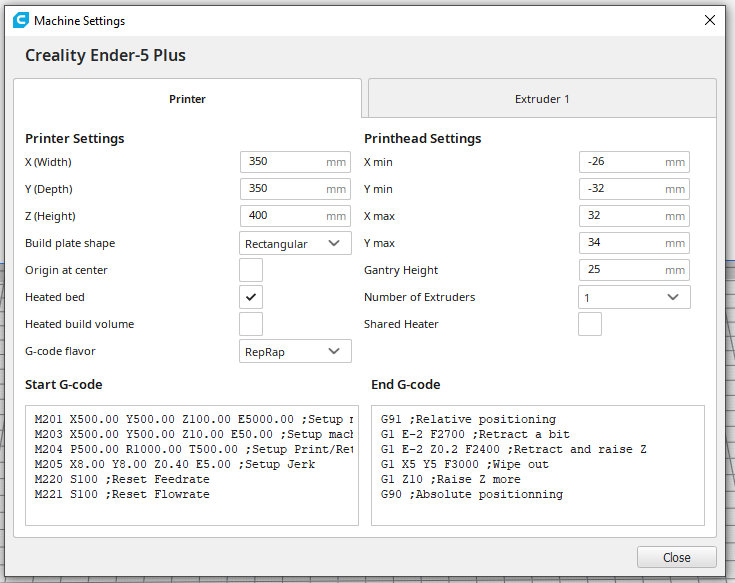
-
@nightmare90gt In your start gcode you have the maximum feedrate (M203) set at 500 for X and Y but M203 is in mm/minute. So 500/60 = 8.333mm/sec.
-
is there a way to change it to mm/sec or do I just need to adjust the values?
-
adjust the values, or the settings in the print/filament profile, instead of hardcoding it for every print.
-
It's bad practice for slicers to generate M201 or M203 commands, or to use them in your start GCode. All slicers have lots of way of setting desired speeds, and they can use M204 to change accelerations if they want to use lower values than the maximum.
-
@nightmare90gt To expand on what @dc42 has just said, you set the maximum speed in config.g, presumably because you know what your machine is capable of, so why allow the slicer to override that? What is particularly bad about having such commands in the slicer, is that they will persist until the firmware receives another M203 command. That is to say, if you print something that has an M203 value in the slicer start gcode, and then print a second object without cycling the power or otherwise forcing config.g to be read again, that second object will be limited by the speed set in the slicer for the first object.