troubleshooting delta build with heightmapping
-
I just finished a two year process of designing and upgrading my custom delta. It has a print volume of 350mm wide and about 400mm high at the center.
My leveling is a lot worse than before. It was usually .025mm rms with 9 points and now it's 0.1mm, ugh! Mesh bed correction only drops that down to about .05.
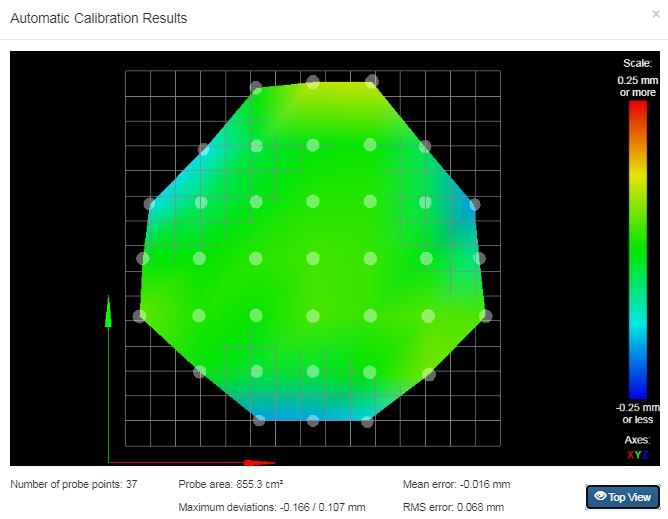
Interestingly though, the heightmap clearly reflects a delta configuration. That implies that the mechanics are trued up and the problem is something systemic like effector and/or carriages are too soft, or some system parameter is off! (my system was heavy and accurate but I designed lighter versions of all the moving parts. Perhaps too light )
)
thanks for considering my problem
-
Please share some additional information on your setup. What is your probe? The results of M122, the contents of config.g, homedelta.g, bed.g, config-override.g would all be helpful.
And when in doubt, going through these documents can help a lot.
https://duet3d.dozuki.com/Wiki/ConfiguringRepRapFirmwareDeltaPrinter
https://duet3d.dozuki.com/Wiki/Calibrating_a_delta_printer -
thanks for the reply! I shorted the info since I figured somebody would look at the heightmap and immediately know what the problem could be.
But here are the files you requested. I was already following the second of your links about calibrating a delta printer but it doesn't help if the parts are designed wrong (or something like that).
I'm still have a lingering worry that my new design is too squishy. My system before was rock solid but the new effector is rather squishy when I push on it so I'm still studying where the actual deflections/play are occurring and whether they would influence the bed compensations.M122.txt config-override.g config.g bed.g -
I'm not much of a delta guy, but I do notice that you're still running FW 2.0 which is pretty ancient at this point. The easiest update for you would be to 2.05.1 which is only a year old, but doesn't require any config changes.
https://github.com/Duet3D/RepRapFirmware/releases/download/2.05.1/Duet2Firmware-2.05.1.zip
You can update by uploading that zip file as is to the system tab in DWC.
More info on what's changed between 2.0 and 2.05 found here: https://github.com/Duet3D/RepRapFirmware/releases/tag/2.05.1
As for the heightmap, maybe take a look at this: http://boim.com/DeltaUtil/CalDoc/Calibration.html
-
I poked around with updating recently but other things were higher priority once I found out heightmaps were already in my installed version. But thanks for the link!
Thanks for the link to the calibration too. I did run across it but none of the pictures matched my 'S' curve cross-section aligned with each tower, but I definitely should read it fully.
-
@Phaedrux forgot to mention, my probe is a custom piezo design that detects the nozzle contact with the bed. It taps out pretty consistently (<.01mm). I even checked it in the extreme regions of the heightmap but still reliable.
-
M350 X16 Y16 Z16 I0
you want interpolation on and you are missing the E config
G31 X0 Y0 Z0 P500 ; probe height from actual surface (regular V6)
your offset is missing
G30 P9 X0 Y0 Z-99999 S6 ;center and auto-calibrate 6 factors
try 8 factor and 9 factor and see what the results are for that when printing.
-
@Veti
-Interpolate: 'how did that get turned off?'. On the other hand, no seemed to change when enabled it.
-offset: my offset is about .5 and varies across the bed <.01.
-G30: 9-factor miraculously got me down to like .02mm rms. However, the rods are now tuned 4mm longer than the actual rods! Not comfortable with this. I also had to adjust the scale on x and y axes 1%. However, I saved it all with M500, then changed the G30 routine back to six-factor. There seem to be hidden variables that I shoved around because now six-factor still returns .02.
So I am good!G29 (Heightmapping):
does this just record the height at each spot and linearly interpolate between them? (after G30) Doesn't seem to improve my overall rms.No matter, I think I got it worked out; thought I might be in some major trouble there, whew! Consider this solved and thanks for the help!
-
I think the lesson I learned is that the heightmap is a useful tool for troubleshooting mechanical problems, since any looseness will show up as shifts in Z. In my case the delta symmetry of the heightmap indicated a common problem with all three towers: the effector wasn't stable, loose screws.
In fact, even with a bed flat to .02rms, I still get a ghost of a delta pattern, interesting. -
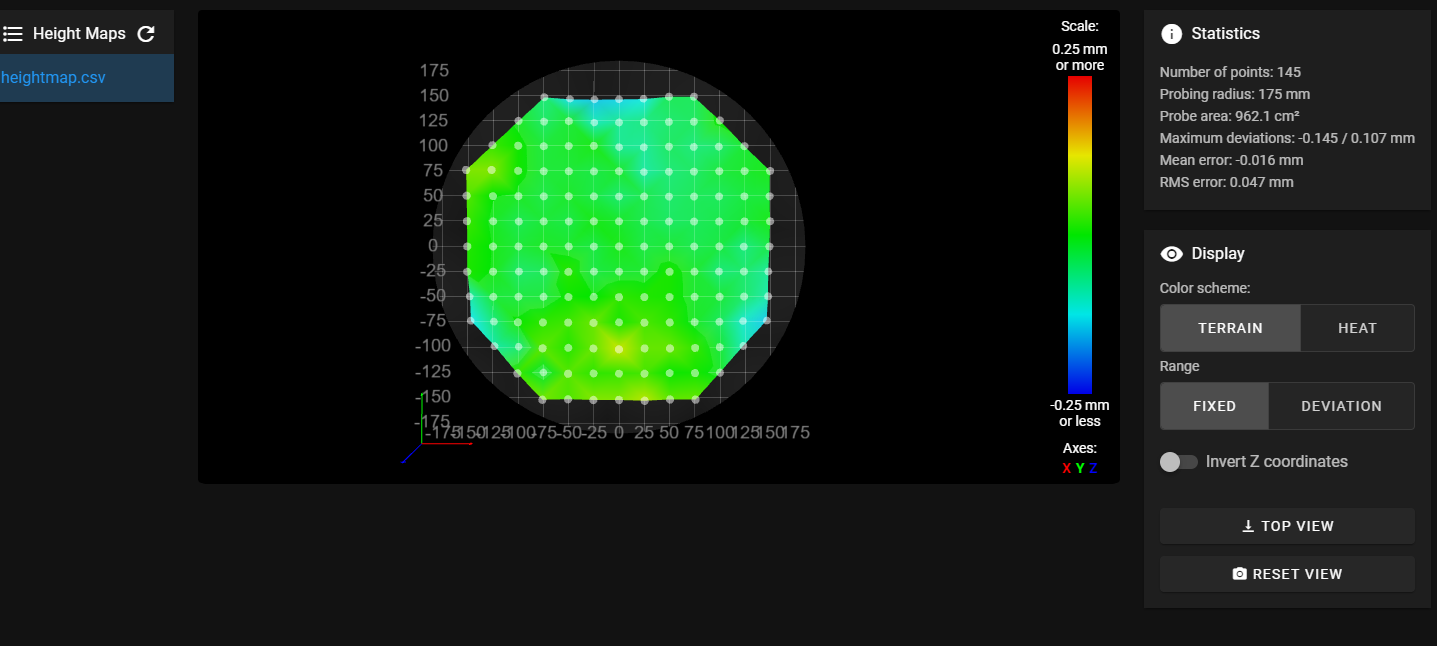
I have a very similar heightmap too. Off by -.15 neareset to the towers, and +1 opposite the towsers.
Can anyone help me interpret (possible) underlying mechanical with this? Smart effector, custom 80mm adapter (PLA-CF). 380mm bed. Haydn Huntley 440mm arms.
M292 145 points probed, min error -0.145, max error 0.107, mean -0.016, deviation 0.047 Height map saved to file 0:/sys/heightmap.csvG29 145 points probed, min error -0.145, max error 0.107, mean -0.016, deviation 0.047 Height map saved to file 0:/sys/heightmap.csvbed.g: M561 G28 G30 P0 X0 Y169.9 H0 Z-99999 G30 P1 X84.95 Y147.14 H0 Z-99999 G30 P2 X147.14 Y84.95 H0 Z-99999 G30 P3 X169.9 Y0 H0 Z-99999 G30 P4 X147.14 Y-84.95 H0 Z-99999 G30 P5 X84.95 Y-147.14 H0 Z-99999 G30 P6 X0 Y-169.9 H0 Z-99999 G30 P7 X-84.95 Y-147.14 H0 Z-99999 G30 P8 X-147.14 Y-84.95 H0 Z-99999 G30 P9 X-169.9 Y0 H0 Z-99999 G30 P10 X-147.14 Y84.95 H0 Z-99999 G30 P11 X-84.95 Y147.14 H0 Z-99999 G30 P12 X0 Y84.9 H0 Z-99999 G30 P13 X73.53 Y42.45 H0 Z-99999 G30 P14 X73.53 Y-42.45 H0 Z-99999 G30 P15 X0 Y-84.9 H0 Z-99999 G30 P16 X-73.53 Y-42.45 H0 Z-99999 G30 P17 X-73.53 Y42.45 H0 Z-99999 G30 P18 X0 Y0 H0 Z-99999 S8results from delta calibration (deviation of ~0.00,0.06):
M665 L440.470:440.470:440.470 R226.746 H396.169 B185.0 X-0.058 Y-0.097 Z0.000 M666 X-0.315 Y0.826 Z-0.511 A0.20 B-0.08