Ender 3 Pro BL Touch Trigger Height
-
Hi guys i am having issues installing my BLTouch correctly. I have followed the wiki tutorials:
The thing is that the freaking blotch is triggered before the nozzle touch the bed, i 've tried re calibrating the z height several times but the result is always the same, when i try to run a Mesh compensation it start doing the process but in all the measure points the blotch is triggered but none of the times the nozzle touch the bed.
Printer: Ender 3 Pro V1
Bltouch Smart V3.1Duet info:
M115 FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.2 ELECTRONICS: Duet WiFi 1.02 or later FIRMWARE_DATE: 2021-01-05Config Files:
config.g
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Ender 3 Pro" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S0 ; physical drive 1 goes backwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 E1 I0 ; configure microstepping without interpolation M350 X16 Y16 Z16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E93.00 ; set steps per mm M566 X600.00 Y600.00 Z60.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z7200.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z120.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X235 Y235 Z260 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M558 P9 C"^zprobe.in" H2 F100 T2000 ; set Z probe type to bltouch and the dive height + speeds M950 S0 C"exp.heater3"; create servo pin 0 for BLTouch M280 P0 S10 ; send control signal to BLTouch through servo/gpio 0 G31 P500 X-46 Y6 Z0.12 ; set Z probe trigger value, offset and trigger height M557 X47:205 Y20:230 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T98801 B4185 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 ;M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M307 H0 R0.304 C437.7 D7.20 S1.00 V24.0 M140 H0 ; map heated bed to heater 0 M143 H0 S80 ; set temperature limit for heater 0 to 80C M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 ;M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit ;M307 H1 R2.305 C156.6 D6.40 S1.00 V24.0 M307 H1 R2.303 C154.7 D6.52 S1.00 V24.0 M143 H1 S250 ; set temperature limit for heater 1 to 250C M307 H3 A-1 C-1 D-1 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H T45 ; set fan 0 value. Thermostatic control is turned on M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 S"Hotend" D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous T0 ; select first tool ;M558 P9 H5 F100 T2000 ;M558 P9 C"^zprobe.in" H5 F100 T2000 ; BLTouch connected to Z probe IN pin ;M950 S0 C"exp.heater3" ; create servo/gpio 0 on heater 3 pin on expansion connector ... ;G31 X-46 Y6 Z3.02 P25Deployprobe.g
; deployprobe.g ; called to deploy a physical Z probe ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) M280 P0 S10 ; deploy BLTouchRetractprobe.g
; retractprobe.g ; called to retract a physical Z probe ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) M280 P0 S90; retract BLTouchhomeall.g
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-240 Y-240 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-240 Y-240 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X50 Y20 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioninghomex.g
; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-240 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 H2 X5 F6000 ; go back a few mm G1 H1 X-240 F360 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioninghomey.g
; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Y-240 F1800 ; move quickly to Y axis endstop and stop there (first pass) G1 H2 Y5 F6000 ; go back a few mm G1 H1 Y-240 F360 ; move slowly to Y axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioninghome.g
; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G90 ; absolute positioning G1 X50 Y20 F6000 ; go to first probe point G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioningbed.g
; bed.g ; called to perform automatic bed compensation via G32 ; ; generated by RepRapFirmware Configuration Tool v3.2.1 on Tue Jan 12 2021 22:19:26 GMT-0500 (EST) M561 ; clear any bed transform G29 ; probe the bed and enable compensationheight map.scv
RepRapFirmware height map file v2 generated at 2021-01-19 17:27, min error 0.240, max error 1.130, mean 0.766, deviation 0.229 xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum 47.00,205.00,20.00,230.00,-1.00,20.00,20.00,8,11 0.240, 0.303, 0.428, 0.543, 0.683, 0.800, 0.885, 0.960 0.275, 0.352, 0.460, 0.590, 0.692, 0.793, 0.900, 0.945 0.300, 0.380, 0.502, 0.618, 0.717, 0.832, 0.915, 0.975 0.365, 0.440, 0.562, 0.675, 0.780, 0.908, 0.977, 1.038 0.415, 0.517, 0.615, 0.717, 0.808, 0.915, 1.008, 1.055 0.488, 0.570, 0.655, 0.733, 0.855, 0.952, 1.062, 1.087 0.500, 0.582, 0.685, 0.772, 0.827, 0.940, 1.020, 1.087 0.545, 0.605, 0.697, 0.827, 0.873, 0.955, 1.050, 1.105 0.600, 0.660, 0.728, 0.825, 0.875, 0.960, 1.043, 1.090 0.610, 0.695, 0.788, 0.858, 0.918, 0.977, 1.065, 1.092 0.673, 0.750, 0.798, 0.900, 0.945, 1.013, 1.082, 1.130When i try to run a bed compensation it just tells:
G29 Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh. 88 points probed, min error 0.240, max error 1.130, mean 0.766, deviation 0.229 Height map saved to file 0:/sys/heightmap.csvThe wiring seems to be ok, the probe deploy, retract and trigger as it should but it seems to me that every time that the bl is triggered and i check the nozzle it is not touching the bed.
I've tried to re calibrate the z height and modified the G31 command but it is exactly the same result, it is like the height was never modified.
-
@jcv1977
The main problem is that the guide uses a file named config.g.overwright but it has to be "called" by the config.g
So you have to add a M501 at the end of the config.g
https://duet3d.dozuki.com/Wiki/Gcode#Section_M501_Read_stored_parametersOr edit the z value of G31 directly in the config.g
(UTC+1)
-
@jcv1977 said in Ender 3 Pro BL Touch Trigger Height:
G31 P500 X-46 Y6 Z0.12
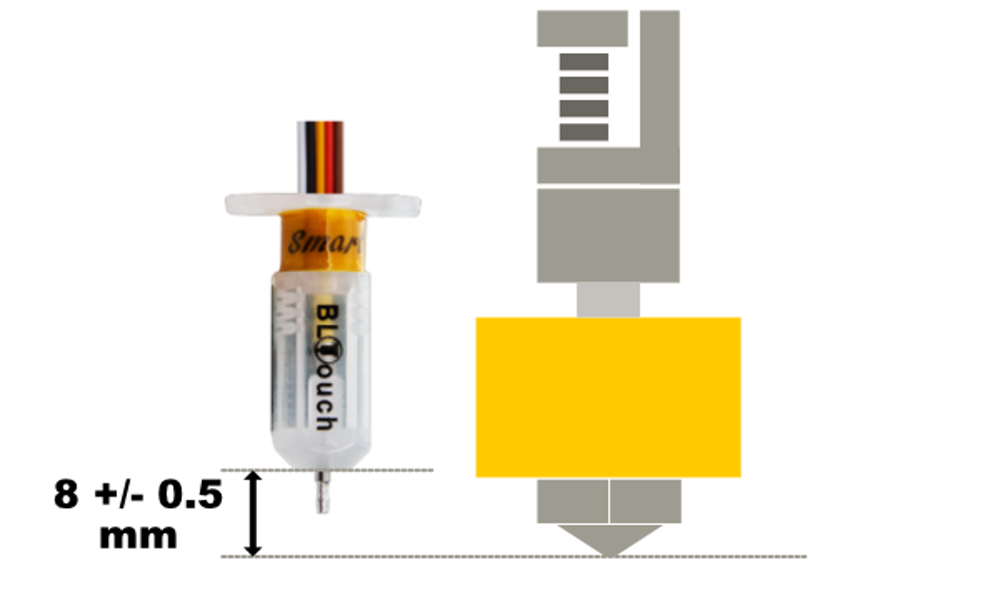
Z0.12 doesn't sound right. When the BLtouch is installed correctly the body of the probe should be about 8mm above the nozzle tip, and then the trigger height will be close to 2mm.
What does your heightmap look like?
Where are you measuring the trigger height? It should be the same spot you're using the probe the bed in homeall/homez. And that should be the center of the bed.
-
@DIY-O-Sphere said in Ender 3 Pro BL Touch Trigger Height:
@jcv1977
The main problem is that the guide uses a file named config.g.overwright but it has to be "called" by the config.g
So you have to add a M501 at the end of the config.g
https://duet3d.dozuki.com/Wiki/Gcode#Section_M501_Read_stored_parametersOr edit the z value of G31 directly in the config.g
There is no use of M500 to save a measured G31 Z trigger height in the guide he linked. Though it is a viable option, but it's not described there.
-
@Phaedrux
Sorry . Only read "Open config-override.g and check...."
Getting to late here.... -
@Phaedrux Thanks Guys for the reply! I got it like that, apparently 8mm (i don't have my caliper with me, but it's close. I would swear that it is some parameter issue but i i am not that gcode savy myself. I am probing at the center with printing temperature. Every time i tried to get one this is what it says:
G29 Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh. 88 points probed, min error 0.240, max error 1.130, mean 0.766, deviation 0.229 Height map saved to file 0:/sys/heightmap.csvand this is the results dumped on height map.csv:
RepRapFirmware height map file v2 generated at 2021-01-19 17:27, min error 0.240, max error 1.130, mean 0.766, deviation 0.229 xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum 47.00,205.00,20.00,230.00,-1.00,20.00,20.00,8,11 0.240, 0.303, 0.428, 0.543, 0.683, 0.800, 0.885, 0.960 0.275, 0.352, 0.460, 0.590, 0.692, 0.793, 0.900, 0.945 0.300, 0.380, 0.502, 0.618, 0.717, 0.832, 0.915, 0.975 0.365, 0.440, 0.562, 0.675, 0.780, 0.908, 0.977, 1.038 0.415, 0.517, 0.615, 0.717, 0.808, 0.915, 1.008, 1.055 0.488, 0.570, 0.655, 0.733, 0.855, 0.952, 1.062, 1.087 0.500, 0.582, 0.685, 0.772, 0.827, 0.940, 1.020, 1.087 0.545, 0.605, 0.697, 0.827, 0.873, 0.955, 1.050, 1.105 0.600, 0.660, 0.728, 0.825, 0.875, 0.960, 1.043, 1.090 0.610, 0.695, 0.788, 0.858, 0.918, 0.977, 1.065, 1.092 0.673, 0.750, 0.798, 0.900, 0.945, 1.013, 1.082, 1.130 -
I just tried a print test but i have to cancel it because the nozzle is still scratching the bed. Also i 've got a doubt ( one more lol) should i pre level the bed manually before even do the auto level? Does it helps?
-
post a picture of the heigh map.
its hard to see it in numbers.
but yes, you should level the bed as best as you can.
-
@Veti I am using Reprap 3 and i don’t see any function to show a geaphic of the heightmap do you know where it is?
-
general->plugins->height map
-
Hmmm i think i am going to rely it but this is what i got
 image url)
image url) -
Maybe take a look here. Get the bed as level as possible first. Then run the mesh.
Also, redo your Z probe trigger height measurement. If the probe body is 8mm above the nozzle the trigger height should be around 2mm, not around 0mm.
-
@Phaedrux Seems ok but i don't think its 8mm between the bltouch/nozzle and the bed.

-
After the bed is leveled well, follow these steps.
-
@Phaedrux said in Ender 3 Pro BL Touch Trigger Height:
I've already done it but then when i home z it is way upper than the picture. The best way to describe it it would be imagine the same picture but with the bltouch deployed so the nozzle would be even far from the bed.
-
@jcv1977 said in Ender 3 Pro BL Touch Trigger Height:
G1 X50 Y20 F6000 ; go to first probe point G30 ; home Z by probing the bed
In your homez and homeall you're using the corner of the bed to probe. Change that to place the probe at the center of the bed.
Also use that position to measure your trigger height.
If there is tilt in the bed when you do this the the trigger height won't be right either, so make sure the bed is leveled. The guide linked shows it being done with both the hotend and bed at temp to allow for thermal changes. Also make sure that the mesh isn't loaded when doing the leveling.
-
I 've had it with this, it keeps happening the same all over again. I guess there is something wrong with the bltouch. I have done a manual level of the freaking bed that i thing it would be perfect. Then i follow the guide again and the result is that the homing of the z axis is in the middle of the bed but the damn nozzle is really way too up to even try an auto level .
-
Are we sure your z axis steps per mm is correct? Does moving 10mm in Z actually move 10mm?
Video of the process so we can maybe see something we're missing? Sometimes it's the little things that get overlooked, or a misunderstanding that becomes easy to clear up when we can see what's happening.
-
@Phaedrux I 've been asking the same question for a couple of days now, today i will get a caliper and i will be able to measure it correctly.
Sometimes it's the little things that get overlookedAmen to that!!!!
I'll make a video of it.
-
Well trying again to set the bltouch right. I did some modification to the bed, i 've replaced the springs for m3 spacers so the bed is really steady also there where a severe difference between the spacers been used in the bed gantry i don't know how did that machine pass the "quality test" but now the bed has little margin of error
BUT yep there is always that frightening word, the freaking compensation is not working when i run the bed compensation i get this on some mesh parts:
1/31/2021, 10:11:05 AM Warning: Skipping grid point (47.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (67.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (87.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (107.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (127.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (147.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (167.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (187.0, 220.0) because Z probe cannot reach it 70 points probed, min error -0.034, max error 0.477, mean 0.251, deviation 0.152 Height map saved to file 0:/sys/heightmap.csv 1/31/2021, 10:11:04 AM Warning: Skipping grid point (47.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (67.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (87.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (107.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (127.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (147.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (167.0, 220.0) because Z probe cannot reach it Warning: Skipping grid point (187.0, 220.0) because Z probe cannot reach it 70 points probed, min error -0.034, max error 0.477, mean 0.251, deviation 0.152 Height map saved to file 0:/sys/heightmap.csv 1/31/2021, 10:10:45 AM Warning: Skipping grid point (187.0, 180.0) because Z probe cannot reach it Warning: Skipping grid point (187.0, 200.0) because Z probe cannot reach it 1/31/2021, 10:10:05 AM Warning: Skipping grid point (187.0, 140.0) because Z probe cannot reach it Warning: Skipping grid point (187.0, 160.0) because Z probe cannot reach it 1/31/2021, 10:09:26 AM Warning: Skipping grid point (187.0, 100.0) because Z probe cannot reach it Warning: Skipping grid point (187.0, 120.0) because Z probe cannot reach itThe thing is that all of that coordinates can indeed be reached by the prove i've seen all the measurement itself and i can tell you that non of that coordinates are unreachable. So there might be something else wrong.
this is my actual G31 part:
G31 P500 X-46 Y6 Z3.34 ; set Z probe trigger value, offset and trigger heightIf a run a test print the print is ok but i don't want to try a really big print if i am not sure that the bltouch is working the way it should.
Any ideas?