Delta issues with first layer 3.x
-
Once again asking for help like Bernie... custom 3d delta printer (D300VS). I can get older prints to work okay (simplify3d 1.x and reprap 1.x) have since both upgraded each to 3.x.
Everything homes, calibrates, and mesh maps perfectly, it's flatter than I could imagine. Now my print ALWAYS starts below the homed height. Like I have to micro-step it up 0.7-1.2 mm to have it print the few few layers.
Okay so whatever fine, print goes for about 20-25 layers and the hits a problem with the infill where it pulls the part off. I am using a 99% infill so its a "semi" unique situation. I printed several calibration cubes and other than the bottom being f*ked if I didn't z-step the motors back, everything printed just as i expect. 20mm and nothing wrong except the bottom layer starting height.
I know the D300VS isn't a normal printer and only a few here have tried updating to 3.x but what would cause the behavior that if i set G92 z0 with a piece of paper the G32 call command causes the print head to hit the bed. Without doing that or calling M851 to clear it before hand, it homes (mean:0.00, deviation:0.001). Height map is green, I have a 210mm delta print bed so my "M557 R100 S20" seems to work pretty well.
I don't have any z-offset in my bed.g but from what I can tell its not using that. If I comment out the M557 call the I need to manually set the mesh diameter (as well as use G30 to get a Z height or it yells at me)
M115 call;
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.3 ELECTRONICS: Duet WiFi 1.02 or later FIRMWARE_DATE: 2021-06-15 21:45:03I've included my config, and happy to do any further diagnostics/testing needed. I have printed older Simplify3d (altho less complicated objects fine) I don't know how to export my Simplify3D Settings but I can post whatever is needed and was never an issue before.
Also I'm printing an object at 45 degree angle, the supports all print fine, its the small piece that sticks to the bed thats having the most fits. I've tried rotating both 45 and random degrees even though it says my bed is level.
Recently replaced some ghetto PEI with a sheet fit for my bed from e3d, so that should have gotten better and getting more consistent auto calibration results so I'm at a loss.
-
-
Also advice welcome, starting to get frustrated. Should I scrap this delta and just go with an Ender3 or something. I'm equipped to handle most things, but this has me puzzled; steppers aren't slipping, they're 0.9 degree motors, the JohnSL FSR sensors are kind of a pain in butt at times, but seem accurate enough. I don't get it... suggestions PLEASE. I'd be willing to upgrade the extruder but that doesn't explain the loss in the print quality I experienced just by going through firmware steps. Delta's just a bad idea with not enough support, I don't know.
-
I have a SeeMeCNC Delta Rostock Max V3.2 and I'm getting good prints from mine.
I would suggest turning your microstepping way way down to 16and see if that improves things.
Can you post the gcode and an image of your cube?
Here's my config.g
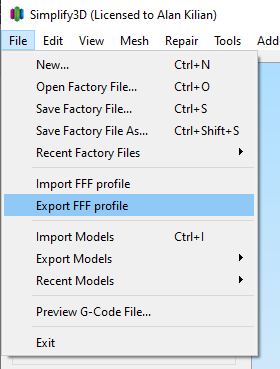
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Tue Mar 09 2021 13:21:24 GMT-0500 (Eastern Standard Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"alan" ; set printer name M665 R132.5 L291.06 B132.5 H400 ; Set delta radius, diagonal rod length, printable radius and homed height M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them ; Network M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards ; Testing external driver ;M569 P5 S1 T4:4:4:4 ; physical drive 5 goes forwards ;M584 X0 Y1 Z2 E3 U5 ; set drive mapping ;M350 X16 Y16 Z16 E16 U16 I1 ; configure microstepping with interpolation ;M92 X100.00 Y100.00 Z100.00 U100.00 E91.00 ; set steps per mm ;M566 X1200.00 Y1200.00 Z1200.00 U1200 E1200.00 ; set maximum instantaneous speed changes (mm/min) ;M203 X18000.00 Y18000.00 Z18000.00 U18000E1200.00 ; set maximum speeds (mm/min) ;M201 X1000.00 Y1000.00 Z1000.00 U1000E1000.00 ; set accelerations (mm/s^2) ;M906 X1000 Y1000 Z1000 E800 U1000I30 ; set motor currents (mA) and motor idle factor in per cent M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X100.00 Y100.00 Z100.00 E91.00 ; set steps per mm M566 X1200.00 Y1200.00 Z1200.00 E1200.00 ; set maximum instantaneous speed changes (mm/min) M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z1000.00 E1000.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 Z0 S1 ; set minimum Z ; Endstops M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop M574 Z2 S1 P"zstop" ; configure active-high endstop for high end on Z via pin zstop ; Z-Probe M558 P1 C"zprobe.in" H5 F60000 T6000 ; set Z probe type to unmodulated and the dive height + speeds G31 P500 X0 Y0 Z0.1 ; set Z probe trigger value, offset and trigger height M557 R132 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4388 C7.06e-8 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4385 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S0.7 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings M501 ; Load config-overrides.g T0 ; Select tool zero ; Miscellaneous M575 P1 S1 B57600 ; enable support for PanelDue M912 P0 S3.5 ; MCU temperature calibrationTo export a Simplify3D configuration use the Export FFF profile
-
@alankilian thanks for the help!!
I have another print going, and i guess i tossed the other cubes i printed so i'll do that tonight and post back here. I'm sorry about the format, just download and change to xml or ffl, this forum won't accept those file typess. Thanks again!
")
-
Your .fff didn't upload.
Maybe you have to rename it something like .fff.gcode before uploading, I don't know.
-
@alankilian Fixed that for ya, but lemme see how this print goes and then print something normal like a calibration cube for you. The G30, G92, etc are so good its weird it's so low. I'll post soon, sorry and thank you!
-
It feels like a dome issue of some kind, as some of the first layer print better (thicker but all too low and thin) than others, but the rods and everything are matched from before. No hardware swaps. The flat bed and height map just confuse me, as well as it being fine before. Post those other details soon!
-
I didn't see anything unusual in your Simplify3d configuration other than that you're underxtruding at 0.9x. I don't think that should cause major problems like hitting the object after 20 layers.
I must admit that I also have never bothered to figure out how to set Z=0 on my delta.
I just home, babystep up 0.45mm and start a print. I REALLY should learn how to set that properly.
I know I'm supposed to do a G30 or something at least once after turning the printer on, but I don't. Bad me I know.
-
@alankilian manual process to to tun a command that allows it below z, set to it to right where it holds a paper and set G92 Z0, then you can get offset with G30 S-1. Like I said it never works for me, just leave it at zero. I believe but not positive after homing if you run G30 it'll set the homed height, and then when you create the mesh map it doesn't complain. I can do that, just the manual process doesn't work for me.
I keep printing a PITA object so if it fails again here I'll move to some benchy type stuff.

