Mesh Bed Compensation not compensating?
-
I recently had a similar issue and the problem was that the z screw was turning but the nozzle was not moving accordingly.
-
Check if your Z leadscrews are turning when moving the nozzle from left to right (using gcode. Not by hand)
-
if the screws are turning check if there is any slop in the system. If possible measure how much the nozzle moves up and down
If the z screws are not turning it I would suspect a problem with the probing itself
-
-
I did a complete frame rebuild today which improved things but it’s still not perfect level. There are parts on the bed which are good and parts which aren’t.
I’d say the inaccuracy between perfect layer and what the BLTouch measures at some spots is around 0.020mm to 0.025mm.I suspect the BLTouch measuring error comes from the fact that it is mounted too far away from the nozzle. The Y offset is -12mm from nozzle and the mount I’m using atm has even higher offset from Y.
Thereby every small inconsistency in printed parts gets magnified by the position from the BLTouch, it’s like a lever.My extruder has a slot for the Prusa PINDA Mount which merely has an offset of 2mm on the y axis.
I’ll try to configure it today and see if that helps.
I never did so because only RRF 3 supports the probe’s thermistor. -
Do give you guys an update and also for someone who might have the same issue:
Installing the probe (in my case PINDA 2) with almost no Y offset solved my probing problem.
My guess ist that any small difference (parts, rods, frame) gets amplified by the probe when the location has a big Y offset to the nozzle.I also do not recommend using "True Bed Leveling" with a cartesian printer. This could tilt the X axis which does also add an angle to the nozzle and probe. I level my X axis (tilt) by running into the Z endstops.
New working height map (almost perfect first layer)
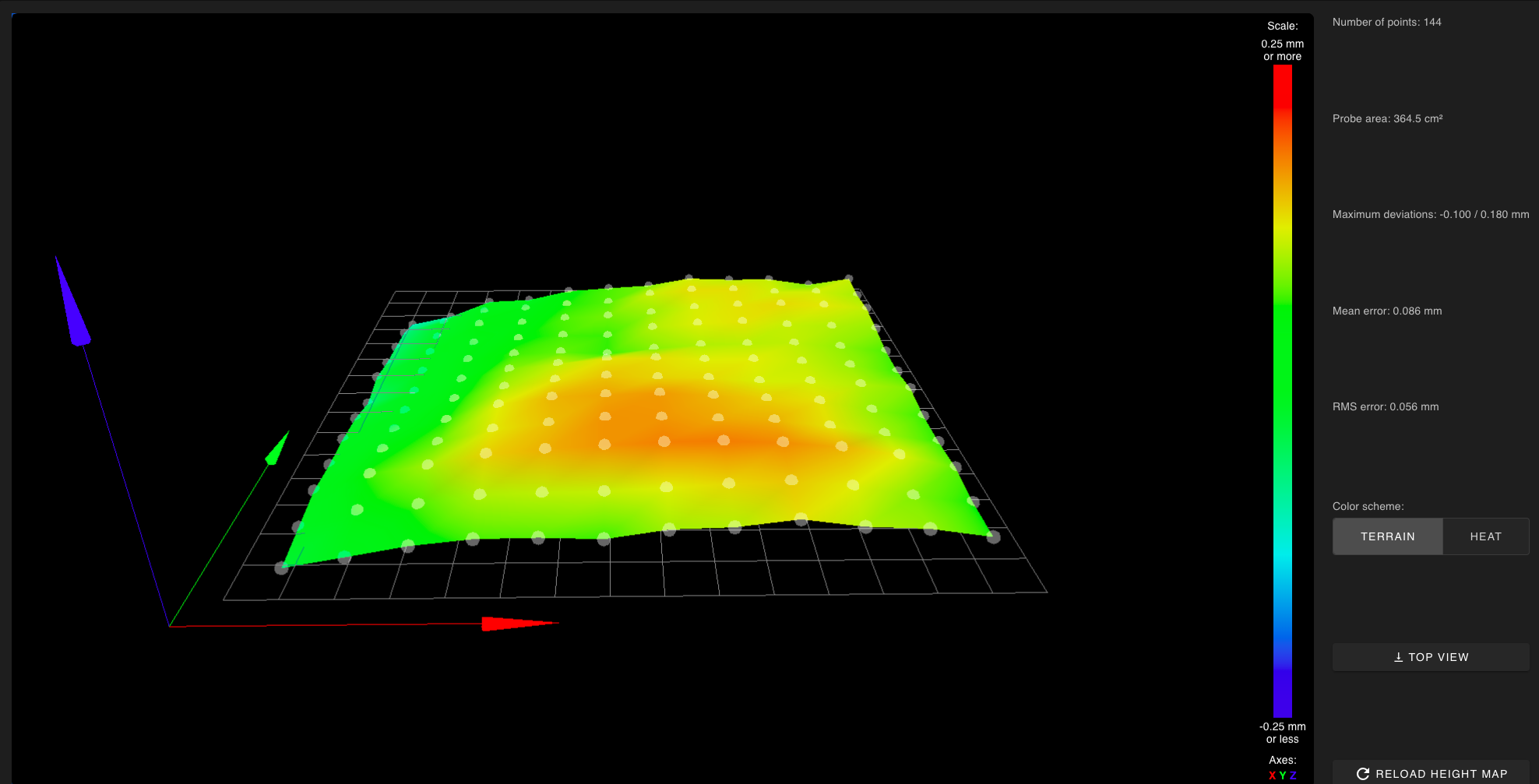
Z = 0 reference point is X10 / Y10.
And if anyone is interested in how in configured my PINDA:
; Z-Probe PINDA
M574 Z1 S2 ; Set endstops controlled by probe
M558 P5 C"^zprobe.in" I1 H0.9 F1000 T6000 A20 S0.005 ; PINDA
G31 P1000 X23 Y5 Z1.025 ; PEI Sheet Offset
;G31 P1000 X23 Y5 Z1.325 ; Textured Sheet Offset
M557 X24:221 Y10:195 P12 ; Define mesh gridThe probing is quite fast but the accuracy is quite good as the probe rarely needs more than 2 probes per point.
Next I need to figure out how to use the temperature compensation with the G31 command. -
-
Yes they are but not the overall Z offest because of the rising temperature of the probe.
-
@Argo said in Mesh Bed Compensation not compensating?:
Yes they are but not the overall Z offest because of the rising temperature of the probe.
Motivated by your posts I began testing if mesh compensation was having the expected benefits and the results have been surprising.
I've used both of my printers to print many functional parts (as opposed to decorative) but the largest of them are under 50 x 50 (mm).
I created some simple test models to try printing using the entire 150 x 100 area.
I probed the bed using a 20 x 20 grid.
The height map wasn't that bad (max deviations -0.056/+0.086, mean 0.008, RMS 0.031) although there are things I can do to improve that.
Yet even with mesh compensation enabled I did not get good bed adhesion in all areas. It was inadequate to complete the print.
I expected better results.
More testing to be done and adjustments to be made.
Frederick
-
This is exactly what I has having a while back.
My IR probe was having issues reading my printed glass bed and I switched to a regular glass. Now it is much better but because it is much flatter.
My bed has a slight lower in the upper left corner and I print nothing there as it won't stick because it is too far from nozzle (0.2mm difference)
i have this line in config-override.g that helped too:
M376 H10 ; Set bed compensation Taper