massive overextrusion, E-Steps are calibrated
-
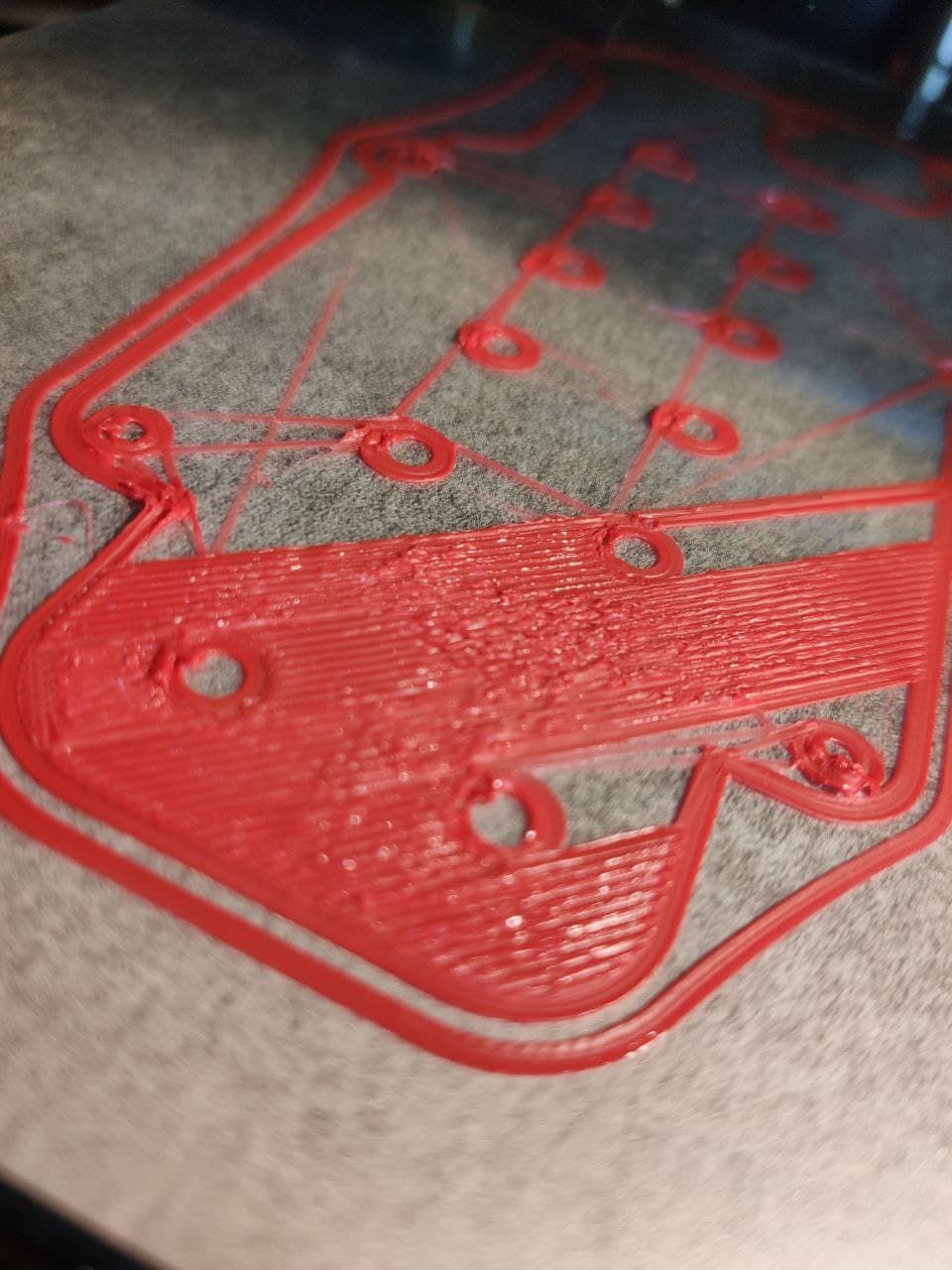
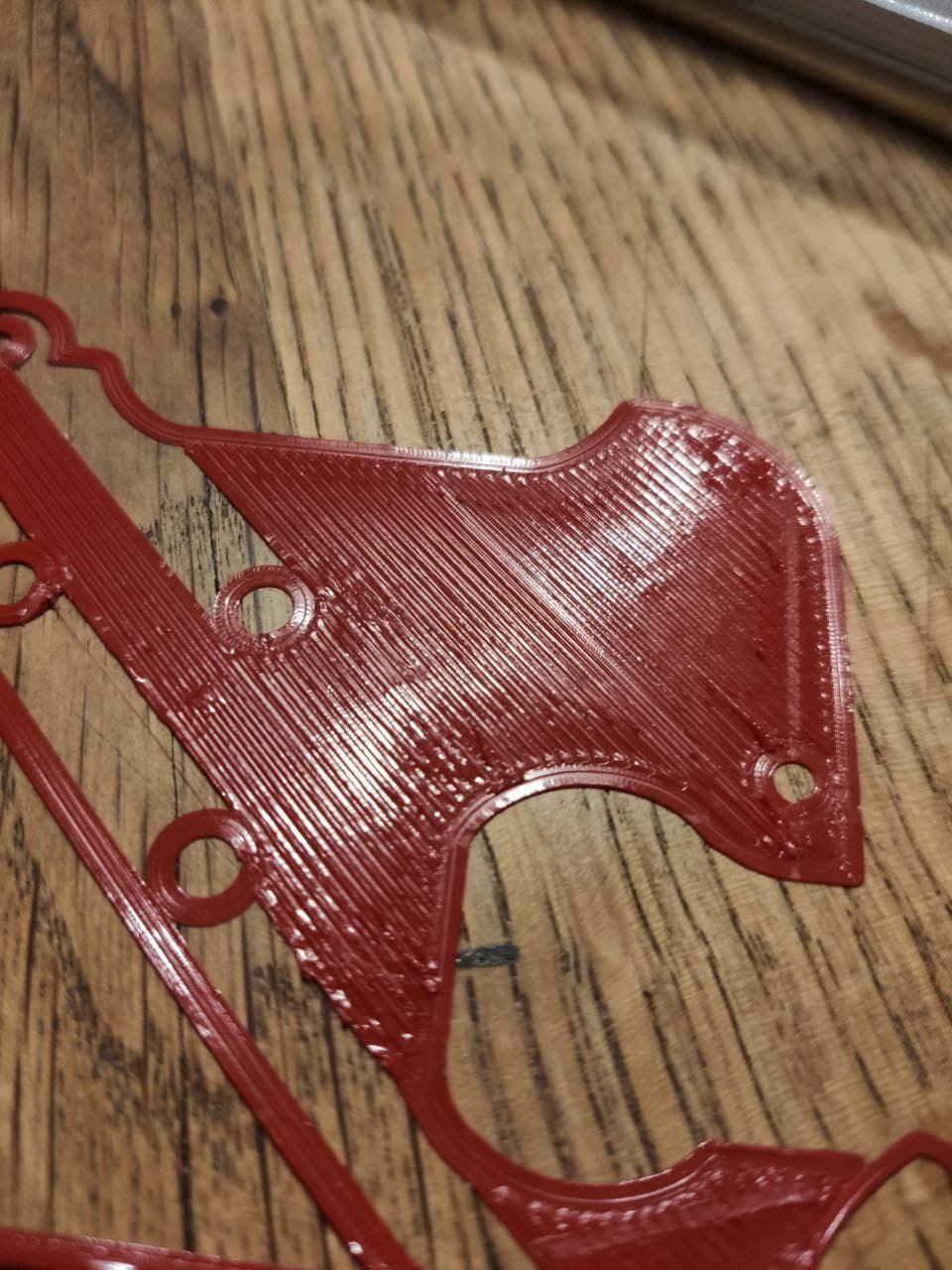
Here are some Photos with 100% flow. Retraction: tried everything between 2-8mm, makes a difference, but doesnt avoid overextrusion.

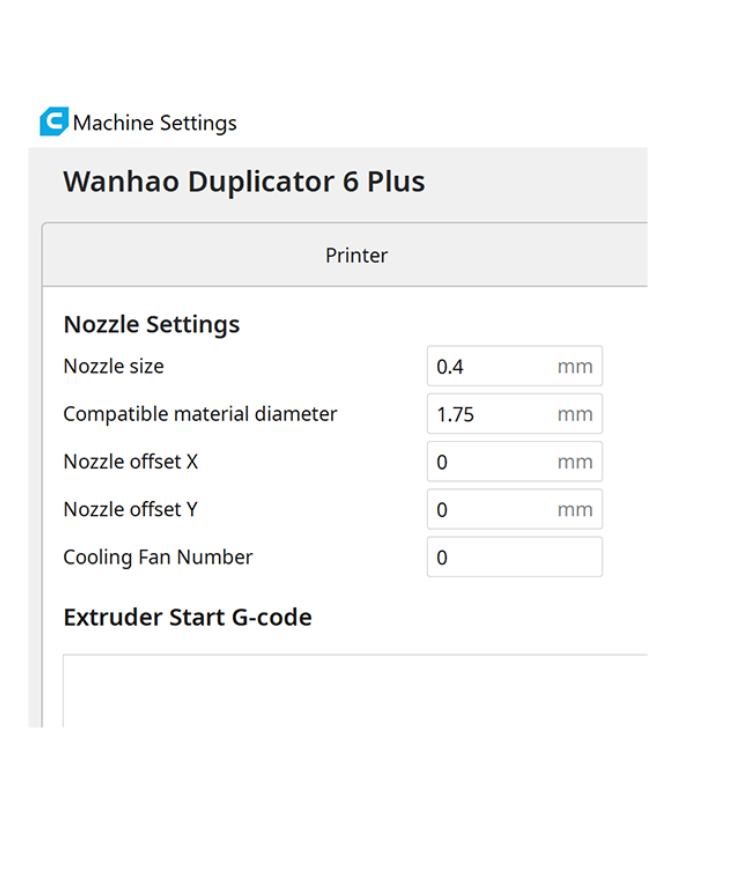
and some settings screenshot:

as mentioned before the "Marlin-Style" Favor was only a test, made no difference compared to "reprap-style"
-
Hi,
Is the slicer set to use absolute or relative extrusion mode?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
This post is deleted! -
@fcwilt said in massive overextrusion, E-Steps are calibrated:
Hi,
Is the slicer set to use absolute or relative extrusion mode?
Frederick
at the moment it is set to absolute in slicer. also M82 in config.g.
Also tried it with relative in slicer and M83 in config... same overextrusion. as mentioned before, also tried 3 different slicers (Cura, Supersclicer, Simpflify3D) -
Hi,
Well I've always been told to use relative but if you tried it already then it must be something else.
The only two things that come to mind are the settings in M92 or perhaps a the presence of a "rogue" M122 command.
I'll keep thinking.
Frederick
-
@Enpixa You need to adjust that first layer. The nozzle is too near the build platform. You can see it in the fact that it's leaving a line in the non-print moves between those circular features are the rest is just too squashed. So it looks like over extrusion because it's being forced out sideways due to the proximity of the nozzle to the build plate. Use baby stepping if necessary but whatever means you use, the nozzle needs to be 0.2mm or so higher on that first layer.
-
@deckingman said in massive overextrusion, E-Steps are calibrated:
@Enpixa You need to adjust that first layer. The nozzle is too near the build platform. You can see it in the fact that it's leaving a line in the non-print moves between those circular features are the rest is just too squashed. So it looks like over extrusion because it's being forced out sideways due to the proximity of the nozzle to the build plate. Use baby stepping if necessary but whatever means you use, the nozzle needs to be 0.2mm or so higher on that first layer.
Deckingman, you are right, that was due the testing-phase, will increase the distance and show you updates soon. Had tested everything from very close (now) to very far ) Didnt help with the overextrusion.
-
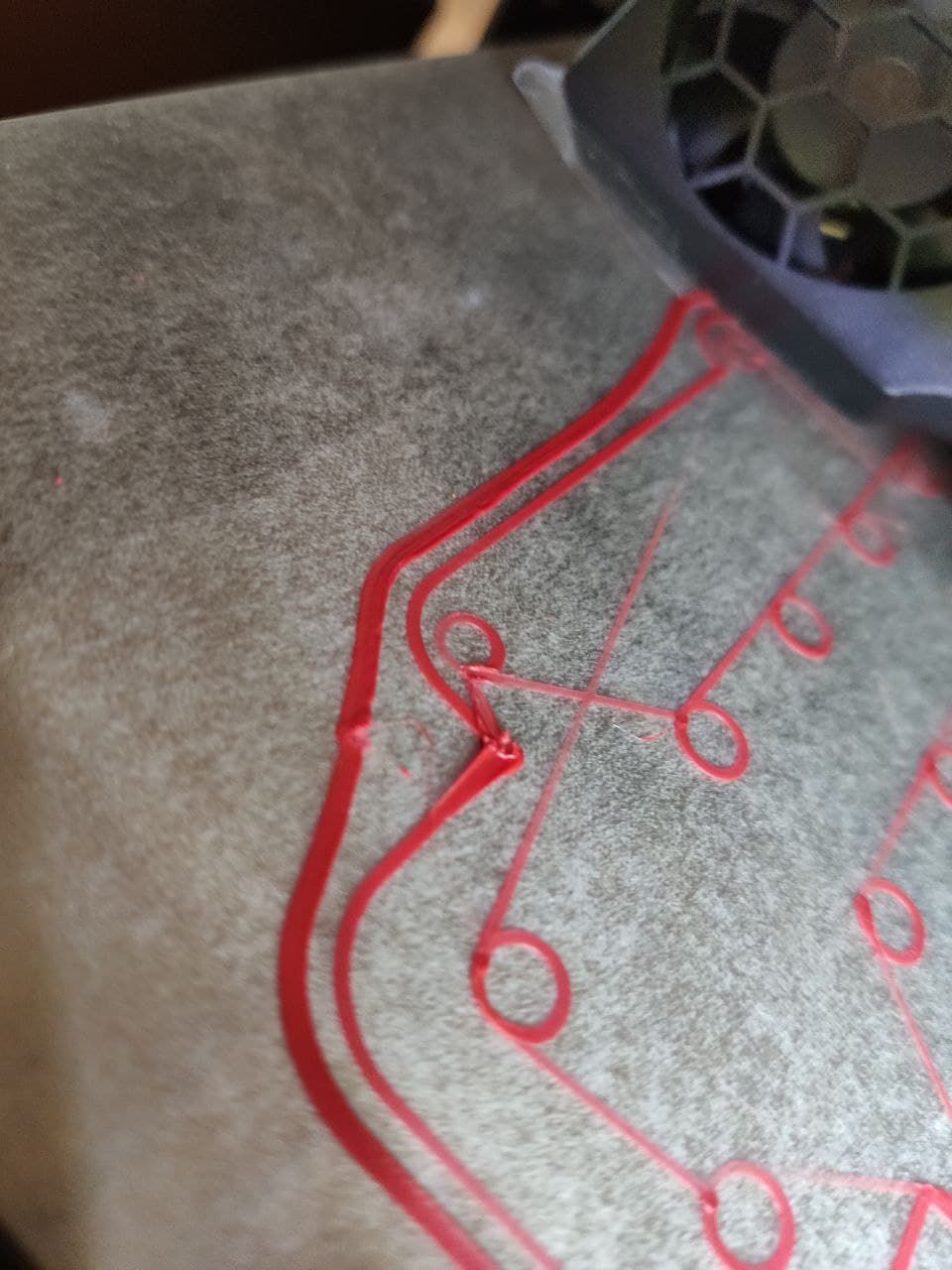
Now are some Photos with more distance to the bed, leveling should be in the "range of ok":

-
Here's a thought.
I experienced some strange over extruding a while back when testing a new slicer.
It turned out that the filament size in the slicer was set to 2.85 instead of 1.75.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@Enpixa There are still streaks on the moves between the circular features, which ought to be non-print moves. That might be because of pressure build up or lack of retraction, but it might also be that the nozzle/bed gap needs to be increased a bit more. Try another 0.1mm baby stepping to see if that helps.
-
@fcwilt said in massive overextrusion, E-Steps are calibrated:
Here's a thought.
I experienced some strange over extruding a while back when testing a new slicer.
It turned out that the filament size in the slicer was set to 2.85 instead of 1.75.
Frederick
-
@deckingman said in massive overextrusion, E-Steps are calibrated:
@Enpixa There are still streaks on the moves between the circular features, which ought to be non-print moves. That might be because of pressure build up or lack of retraction, but it might also be that the nozzle/bed gap needs to be increased a bit more. Try another 0.1mm baby stepping to see if that helps.
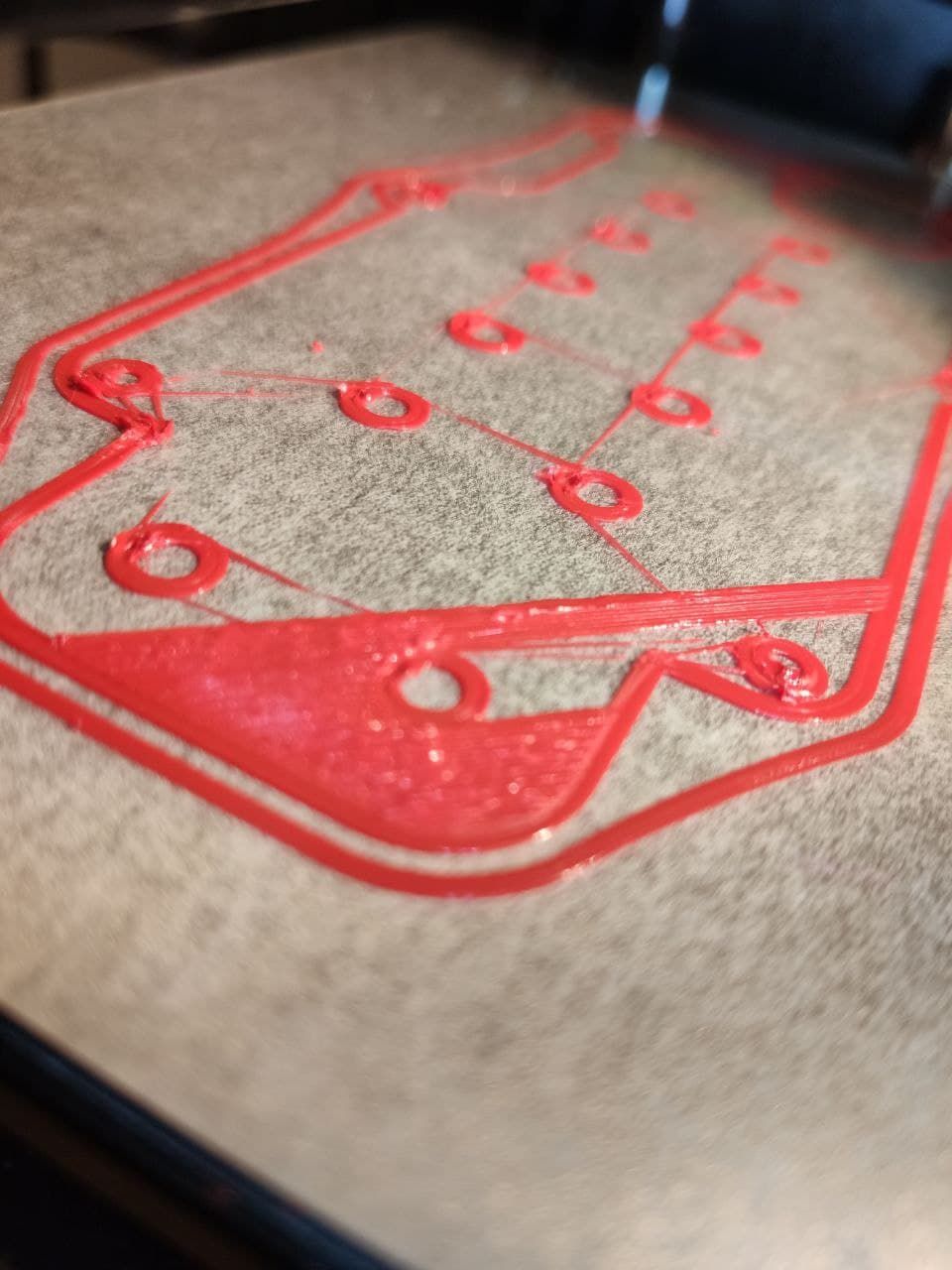
Did some more iterations. This time with Simplify3D, as there i got better retraction- settings for ooze-prevention. First looks ok, but imo lines are far too thick. (also use these slicers with my other 3d-printers, no problems) Distance to printbed is quite far, can easily remove print with my fingers by just gently touching.

After printing a while:
Second attempt, same Settings:
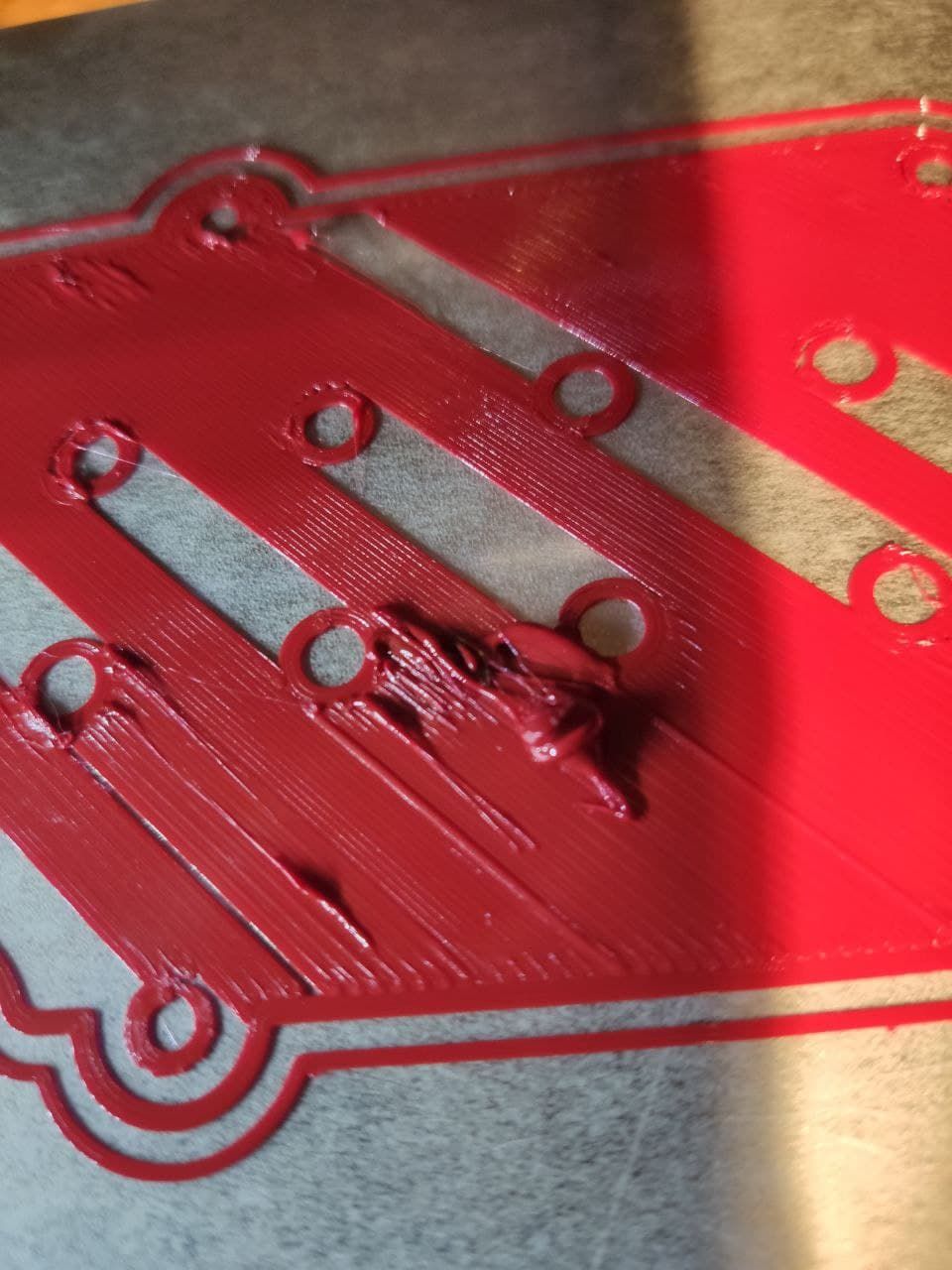
There is some heavy jamming going on at 100% flow.... Filament also came out of my hotendblock.
I still think there is some issue with my config or in the firmware.
Sure it could be some complete wrong settings i made in the slicers, but i checked everything i was thinking of the last days and they are working with my other printers. -
@Enpixa said in massive overextrusion, E-Steps are calibrated:
Filament also came out of my hotendblock.
Like out the heat break side? I think you might need to re-visit the hotend assembly.
fw 3.2 is available now. Probably a good idea to update. Not likely to solve your problems I don't think, but lots of fixes regardless.
Upload to your system tab. https://github.com/Duet3D/RepRapFirmware/releases/download/3.2/Duet2and3Firmware-3.2.zip
-
Little Update: Updated to RRF3 V3.2 now. Also disassembled and reassembled complete Hotend-Block, heatbreak and nozzle. Was no fun as there was a lot of melted filament caused by over-extrusion and clogging all over.
Pitty to tell : Same behaviour. Needs a ~50% Filament Flow to get a kind of "ok" print. I am lacking of new ideas what to try next.
This was printed with ~50% Filament Flow. Switched at higher layers to about ~60% as there was a little space between the lines.
-
@Enpixa said in massive overextrusion, E-Steps are calibrated:
~50% Filament Flow.
that is really strange. are you sure the motor on the extruder is 1.8 degrees? it would explain the result
-
...as mentioned when i do a "G92 E0" followed by "G1 E100" from console it transports 100mm raw filament. Behaves like it should imo.
-
What is the motor?
-
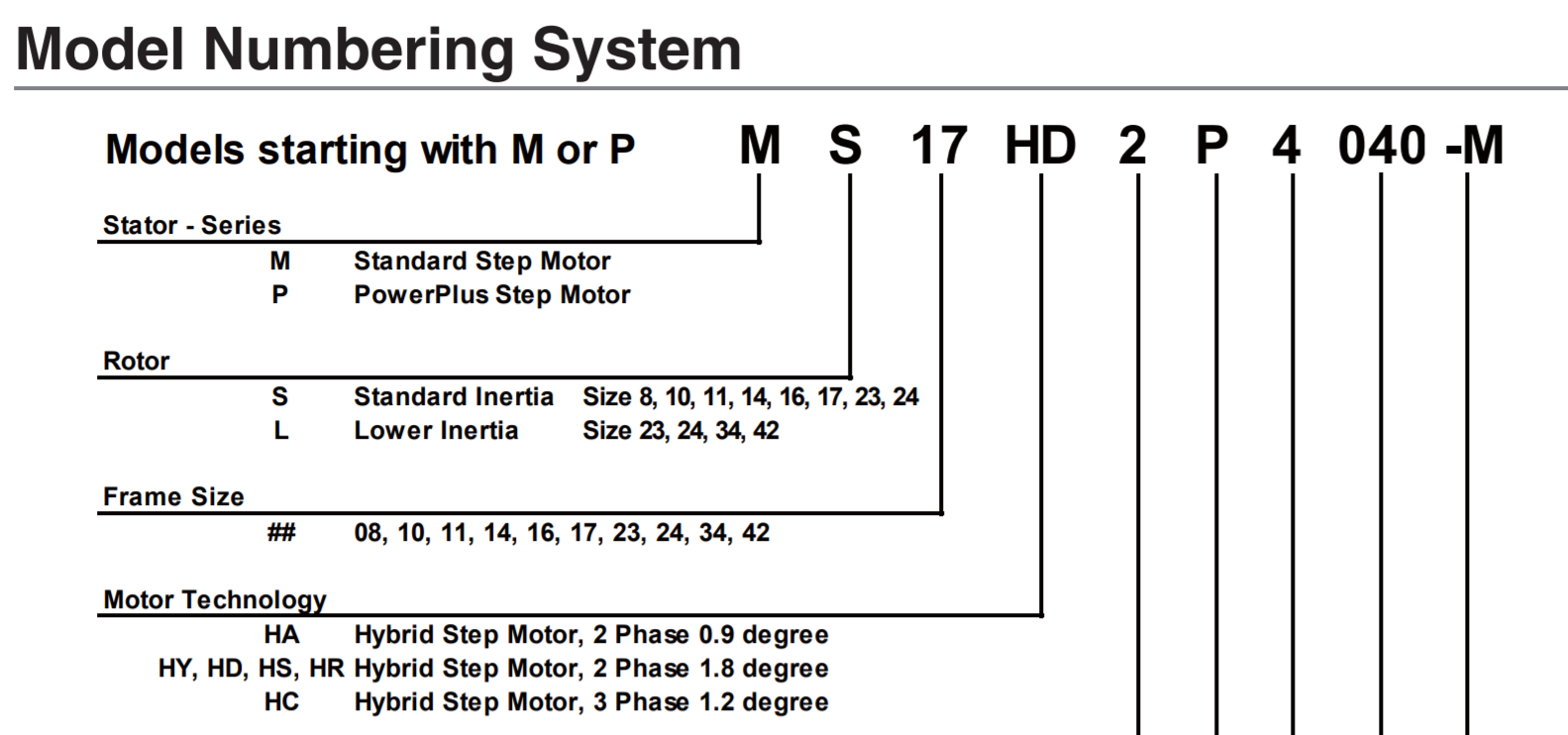
After 2 hours searching i found the specs
")
The Extruder-Stepper (same stepper also used for Z-Axis) used in the Wanhao Duplicator 6 Plus is a Moons Stepping Motor C17HD40102-05NAccording to Moons Numbering System found in a PDF for different steppers it should be a standard 1.8degree stepper (HD) which is specified for the motor technology of 2 different Moons Series, so i guess, that is is the same for the C17-Series.
Also installed this, but still using original stepper:

-
@Enpixa said in massive overextrusion, E-Steps are calibrated:
...as mentioned when i do a "G92 E0" followed by "G1 E100" from console it transports 100mm raw filament. Behaves like it should imo.
Is this with the hotend attached or just pushing the filament through the extruder gears?
-
Also, are you measuring 100mm of filament going INTO the extruder or 100mm of filament coming OUT of the extruder?
(I'm not implying you're an idiot, just trying to check non obvious things since SOMETHING strange is going on and we're not nailing it down yet.)