Z probe offset - off edge of bed...
-
Hi,
I'm wiring a duet2 wifi up to an X5SAAll sensors and probes now seem to be working (though I think I killed one PWN fan channel...luckily I only need two!)
However, when the print head is at X=0, Y=0, the Z probe is off the side of the bed - which means when I do a home, the Z probe never detects
Does anyone know the appropriate gcode to tell the Z probe to home with an offset of say Z=50, Y=50?
M558 P5 X50 Y50 F500 T5000 H3
But this doesn't seem to have any effect...
-
@dbrb2 Needs to be done from your G31 IIRC
HTH
Paul -
I had tried some G31 variations
The duet uses the offset here to set the X and Y position when the endstops are hit - but in my case this puts the Z sensor off the edge of the board - so after homing X and Y it will need to move in bot h X and Y before homing Z...
-
OK, I home Z in the middle of the bed. I have an Ender3 Pro and a Hangtight Titan Aero mount, so my Y is off the bed.
My homez.g; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v2.1.6 on Mon Jan 13 2020 17:26:38 GMT+0000 (Greenwich Mean Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G90 ; absolute positioning G1 X122 Y122 F6000 ; go to first probe point G30 ; home Z by probing the bedLet get you homing Z first.
Please post your config.g just so we know if you are using RRF2 or 3
And a M115, pleaseRegards,
Paul.
-
Ah - some progress:
I updated my homez.g to be similar to yours above, and can now home the Z fine - though I do get the following error:
M280: Invalid servo index 3 in M280 command
"Home All" though still crashes the z into the bed. I haven't yet worked out the relationship between the homez.g, homey.g, homez.g, and homeall - It doesn't look like "homeall.g" simply calls he first three in sequence....
My config.g for z probe is:
; Z-Probe M558 P5 I1 H5 F120 T6000 ; set Z probe type to inductive and the dive height + speeds G31 P500 X50 Y50 Z5.0 ; set Z probe trigger value, offset and trigger height M557 X15:290 Y15:290 S20 ; define mesh gridAnd M115 gives me:
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 2.05.1 ELECTRONICS: Duet WiFi 1.02 or later FIRMWARE_DATE: 2020-02-09b1 -
@dbrb2 Please post your config.g and you homez.g
Bits of config.g does not help us")
What probe do you have, BL Touch or something else?
Regards,
Paul.
-
It's an NPN inductive probe. It seems to trigger OK at present when I use "z home" - but "home all axis" causes dthe probe to crash into the bed when it gets to Z - so "home all" doesn't seem to make use of the "homez" gcode....
; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2.1.8 on Thu Apr 23 2020 19:55:13 GMT+0100 (British Summer Time) ; General preferences G90 ; send absolute coordinates... G21 ; use mm M83 ; ...but relative extruder moves M550 P"TronXY X5SA" ; set printer name M669 K1 ; select CoreXY mode ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S0 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z1200.00 E420.00 ; set steps per mm M566 X900.00 Y900.00 Z12.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X00 Y00 Z0 S1 ; set axis minima M208 X310 Y310 Z380 S0 ; set axis maxima ; Endstops M574 X1 Y1 S0 ; set active low endstops M574 Z1 S2 ; set endstops controlled by probe ; Filament Run Out Sensor M591 D0 P1 C4 S1 ; Filament runout Sensor for Extruder E0 on E1 Endstop input P1 = signal HIGH. ; Z-Probe M558 P5 I1 H5 F120 T6000 ; set Z probe type to inductive and the dive height + speeds G31 P500 X20 Y20 Z5.0 ; set Z probe trigger value, offset and trigger height M557 X15:290 Y15:290 S20 ; define mesh grid ; Heaters M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M305 P1 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 1 M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M106 P2 S0 I0 F500 H-1 ; set fan 2 as part cooling fan M106 P0 T45 S0.7 H1 ; set fan 0 as our hotend fan ; Tools M563 P0 D0 H1 F2 ; define tool 0 uses part cooling fan 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined -
Have you seen this guide?
https://duet3d.dozuki.com/Wiki/Connecting_a_Z_probePlease post homeall.g and homez.g
We will get there!
P.
-
I think I am getting there - a "home z" now works, as does a "auto bed level compensation"
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Thu Apr 23 2020 19:55:13 GMT+0100 (British Summer Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X50 Y50 F6000 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position;G90 ; absolute positioning
However, a "homeall" complains that I have homes insufficient axis (even if run just after a sucesful home X and Y)
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v2.1.8 on Thu Apr 23 2020 19:55:13 GMT+0100 (British Summer Time) G91 ; relative positioning G1 H1 X-335 Y-335 ; move quickly to X or Y endstop and stop there (first pass) G1 X5 Z5 F6000 ; go back a few mm G1 H1 X-335 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y-335 F360 ; move slowly to Y axis endstop once more (second pass) G1 X50 Y50 ; Move z probe over bed G1 H1 Z-405 ; then move slowly to Z axis endstop G1 H1 Z5 F6000 ; lift Z relative to current position G1 H1 Z-335 F1800 ; move Z down stopping at the endstop G90 ; absolute positioningIn addition, the M280 z probe error still occurs - but from what I had seen of the guide you suggested, I had set the probe up as a type 5, which I think is correct....
-
@dbrb2 as long as the individual homing buttons work, ie homex y and z, you should be able to use this.
Rename homeall.g to OLDhomeall.g
Create a new homeall.g and put the following lines in it.
M98 P"homex.g" M98 P"homey.g" M98 P"homez.g"Regards,
Paul
-
@PaulHew Cheers - I'll give it a go first thing in the morning
-
Thanks - that worked
And the M280 issue is also resolved - I had a deploy and retract probe file, but the inductive probe is always in place - so this was referring to a servo that did not exist
Cheers!
-
@dbrb2 Pleasure, That is what the forum is for!
Regards,
Paul -
@PaulHew thanks
Mechanically and electrically all now works. Something I suspect though is wrong in my config still. My 20mmcalibration cube gets this far: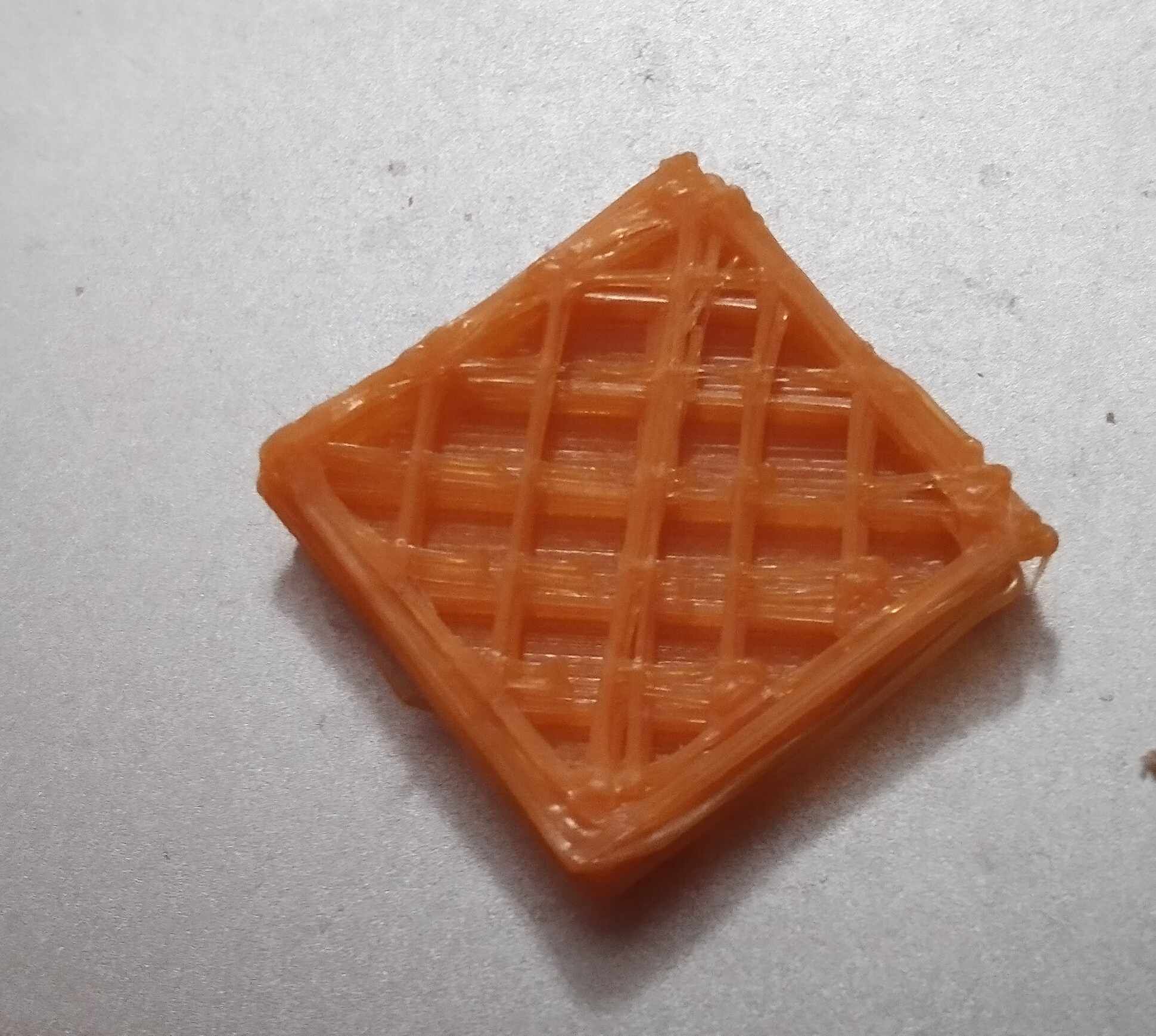
Which doesn't look great, before reliably lifting from the bed entirely. I have set Z quite a few times, and checked the bed temperature. This isn't a problem I had with the old stock board, so I suspect the issue is with my config....perhaps something to do with my extruder settings:
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165
I'll double check them. Will get there though...try again tomorrow!