A bit confused about Tools positioning
-
@the_dragonlord it's hard to tell from the photo, but I'd be tempted to say that you're printing too hot, rather than too cold. With a single walled box, there's not a lot of time for the plastic to cool down before the next time the nozzle comes round. Might be that your cooling fans are directed a bit better at your right extruder? Or is it a different filament? I typically print PLA at 190-200 and 45deg bed, but have sometimes gone down to 180deg depending on the filament.
Personally, I think you're better off tuning extrusion by setting your e-steps correctly (doing the mark 110mm then extrude 100mm test), then accurately measuring your filament diameter and putting that into your slicer for that filament (it will change a bit brand to brand, reel to reel).
In general for single walled prints, I tend to bump up the extrusion width a bit (e.g. 0.6mm or more for a 0.4mm nozzle) so they're a bit more stable. Might also help to slow it down a bit to help cooling
Looking at your picture I think one of your next steps might be pressure advance. That will help a bit with the bulge at the corners.
https://duet3d.dozuki.com/Wiki/Pressure_advance -
@engikeneer said in A bit confused about Tools positioning:
@the_dragonlord it's hard to tell from the photo, but I'd be tempted to say that you're printing too hot, rather than too cold. With a single walled box, there's not a lot of time for the plastic to cool down before the next time the nozzle comes round. Might be that your cooling fans are directed a bit better at your right extruder? Or is it a different filament? I typically print PLA at 190-200 and 45deg bed, but have sometimes gone down to 180deg depending on the filament.
Personally, I think you're better off tuning extrusion by setting your e-steps correctly (doing the mark 110mm then extrude 100mm test), then accurately measuring your filament diameter and putting that into your slicer for that filament (it will change a bit brand to brand, reel to reel).
In general for single walled prints, I tend to bump up the extrusion width a bit (e.g. 0.6mm or more for a 0.4mm nozzle) so they're a bit more stable. Might also help to slow it down a bit to help cooling
Looking at your picture I think one of your next steps might be pressure advance. That will help a bit with the bulge at the corners.
https://duet3d.dozuki.com/Wiki/Pressure_advanceHi, esteps are perfectly tuned for both the extruders, I'd like to tune the pressure advance but i don't know how to use the python script to generate the GCODE...is a runtime necessary? What method have you used to set the pressure advance?
-
@the_dragonlord said in A bit confused about Tools positioning:
esteps are perfectly tuned for both the extruders,
In that case, just measure your filament diameter with calipers and run with that. As you print with both heads you'll probably find you want to set the extrusion multiplier a bit below 1 to prevent any exccess material on the top which the other noxxle will scrape and leave a mark. I prefer to tune that by just printing objects and seeing though so not very scientific...
RE pressure advance, the script in the PA wiki page isn't a python script you run, you put it straight into your slicer. I use PrusaSlicer and there's an option for 'Custom G-code' to be inserted at various points (start/end of print, before/after layer change, before/after tool change etc).
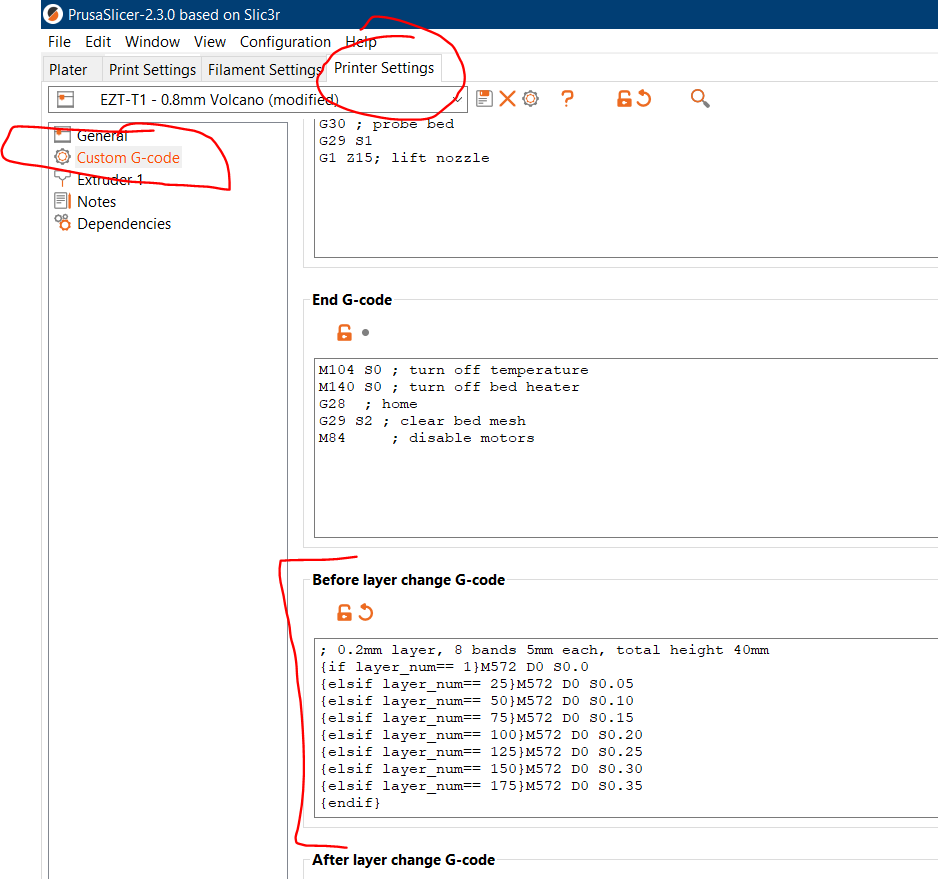
It has built-in place-holder names which you can call to do things with (there's some documentation on their website, but I've found it's a bit of trial and error at times to get the syntax right if you try developing your own...)
Anyways, that will put the PA commands into the print file at the right points. Other slicers will probably have something similar though I've not tried
Alternatively, just set the cube going without that and change the PA on the fly be sending
M572 D0 Sxxxvia the console in DWC, let it run a few layers and adjust again. TBH, this is how I've gone about adjusting/tuning most parameters on my printers because it means you can keep running the same file and tweaking things, rather than having to readjust the slicer, reslice, reupload etc...In this post: https://forum.duet3d.com/topic/6181/tuning-macros-menus-accel-jerk-retraction-pressure-advance, Phaedrux shared some macros that can be quite useful when tuning accel, jerk, retraction and PA. They basically just call the relevant gcode to change the machine parameters (like
M571 D0 Sxxx). They made my life a lot easier when doing this! -
@engikeneer said in A bit confused about Tools positioning:
@the_dragonlord said in A bit confused about Tools positioning:
esteps are perfectly tuned for both the extruders,
In that case, just measure your filament diameter with calipers and run with that. As you print with both heads you'll probably find you want to set the extrusion multiplier a bit below 1 to prevent any exccess material on the top which the other noxxle will scrape and leave a mark. I prefer to tune that by just printing objects and seeing though so not very scientific...
RE pressure advance, the script in the PA wiki page isn't a python script you run, you put it straight into your slicer. I use PrusaSlicer and there's an option for 'Custom G-code' to be inserted at various points (start/end of print, before/after layer change, before/after tool change etc).
It has built-in place-holder names which you can call to do things with (there's some documentation on their website, but I've found it's a bit of trial and error at times to get the syntax right if you try developing your own...)
Anyways, that will put the PA commands into the print file at the right points. Other slicers will probably have something similar though I've not tried
Alternatively, just set the cube going without that and change the PA on the fly be sending
M572 D0 Sxxxvia the console in DWC, let it run a few layers and adjust again. TBH, this is how I've gone about adjusting/tuning most parameters on my printers because it means you can keep running the same file and tweaking things, rather than having to readjust the slicer, reslice, reupload etc...In this post: https://forum.duet3d.com/topic/6181/tuning-macros-menus-accel-jerk-retraction-pressure-advance, Phaedrux shared some macros that can be quite useful when tuning accel, jerk, retraction and PA. They basically just call the relevant gcode to change the machine parameters (like
M571 D0 Sxxx). They made my life a lot easier when doing this!I use Ideamaker as slicer and it doesn't accept conditional expressions unfortunately....I copied and adapted the macros you suggested me...