Worng homing on a CoreXY and totally wrong step/mm
-
so 1600 with a 3:1 ratio would be 4800
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
so 1600 with a 3:1 ratio would be 4800
exactly but with this esteps it move much more mm
-
@the_dragonlord
with 8000 it would move even more
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
@the_dragonlord
with 8000 it would move even more
of course....when I'll complete all the inital set ups I'll print the calibration cube and then I'll see....for now I'm struggling with the BLTouch

-
@the_dragonlord said in Worng homing on a CoreXY and totally wrong step/mm:
trapezoidal X5S
according to marlin its a t8x8 4 start
so 400x3 = 1200
try that
-
And Double check the Ratio of 1:3
-
@Veti I don't understand anything.....Now the X and Y home are correct but if I send G1 X10 the carriage moves in the wrong way........................WHYYYY???
-
@the_dragonlord
post your home script
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
@the_dragonlord
post your home script
; homex.g
; called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Oct 25 2020 09:41:43 GMT+0100 (Ora standard dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-320 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 X5 F6000 ; go back a few mm
G1 H1 X-320 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homey.g
; called to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Oct 25 2020 09:41:43 GMT+0100 (Ora standard dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y-320 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 Y5 F6000 ; go back a few mm
G1 H1 Y-320 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Oct 25 2020 09:41:43 GMT+0100 (Ora standard dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X30 Y30 F6000 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Oct 25 2020 09:41:43 GMT+0100 (Ora standard dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-320 Y-320 F1800 ; move quickly to X or Y endstop and stop there (first pass)
G1 H1 X-320 ; home X axis
G1 H1 Y-320 ; home Y axis
G1 X5 Y5 F6000 ; go back a few mm
G1 H1 X-320 F360 ; move slowly to X axis endstop once more (second pass)
G1 H1 Y-320 ; then move slowly to Y axis endstop
G90 ; absolute positioning
G1 X30 Y30 F6000 ; go to first bed probe point and home Z
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning -
@the_dragonlord said in Worng homing on a CoreXY and totally wrong step/mm:
M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop
M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystopyour configuration says the endstops are at the maximum.
you want X1 and Y1
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
M574
UUUUUUUUUUUUUUUUUHH STUPID ME!!! I thought active-high meant that the tension value when triggered was high
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
have you read? this explains movements problems
https://duet3d.dozuki.com/Wiki/ConfiguringRepRapFirmwareCoreXYPrinter?are you on firmware 3.1.1? check with m115
M350 X32 Y32 I0 ; configure microstepping without interpolation
M350 Z16 E16 I1 ; configure microstepping with interpolationunless there is a special reason you should got with X16 with interpolation on all axis
M92 X160.00 Y160.00 Z8000.00 E420.00 ; set steps per mm
z8000 that seems wrong.
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
B4138 is incorrect. look up the correct value in your thermistor documentation.
Good morning, yesterday I forgot to ask you why you said to use X16 and not X32....of course X32 only on X and Y axis....aren't X32 more "precise" than X16? Do you say X16 for possible motor's torque issues?
Thanks -
@the_dragonlord
duet wifi only allows for interpolation to x256 at x16.
in practice this become harder the higher the microstepping to be more accurate.
at x32 you are at around 5% the holding torque per microstep.in general the interpolation give you a better experience than the increased accuracy.
for a corexy machine, if you want real improvement, 0.9 degree motors make a big difference.
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
@the_dragonlord
duet wifi only allows for interpolation to x256 at x16.
in practice this become harder the higher the microstepping to be more accurate.
at x32 you are at around 5% the holding torque per microstep.in general the interpolation give you a better experience than the increased accuracy.
for a corexy machine, if you want real improvement, 0.9 degree motors make a big difference.
I already own two Wantai 0,9° stepper but I was afraid to loose too much torque....it is not like this? 0,9° stepper are a good choice?
-
@the_dragonlord
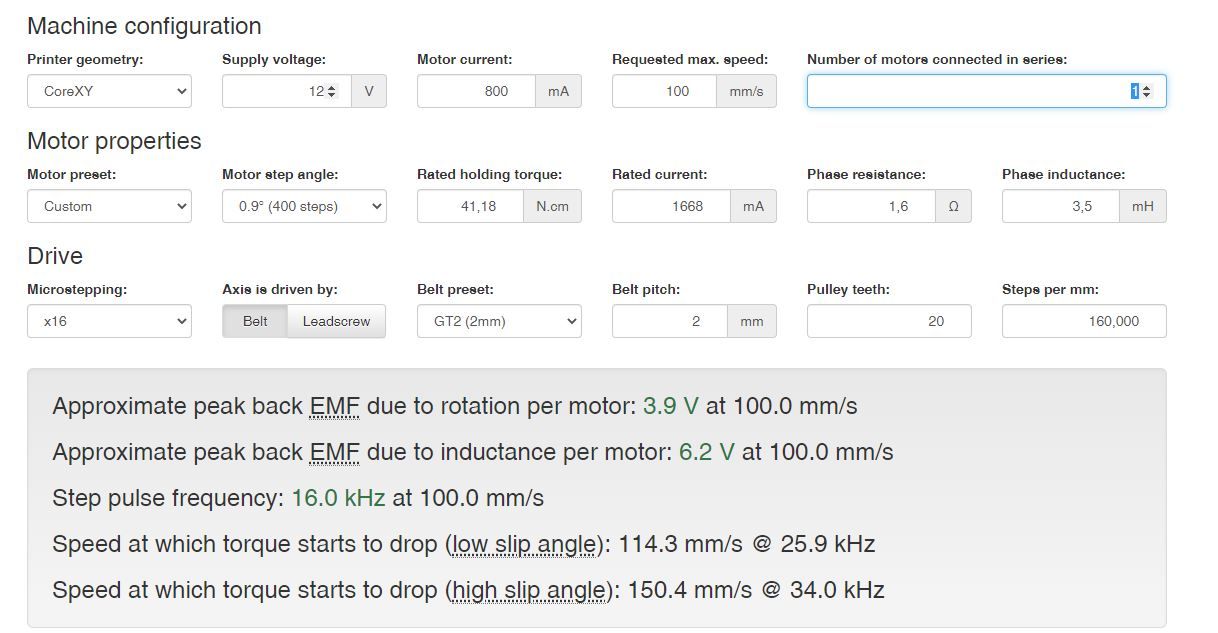
it depends on the steppers (their rating) and if you are on 24v.see the emf calculator here
https://www.reprapfirmware.org/i am running 0.9 degree steppers on my corexy.
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
@the_dragonlord
it depends on the steppers (their rating) and if you are on 24v.see the emf calculator here
https://www.reprapfirmware.org/i am running 0.9 degree steppers on my corexy.
I have 12V power supply...I made a configuration from the link you gave me....there are two parameteres wich I really don't know where to find the values: Phase resistance and Phase inductance, but wiht thees configuration I see that I will not start to loose torque until i'll reach 168mm/s that is a speed soooooo much higher than the maximum I'll print at...(tha chassis is a X5S chassis made of 2020 profiles). With this result I think I could use the 0,9° with no problem, right? In case I could increase the current....
Do you use the 0,9° even for the Z?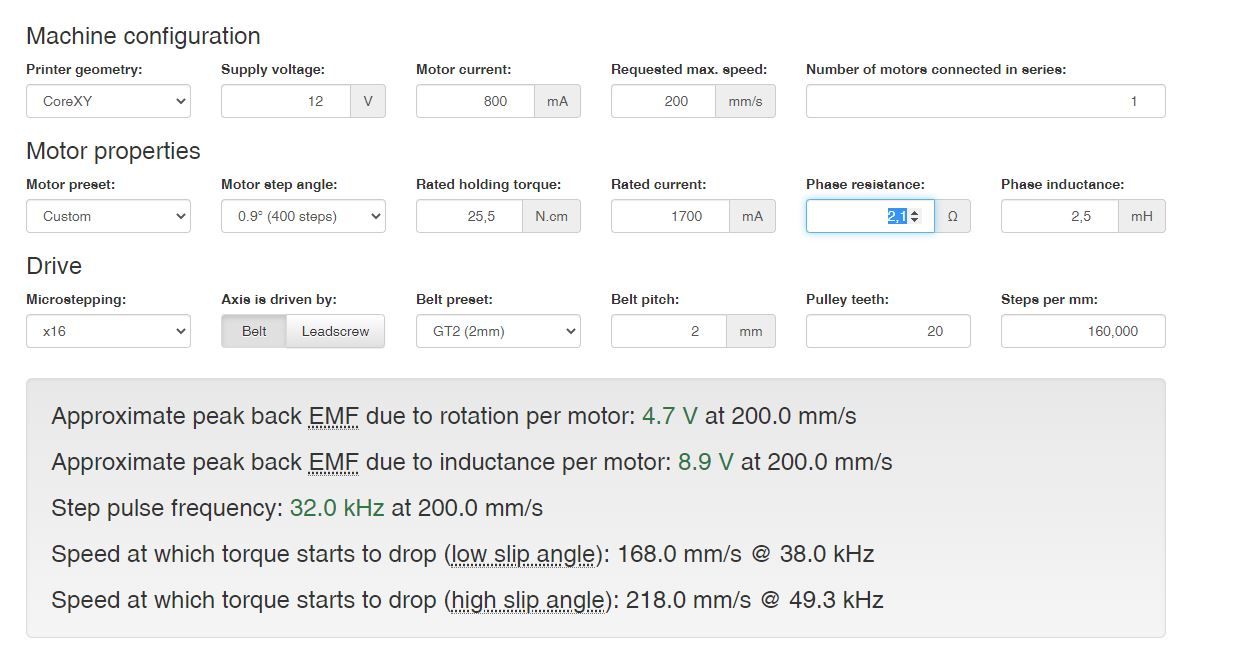
-
look on the motor for a part number and search google.
most of the times you will find a page with the information -
@Veti ok, I will....is your power supply 12 or 24V? Do you use 0,9° on Z axis as well?
Thanks! -
@the_dragonlord
24v and 0.9 are only on X and Y.
-
@Veti said in Worng homing on a CoreXY and totally wrong step/mm:
@the_dragonlord
24v and 0.9 are only on X and Y.
here's the configuration with the correct data for the stepper I own, what do you think about it?