PID Tune never completes
-
I had my extruder tuned a few weeks ago as i was completing this printer build. I am now trying to get it to print and got an error saying it was taking to long to get up to temp. So i thought i would do another PID tune since now i have all the fans installed, parts cooler etc.
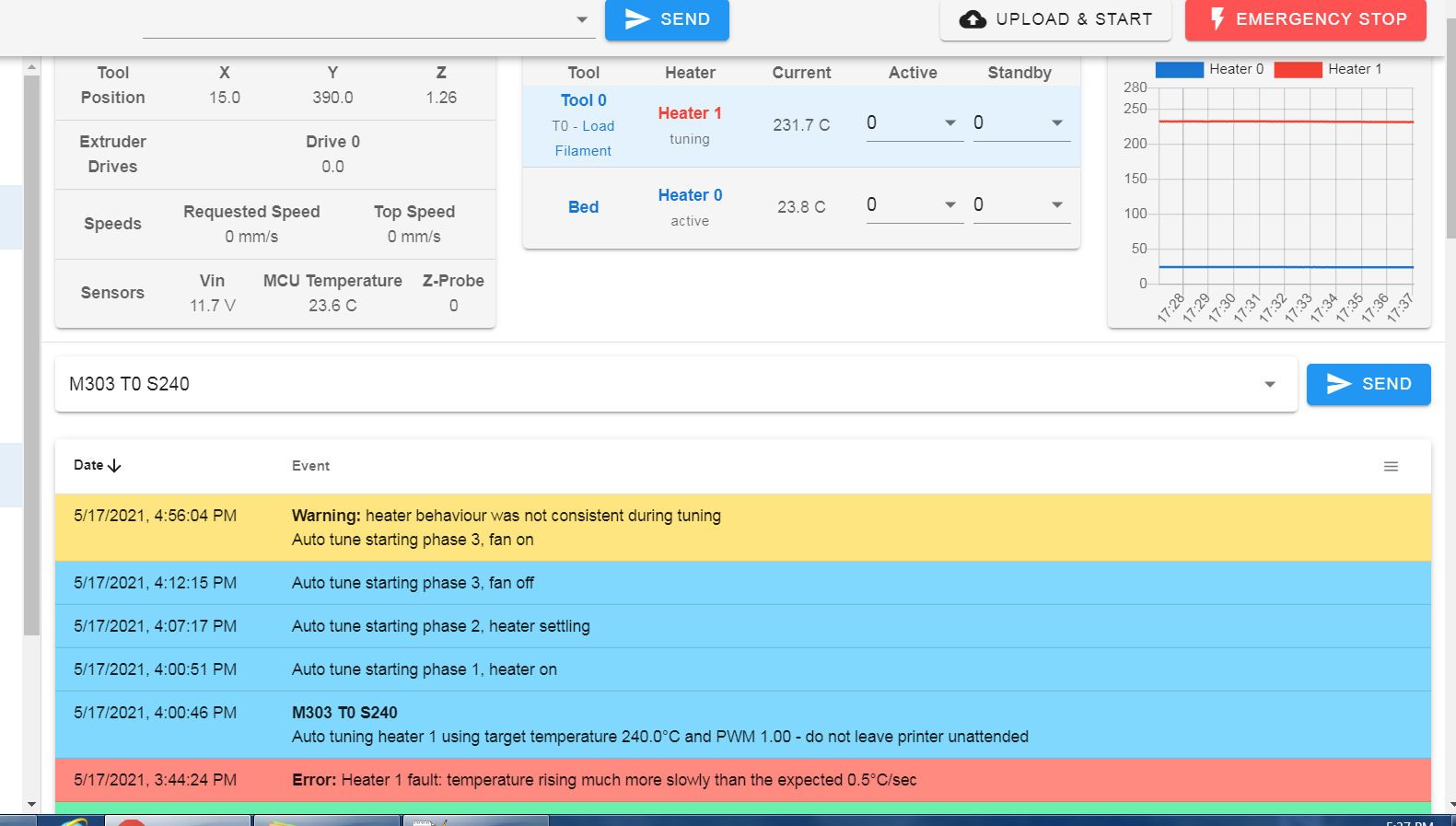
After starting the tune using M303 T0 S236, it gave another error then just stalled out. After resetting the machine and trying a few more times it continually seems to stall out during phase 3, fan on and never completes. Technically it is rising like 0.1 c every few minutes but to me i call that stalling/being stuck. Does anyone have any idea what i may be doing wrong or need to look at. Or does it just require that long to finish? I dont recall it taking that long.
Duet Web Control 3.2.2
Board: Duet 2 WiFi (2WiFi)
Firmware: RepRapFirmware for Duet 2 WiFi/Ethernet 3.2.2 (2021-02-11)
Duet WiFi Server Version: 1.25I know there is an update but wanted to do that after i got the thing printing.
; tool heater M308 S1 P"e1temp" Y"thermistor" T100000 B4725 C7.06e-8 ; define E1 temperature sensor M950 H1 C"e1heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 R1.856 C216.2 D4.86 S1.00 V11.8 ; old settings im trying to update with new PID tune M143 H1 S280 ; set temperature limit for heater 1This is a E3D v6. Following the instructions here https://duet3d.dozuki.com/Wiki/Tuning_the_heater_temperature_control which says to do this with the nozzle around 1mm from the bed.
I started at 11:28am and gave up at 2pm
-
I'm surprised it took that long for a hotend. Can you post a photo of the hotend assembly? Are you using a nozzle sock? 12V PSU?
-
using the normal e3d sock... its the same exact setup as my ft5... and yes its a 12v ATX power supply. uggg..


-
Is the bed on when tuning?
Does it seem like the duct is directing a good amount of air at the block/nozzle itself?
I would try tuning it as a heater instead of a tool and see how it goes. If it succeeds without the fan on, then look at trying to block more of the airflow from the hotend.
M303 H1 instead of T0
-
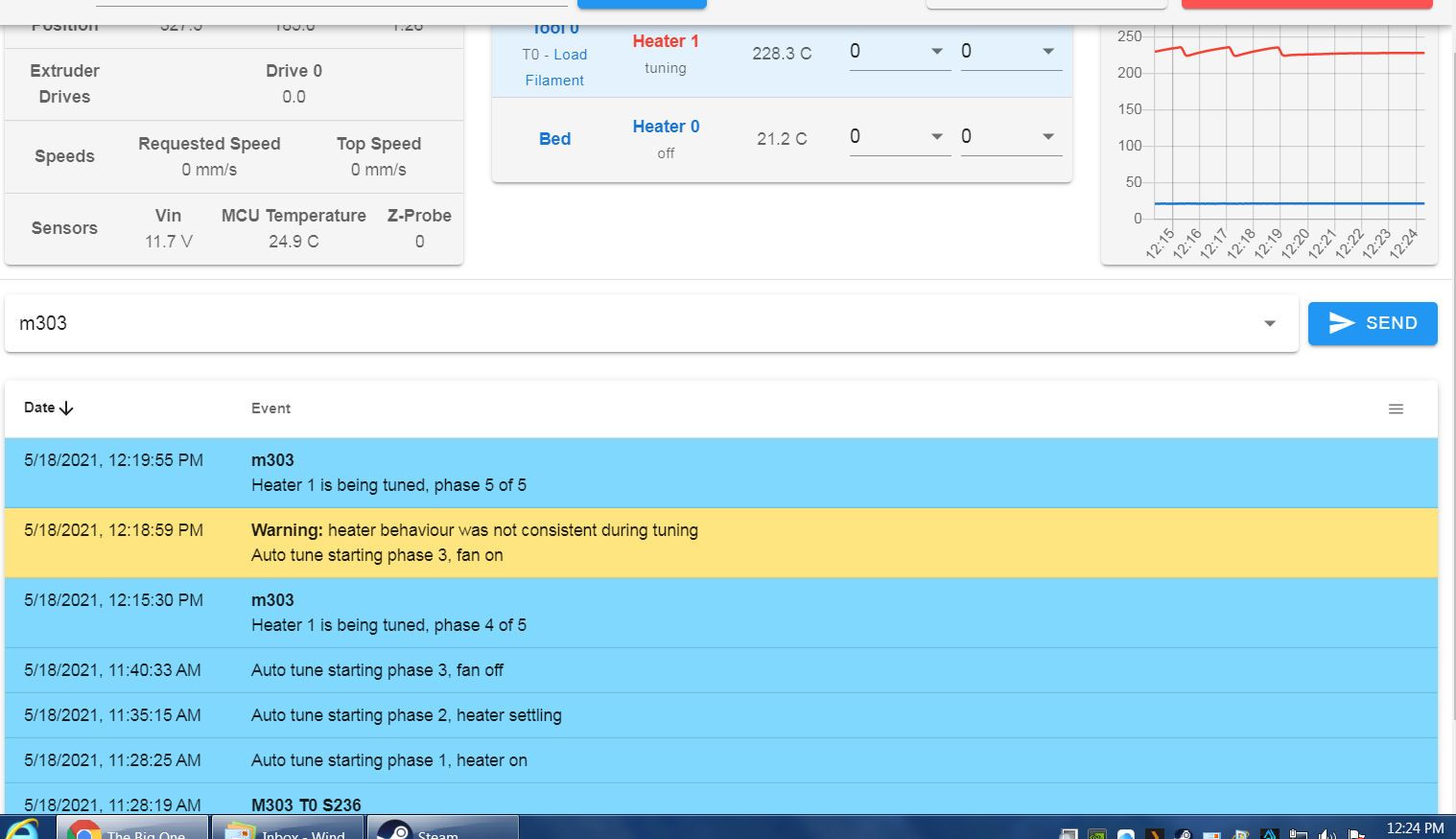
@phaedrux I did not have the bed on. will try using as a heater instead
-
It completed as a heater but im guessing, as you said, that soon as the part fan kicks on it may drop in temp and cant stabilize.. going to try a print again to see what happens... im trying to do a calibration cube , trying to set the proper z height, and trying to monitor the nozzle temp now as well...
-
You could manually introduce the fan. Set it to 50% and redo the tuning as a heater. That might help to stabilize it a bit.
-
@phaedrux I just tried to print the cube again and i cant seem to get the baby steps dialed in the nozzle is to high... but as im trying to dial that in, the part fan kicks on after the first layer then the nozzle drops in temp.
so i need to work on this thing some more. -
The part cooling fan may be over powered for what you need or the duct isn't directed enough. It's probably compounded by being close to the bed and re-directing a lot of air flow around the hotend. Cura has a feature that will gradually increase the fan speed over the first few layers which might help.
If you're finding that the nozzle is too high and you can't get it lower, you should first ensure that when you send the Z axis to Z0 it's actually touching the bed. You might need to adjust your endstop position or adjust for the gap in your homing file by adding a G92 Z# command where the # is the gap between the nozzle and bed when the endstop is triggered. Make sure the bed is as level as possible. If the bed has a bit of warp or there is some gantry sag you would need to use mesh compensation to account for that. Having the probe set up and doing a mesh just to see the heightmap at the point would be helpful to get an idea of the printer geometry.
If you want to be able to increase the range of baby stepping below 0, you would need to change the M208 Z minima to a slightly negative value. But this is the least preferred method to deal with it because it will allow you to more easily crash the nozzle into the bed.
-
@phaedrux I know i can change the fan speed in s3d per layer, but how do you set the fan speed during the PID tuning... and if i can do that then am i tuning again as a tool so it kicks the fan off and on or still as a heater only?
z0 does touch the bed.
-
You'd either use the slider in DWC or send a M106 command to set the fan speed and then tune M303 H1 as a heater. You don't get the benefit of tuning as a tool which uses the fan cooling effect to compensate to maintain temp, but having the fan on during normal tuning gets you part of the way there anyway. Better than a failed tuning anyway. The real solution will be to fix the duct.
-
@phaedrux Yes... i will probably have to reprint this fang. it was designed for a volcano so i have to cut it down when i use them on my v6's... The cut angle i did on this one must be allowing air to hit the hot end..
The original creator never made one for a regular v6 and has never responded to any messages on his thingiverse page about making one for it. -
There's quite a few fang remixes, maybe there's one for the V6?
Maybe CAD a duct for your specific hotend?
-
@phaedrux ive searched thingiverse and grab cad and there's nothing similar that will work with my setup (mainly my bl touch mount). Id make one myself but its a bit beyond my skill. I use solidworks and can make some things but i think id need to learn how to work with splines.
Im just printing another fang for the volcano and will cut it down and hopefully make a better cut this time. -
Sorry it's been a while since I last posted. Ive been busy trying to find a job, doing interviews and had a death in the family recently as well.
As for the hot end not getting up to temp, it has been resolved by reprinting that fang and making a better cut this time. Once that was resolved i was able to attempt a first print, which of course was a calibration cube so i could start dialing in e step accuracy, acceleration and jerk settings etc etc.
Well, before that could happen i had to dial in the z offset of the bl touch to get it to lay down a first layer... I really wish the babystep UI would give you more options for adjustment like the move UI gives. Having just one option at .02 takes forever to get close. In any case its printing but im still squishing a bit much so im still trying to dial that in as each cube was being printed...

After messing with the printer for about 14 hours straight that day i had 4 cubes printed. I was dialing in extrusion multiplier, the e steps, the offset, some ringing... and was getting closer but i went to bed.

The next day i fired the printer up, fired up another cube after making some more tweaks. I had my face down near the glass to observe the first few layers to adjust the babystepping more precisely when i heard a bang that startled me and I watched the glass crack from one side to the other. I was able to let the print continue and did get a completed cube from it but the glass (my 2nd one) is toast. The first glass has an extremely small barely noticeable crack and could be used again but i've decided on something different. I am just guessing here, but from a cold state to 90c on cheap annealed glass was destined for failure. I had planned on dialing back on bed temps once i started getting consistent prints but 90 is where it was sticking good for just glass at that moment.

After this i just decided to custom order some borosilicate glass. The first place i found for my custom sized bed they provided a quote of well over $600. They said boro is stupid expensive but for $40 dollars they could sell me tempered glass and should be fine... reluctantly i said ok and ordered it not wanting to spend over $600. The tempered glass would be about 7 days to have made.
The more i thought about it the more it was bothering me as ive seen boro glass offered for smaller printers dirt cheap so i decided to keep looking. I found another place online that is located about 2 hours away in another state but their site said they have many sizes in stock. I called them up and asked for a quote giving them the same dimensions i gave the first place. He asked what thickness. Having noticed some of the smaller printers were using 3.2mm boro i opted for the 3.8. He came back with a quote of $125! I ordered it and immediately called the other place back and cancelled the tempered glass order and told them about the quote differences for the boro.
So, im sitting here dying to dial this printer in more and i have to wait 7-10 days for this order at which time i have to drive over and get it mind you 2 hours away. Shipping was out of the question since ups is charging by size now and not just weight, not that id trust them with a sheet of glass anyways.I have to give a HUGE HUGE shout out to @fcwilt who helped me completely re-write all my gcode and sort out bed leveling with my setup and mesh compensation , breaking out functions to separate files rather than shove everything into the config file. We spent lots of time on the phone, answering questions and emailing back and forth. Huge thank you to him. I believe once the boro glass is installed the rest will be easy peazy (knock on wood).
-
@wingtip said in PID Tune never completes:
I really wish the babystep UI would give you more options for adjustment like the move UI gives.
In DWC you can change it whatever you like. And in recent 3.x versions of the paneldue firmware you can set it there as well.
@wingtip said in PID Tune never completes:
I am just guessing here, but from a cold state to 90c on cheap annealed glass was destined for failure.
Yeah that's a pretty big thermal shock. Boro should be better. I think thinner may actually be better in these cases so there is less of temp a differential between the bottom and top side, so less internal stress. There's also the heat difference between center and edge.
Keep it up, you're getting pretty close to operational.
-
Might be able to change but what i was after was to have 3 options + or - rather than just 1 option like it has currently. Even just two would be nice... a .1 , and a .02 .... Just wishful thinking :O)

-
Well if you really wanted to customize you could create a folder within the macros folder and then create a set of macros for whatever baby stepping amounts you want using M290 commands. Then when that folder is open on the paneldue it's basically a touch pad.
https://duet3d.dozuki.com/Wiki/Gcode#Section_M290_Baby_stepping