Duet Maestro 3.1.1 and 3D Touch V3
-
Hello, i just upgrated Artillery X1 with duet Maestro and 3d Touch. All works good homing,deploy,retract,except the 3d touch offset from the nozzle. I cant use the mesh bed becouse the 3d touch goes out from the bed.
My config.g file:
; Configuration file for Duet Maestro (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Thu Sep 10 2020 08:29:26 GMT+0200 (Ora legale dell’Europa centrale); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Artillery X1" ; set printer name; Network
M552 P192.168.1.20 S1 ; enable network and set IP address
M553 P255.255.255.0 ; set netmask
M554 P192.168.1.1 ; set gateway
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S0 ; physical drive 0 x goes forwards
M569 P1 S1 ; physical drive 1 y goes forwards
M569 P2 S0 ; physical drive 2 z goes forwards
M569 P3 S1 ; physical drive 3 e goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X64 Y64 Z64 I0 ; configure microstepping without interpolation
M350 E16 I1 ; configure microstepping with interpolation
M92 X320.00 Y320.00 Z1600.00 E445.00 ; set steps per mm
M566 X480.00 Y900.00 Z18 E420.00 ; set maximum instantaneous speed changes (mm/min)
M203 X12000.00 Y12000.00 Z2000.00 E2400.00 ; set maximum speeds (mm/min)
M201 X2000.00 Y2000.00 Z350 E10000.00 ; set accelerations (mm/s^2)
M906 X1100 Y1100 Z1100 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X300 Y300 Z400 S0 ; set axis maxima; Endstops
M574 X1 S1 P"!xstop" ; configure active-high endstop for low end on X via pin xstop
M574 Y1 S1 P"!ystop" ; configure active-high endstop for low end on Y via pin ystop
M574 Z1 S2 ; configure Z-probe endstop for low end on Z; Z-Probe
M558 P9 C"^zprobe.in" H7 F600 T2000 ; set Z probe type to bltouch and the dive height + speed
M950 S0 C"zprobe.mod"
G31 P25 X28 Y-35 Z0.512 ; set Z probe trigger value, offset and trigger height
M557 X15:290 Y15:290 S128 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H0:1 T50 ; set fan 0 value. Thermostatic control is turned on
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S0 H-1 ; set fan 1 value. Thermostatic control is turned off; Tools
M563 P0 D0 H1 F0:1 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M575 P1 S1 B57600 ; enable support for PanelDue
M501 ; load saved parameters from non-volatile memory
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
M572 D0:1:2 S0.25My conf- override file:
; config-override.g file generated in response to M500 at 2020-09-12 09:07
; This is a system-generated file - do not edit
; Heater model parameters
M307 H0 A461.8 C922.9 D7.2 S1.00 V24.0 B0
M307 H1 A1086.6 C240.4 D5.5 S1.00 V23.9 B0
; Workplace coordinates
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
G10 L2 P9 X0.00 Y0.00 Z0.00; Z probe parameters
G31 P25 X28 Y-35 Z0.512My homeall.g
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Thu Sep 10 2020 08:29:26 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-305 Y-305 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-305 Y-305 F360 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X150 Y150 F6000 ; go to first bed probe point and home Z
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioningAnd my homeZ.g
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Thu Sep 10 2020 08:29:26 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X150 Y150 F6000 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioningI can't figure out why the offset X? and Y? is not considered.
Thanks.
-
@flopo76 said in Duet Maestro 3.1.1 and 3D Touch V3:
M350 X64 Y64 Z64 I0 ; configure microstepping without interpolation
the duet maestro support interpolation at x64, you should turn it on.
you have to define the mesh with the probe offset in mind
M557 X15:290 Y15:290 S128 ; define mesh grid
G31 P25 X28 Y-35 Z0.512 ; set Z probe trigger value, offset and trigger heightso your probing should start at X0 (or negative if possible) y 35 and not X15 Y15
same for the max -
@flopo76 said in Duet Maestro 3.1.1 and 3D Touch V3:
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0tempaccording to marlin config
https://github.com/MarlinFirmware/Configurations/blob/import-2.0.x/config/examples/Artillery/Sidewinder X1/Configuration.hsidewinder uses epcop thermistors. that is not what you have configured.
-
Yes the thermistor i will correct that,soon as i resolf the ofset.Thanks
-
@Veti said in Duet Maestro 3.1.1 and 3D Touch V3:
@flopo76 said in Duet Maestro 3.1.1 and 3D Touch V3:
M350 X64 Y64 Z64 I0 ; configure microstepping without interpolation
the duet maestro support interpolation at x64, you should turn it on.
you have to define the mesh with the probe offset in mind
M557 X15:290 Y15:290 S128 ; define mesh grid
G31 P25 X28 Y-35 Z0.512 ; set Z probe trigger value, offset and trigger heightso your probing should start at X0 (or negative if possible) y 35 and not X15 Y15
same for the maxBut if G31 is configured with x and y probe offset,should al made automaticaly the mesh grid. And whe i homed the Z the probe should go to centre off bed not the nozzle......
-
Are you certain that you have configured the X and Y probe offsets with the correct sign? For example, assuming you have chosen the head reference point to be the nozzle, you have set the X offset to +28 which means that the probe is 28mm in the +X direction from the nozzle.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Duet Maestro 3.1.1 and 3D Touch V3:
Are you certain that you have configured the X and Y probe offsets with the correct sign? For example, assuming you have chosen the head reference point to be the nozzle, you have set the X offset to +28 which means that the probe is 28mm in the +X direction from the nozzle.
Yes,tryed positive and negative for both x and y probe ofset. I used Wagster mod to install the 3d touch and used a wiki model to measure the probe offset from nozzle center . Same result in z homing nozzle at center off the bed x150 and y150
-
the homing position is defined in the homez / homeall script
-
Imhop a genuine bl-touch is a p.o.s and a fake one even more so...
Best advice I could give is to fit an IR sensor or a precision piezo.
-
@CaLviNx said in Duet Maestro 3.1.1 and 3D Touch V3:
Imhop a genuine bl-touch is a p.o.s and a fake one even more so...
Best advice I could give is to fit an IR sensor or a precision piezo.
Have already printer with piezo sensor,smart efector,ir sensor al with duet board.And £d Touch works like a charm....
-
@flopo76 said in Duet Maestro 3.1.1 and 3D Touch V3:
.And £d Touch works like a charm....
For now..... Give it time
-
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe#Section_Measuring_Probe_X_Y_Offset
Here's how to measure your offset accurately and easily.
@flopo76 said in Duet Maestro 3.1.1 and 3D Touch V3:
But if G31 is configured with x and y probe offset,should al made automaticaly the mesh grid. And whe i homed the Z the probe should go to centre off bed not the nozzle......
That's not how it works in RepRap firmware. You're in charge of positioning everything based on the nozzle (aka head reference point)
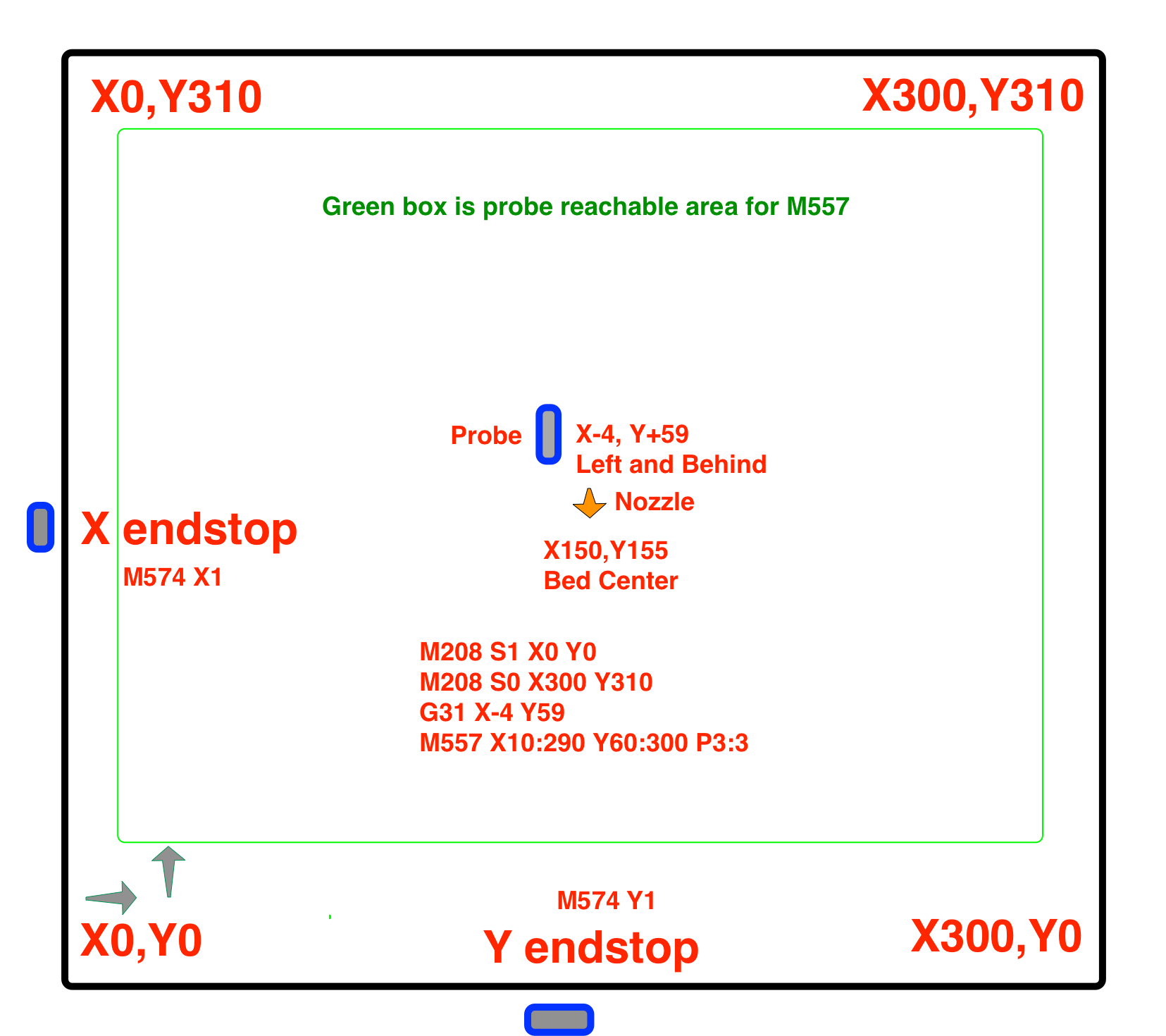
Create yourself a diagram like this to help visualize it.
-
@Phaedrux said in Duet Maestro 3.1.1 and 3D Touch V3:
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe#Section_Measuring_Probe_X_Y_Offset
Here's how to measure your offset accurately and easily.
@flopo76 said in Duet Maestro 3.1.1 and 3D Touch V3:
But if G31 is configured with x and y probe offset,should al made automaticaly the mesh grid. And whe i homed the Z the probe should go to centre off bed not the nozzle......
That's not how it works in RepRap firmware. You're in charge of positioning everything based on the nozzle (aka head reference point)
Create yourself a diagram like this to help visualize it.
That's cool....Thanks man.