Smart effector first layer issues
-
M672 not sure it works ? see what it says
-
M98 P"0:/macros/repeat probe test"
G32 bed probe heights: -1.875 -1.863 -1.863 -1.863 -1.863 -1.875 -1.863 -1.875 -1.875 -1.875, mean -1.869, deviation from mean 0.006 -
-
During the delta calibration and mesh it goes much more gentle still, should that tap at the same speed?
-
Print with or without mesh?
-
Thats normal probe tests are F3000 your G31 F1200
So probe offset then G29 new height map sorry
-
@Carlo
print with G29 S1 -
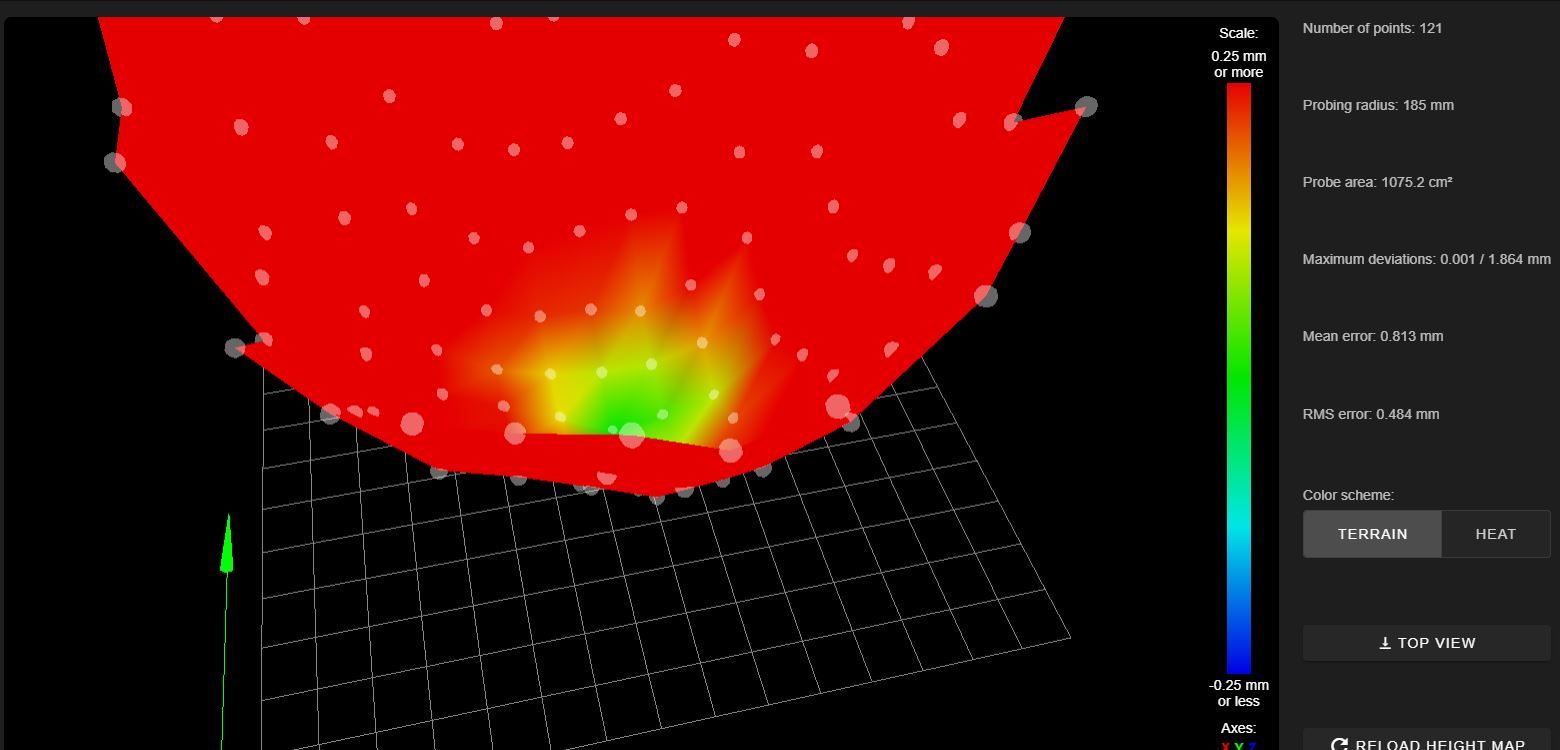
The new height map, I did not do a delta calibration, and the first layer did fail
-
Thanks a lot for the help so far, hopefully we will get there. I have to get going a little but, just keep posting, but I will try it later tonight or tomorrow. Thanks a lot!!
-
Wow explosive!
; Heat bed to 60C & nozzle to 130C
M104 S130 T0
M190 S60 T0
M109 S130 T0
M106 P2 S0
G31 P100 X0 Y0 Z0 ; Reset Z trigger height to 0mm
M290 R0 S0 ; Reset babystepping
G29 S2 ; Clear bed mesh
G28 ; Home the effector
G1 X0 Y0 Z20 F1200 ; Move close to the bed
G30 ; Probe to find a rough Z 0mmG1 X0 Y0 Z1 F1200 ; Move the nozzle to Z 1mm slowly
G92 Z3.0 ; Set the Z height to 3mm, allowing moves below 0
M291 P"Lower the nozzle to until it touches a 0.10mm shim. Click to continue." S2 Z1
G92 Z0 ; Define this point as 0mm
G1 X0 Y0 Z20 ; Move the probe to Z 20mm
G30 S-3 ; Probe and set the trigger height
G1 Z20 ; Raise Z to 20mmTry that then G29 dont run calibration
-
We will get there I had weeks of this!
-
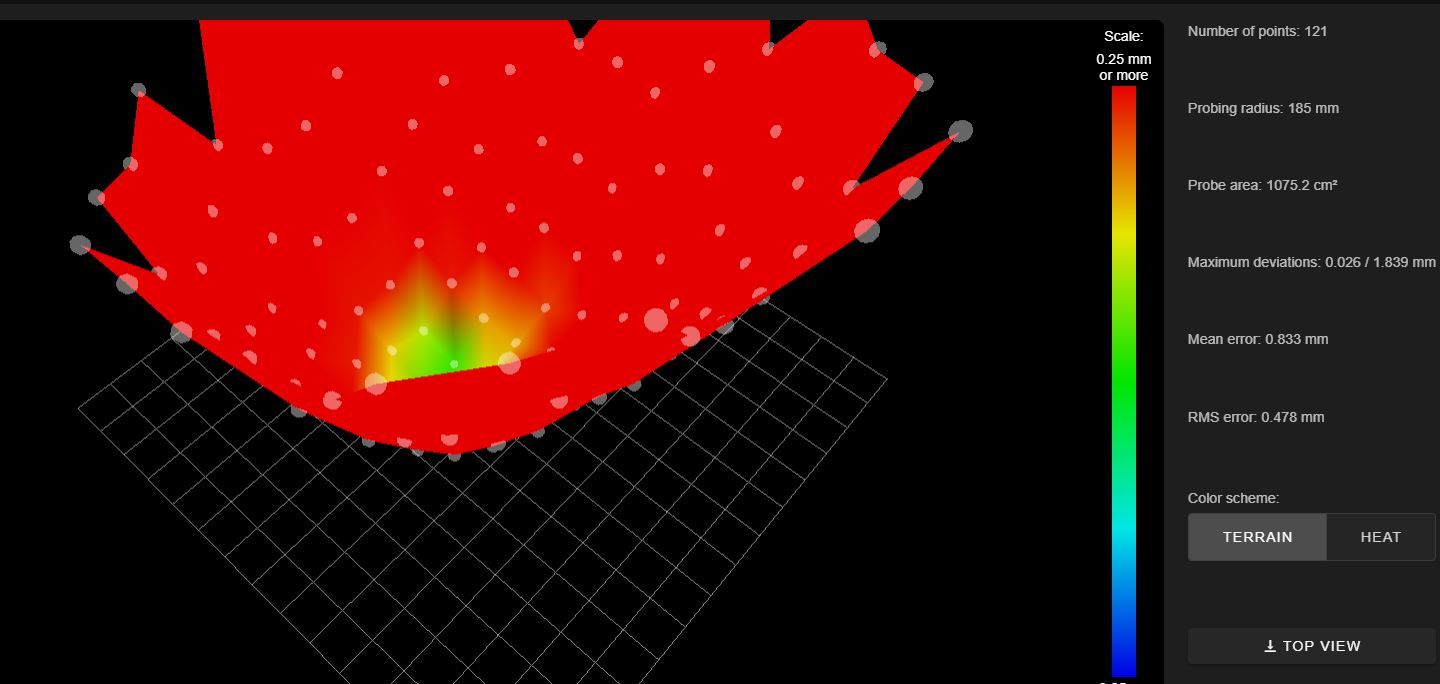
ALright, I followed the sequense discribed above, afterwards run a mesh compensation with similar result
-
Ok add the 2mm back to M665 H run the macro again please then G29
-
This should be a delta calibration issue I guess. Probably the delta radius or so
-
@Lakeman
We change the height based off of the Z0 yesterday so adding it back to rule that outAlso send M672 see what it spits out
-
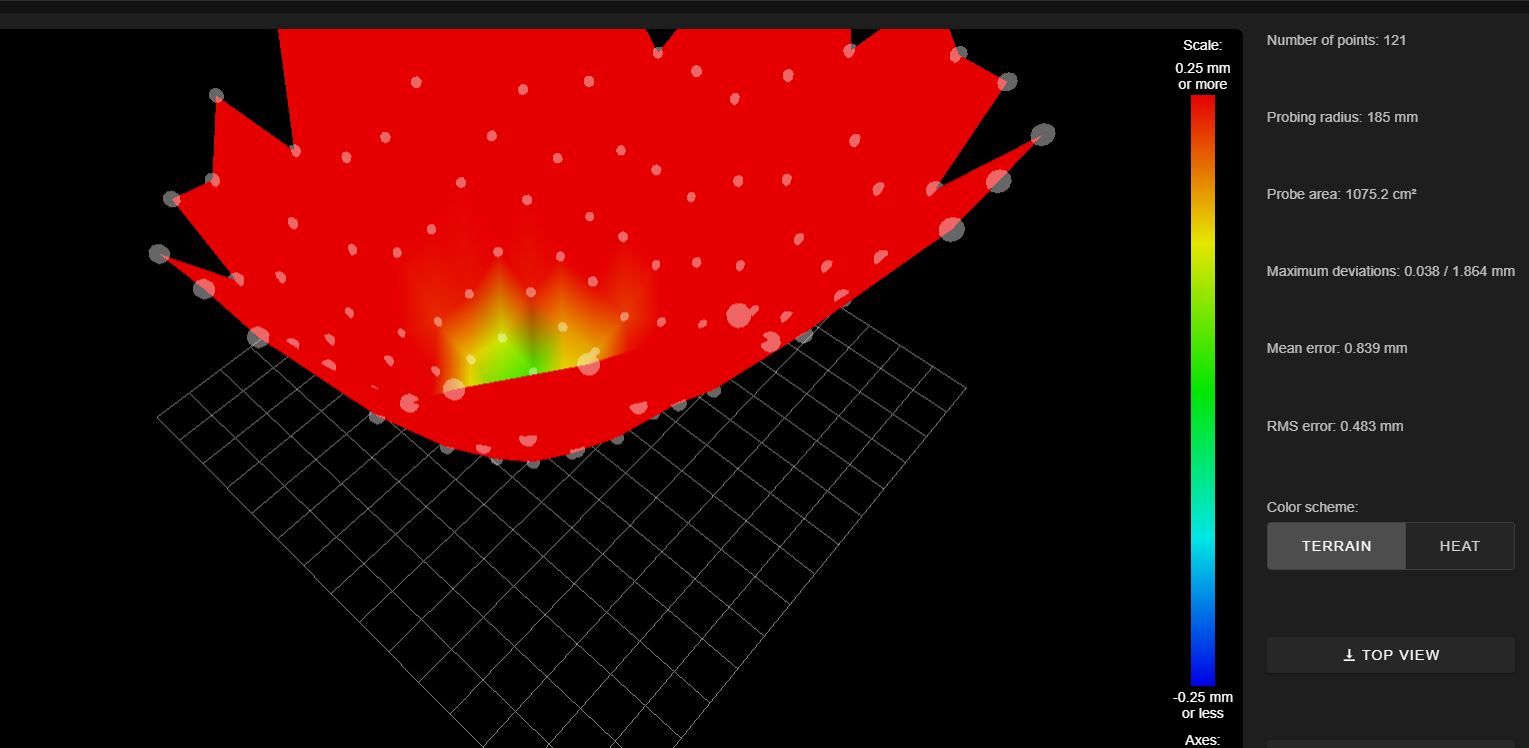
Added 2mm
Ran the macro and g29:
m672
Error: M672: No program bytes provided -
Run the macro then delta calibrate then G29 sorry Dopy moment here
-
@Lakeman
Wasn't sure it talks back that's fine -
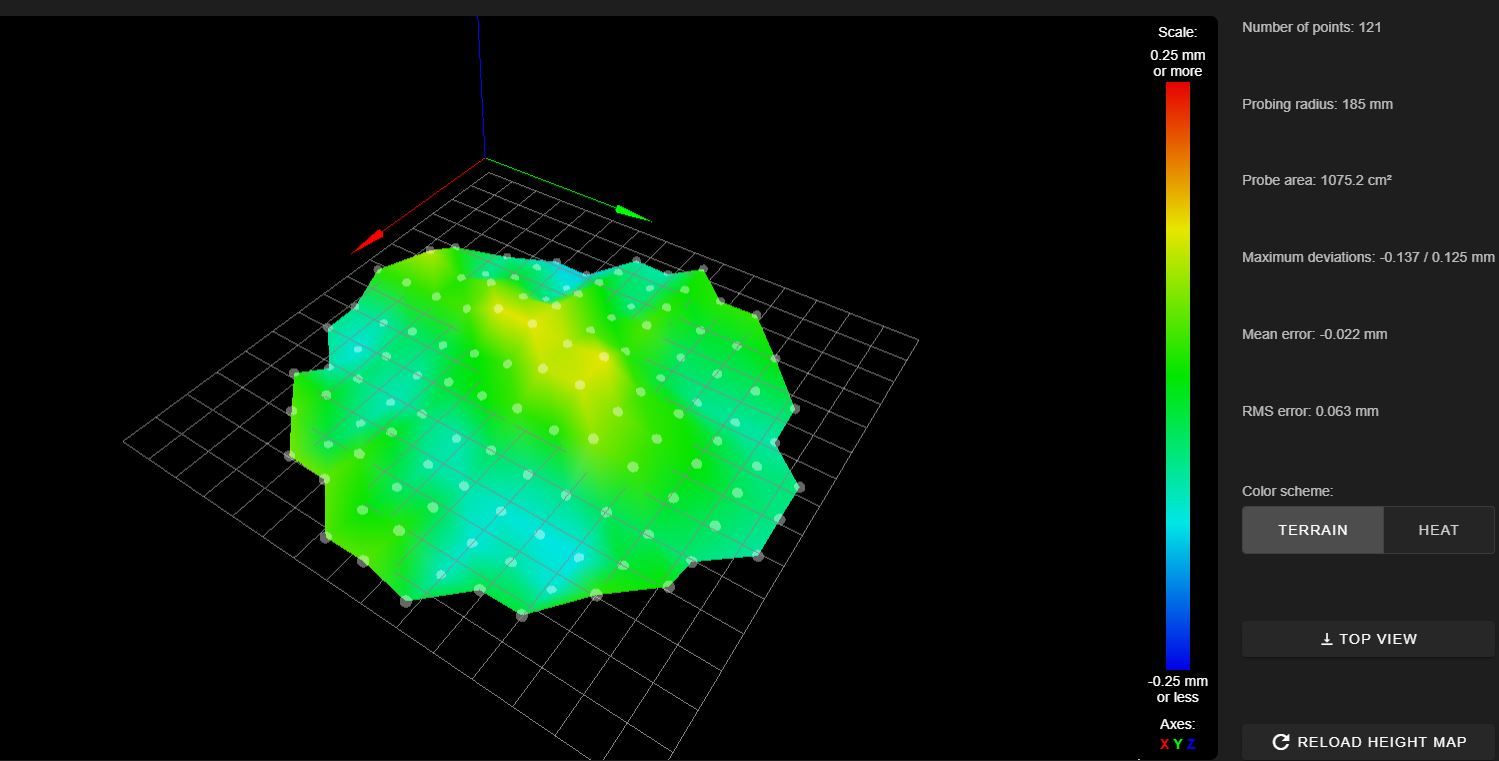
Ok. Done the macro again,
G32
Calibrated 6 factors using 16 points, (mean, deviation) before (1.067, 0.643) after (0.000, 0.063)
G29:
-
m665
Diagonals 440.480:440.480:440.480, delta radius 231.706, homed height 420.175, bed radius 185.0, X 0.287°, Y 0.164°, Z 0.000°m666
Endstop adjustments X0.28 Y0.16 Z-0.44, tilt X0.00% Y0.00%