Strange layer offset on coreXY
-
Hello everyone, in this period I built a large 3d printer, these days I configured it but I had a problem with the printing of a cube. despite having followed the guide for configuring a model with corexy logic I had the problem that I show in the image. based on your experience do you have any ideas regarding a possible solution for this problem


-
Are you perhaps losing steps causing it to shift over?
Can you provide a lot more details on your printer and config?
-
thank you for the support, the printer has a print volume of 600x600x700 and mounts nema 23 motors with 3nm of torque, the drivers are dm542 set at 3.76A peak.
the microsteps are set to 1/16.in the part below I have reported the content of config.g and below the content of homeall.g
do you think it is possible that the problem shown in the photo in the previous message could be caused by an excessive amount of microstep?
thanks in advance for your help
; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.5 on Mon Nov 08 2021 15:14:49 GMT+0100 (Ora standard dell’Europa centrale) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"3DP" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M669 K1 ; switch to CoreXY mode M569 P5 T2.5:2.5:5:5 S0 ; physical drive 0 goes backwards M569 P6 T2.5:2.5:5:5 S1 ; physical drive 1 goes backwards M569 P2 S0 ; physical drive 2 goes backwards M569 P3 S1 ; physical drive 3 goes forwards M584 X6 Y5 Z7 E8 ; set drive mapping M350 X16 Y16 Z2 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z80.00 E93.00 ; set steps per mm M566 X1500.00 Y1500.00 Z24.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X18000.00 Y18000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E250.00 ; set accelerations (mm/s^2) M906 X300 Y300 Z300 E300 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X580 Y580 Z600 S0 ; set axis maxima ; Endstops M574 X1 S1 P"!xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop M574 Y1 S1 P"!ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M558 P5 C"!zprobe.in" H5 F120 T6000 ; set Z probe type to unmodulated and the dive height + speeds G31 P1000 X0 Y0 Z0.2 ; set Z probe trigger value, offset and trigger height M557 X0:550 Y0:550 S50 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 D80 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S85 ; set temperature limit for heater 0 to 85C M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss ; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.5 on Mon Nov 08 2021 15:14:49 GMT+0100 (Ora standard dell’Europa centrale) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position ;G1 H1 X-605 Y-605 F3000 ; move quickly to X and Y axis endstops and stop there (first pass) ;G1 H2 X5 Y5 F6000 ; go back a few mm ;G1 H1 X-605 Y-605 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 H1 X-605 Y-605 F3000 ; coarse home X or Y G1 H1 X-605 ; coarse home X G1 H1 Y-605 ; coarse home Y G1 X4 Y4 F600 ; move away from the endstops G1 H1 X-10 ; fine home X G1 H1 Y-10 ; fine home Y G90 ; absolute positioning G1 X0 Y0 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
Can you post the results of M122 as well?
-
thanks for the support, this is the result that is given by running the M122 command
M122 === Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 3.3 (2021-06-15 21:44:54) running on Duet WiFi 1.02 or later Board ID: 0JD0M-9K662-MG5T4-6JKDL-3SD6J-KSPGZ Used output buffers: 3 of 24 (23 max) === RTOS === Static ram: 23876 Dynamic ram: 75072 of which 24 recycled Never used RAM 15444, free system stack 184 words Tasks: NETWORK(ready,14.2%,252) HEAT(delaying,0.0%,326) Move(notifyWait,0.1%,364) MAIN(running,85.7%,441) IDLE(ready,0.0%,29), total 100.0% Owned mutexes: === Platform === Last reset 00:03:40 ago, cause: power up Last software reset at 2021-11-27 17:08, reason: User, GCodes spinning, available RAM 15444, slot 2 Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a Error status: 0x00 Aux0 errors 0,0,0 Step timer max interval 0 MCU temperature: min 24.9, current 25.7, max 26.0 Supply voltage: min 24.1, current 24.1, max 24.2, under voltage events: 0, over voltage events: 0, power good: yes Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0 Driver 0: position 0, standstill, SG min/max not available Driver 1: position 0, standstill, SG min/max not available Driver 2: position 0, standstill, SG min/max not available Driver 3: position 0, standstill, SG min/max not available Driver 4: position 0, standstill, SG min/max not available Driver 5: position 0 Driver 6: position 0 Driver 7: position 0 Driver 8: position 0 Driver 9: position 0 Driver 10: position 0 Driver 11: position 0 Date/time: 2021-11-28 10:01:52 Cache data hit count 4294967295 Slowest loop: 4.16ms; fastest: 0.17ms I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0 === Storage === Free file entries: 10 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest read time 0.4ms, write time 0.0ms, max retries 0 === Move === DMs created 83, maxWait 0ms, bed compensation in use: none, comp offset 0.000 === MainDDARing === Scheduled moves 0, completed moves 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed moves 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1 -1 -1 === GCodes === Segments left: 0 Movement lock held by null HTTP is idle in state(s) 0 Telnet is idle in state(s) 0 File is idle in state(s) 0 USB is idle in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 Daemon is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty. === Network === Slowest loop: 203.64ms; fastest: 0.09ms Responder states: HTTP(2) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions HTTP sessions: 1 of 8 - WiFi - Network state is active WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 1 WiFi firmware version 1.23 WiFi MAC address 48:3f:da:50:32:2c WiFi Vcc 3.40, reset reason Turned on by main processor WiFi flash size 4194304, free heap 24520 WiFi IP address 192.168.137.115 WiFi signal strength -46dBm, mode none, reconnections 1, sleep mode modem Clock register ffffffff Socket states: 4 0 0 0 0 0 0 0 -
You could try reducing the jerk limit as a test?
@dvd479 said in Strange layer offset on coreXY:
M566 X1500.00 Y1500.00 Z24.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
Try 1000 or even 500 for X & Y temporarily, just on the offchance something is not keeping up when both drives suddenly use high power whilst the heaters & extruder are running?
Probably not the cause, but it's the only thing I can think of..
-
thanks for the tip, i tried right now but it seems the change is minimal.
thanks anyway
-
Seems to me that your currents to the stepper moters is too low which maybe causing missed steps ....
your settings--> M906 X300 Y300 Z300 E300 I30I have a coreXY and my currents are set to 700 ma (duet 2 wifi with NEMA 17 17HS4401 steppers)
my settings --> M906 X700 Y700 Z700 E700 I30
-
@dvd479 your offsets are so regular, I would suspect that either microstepping is wrong or pulley teeth. Microstepping of external stepper needs DM542 to be set e.g. (please check table printed on the DM542) on-on-off-on of the switches SW5 to 8 (arrow shows where is on), and please check that you're using 20 teeth pulley, not other number (to get 200*16/40 = 80 M92 setting).
-
I tried to check your suggestions but unfortunately I didn't get any particular changes.
for the pulleys I have checked now and they are 20 teeth so they shouldn't be the cause of the problem, and the drivers are also set to the correct sequence
thanks anyway
-
@dvd479 strange.
An additional idea is that the pulleys are sliding on the stepper shafts. You can check by marking with a felt tip pen over pulley and shaft.

And to be sure, you're using GT2, not HTD or other belts?
-
I used 20 tooth gt2 pulleys, I checked the pulleys on the motors and I did not see any oscillations
thanks for the tips
-
@dvd479 I use M906 X800 Y800 Z800 E800 I30 for the stepper currents on my CoreXY. I believe the 300 your using is not enough.
-
@stephen6309 said in Strange layer offset on coreXY:
I use M906 X800 Y800 Z800 E800 I30 for the stepper currents on my CoreXY. I believe the 300 your using is not enough.
He says early on that he is using external stepper drivers.
Back to the question - another thing to try; reduce the maximum speed from 18000 down to eg. 10000 to be sure the drivers are not missing steps?
-
This is a mechanical problem, not an electronics problem.
Can we see pictures of your belt setup. I guess one or more belts paths are not perpendicular to X or Y motion... -
@whosrdaddy that's a good point, and the best description I know about it is in https://drmrehorst.blogspot.com/2018/08/corexy-mechanism-layout-and-belt.html
-
@whosrdaddy said in Strange layer offset on coreXY:
This is a mechanical problem, not an electronics problem.
The "cube" appears to be slanted, not just deformed scale-wise - or is it just the photo angle?
Any mechanical setup or steps per mm error would give x-y distortion, but not drift, surely?
A given X-Y point should always be the same, no matter how far off true position it is??If there is no slant or layer drift, and only shape distortion, then scaling and mechanics are the likely cause.
-
I would try modifying the step/dir/en timing parameters in the M569 statements. You may be operating right at the limits of the external hardware. Try increasing the values until they are well above the minimum specs in the driver manual. In my sand table with servomotors I use
M569 P5 S1 R0 T4.0:5.0:6.0:12.0 ; drive 5 reverse, lo enable, timing parameters for servomotors
M569 P6 S1 R0 T4.0:5.0:6.0:12.0 ; drive 6 reverse, lo enable, timing parameters for servomotorsThese values allow the motors to hit their back-emf speed limit of 3k rpm.
Some photos of the printer might be useful...
-
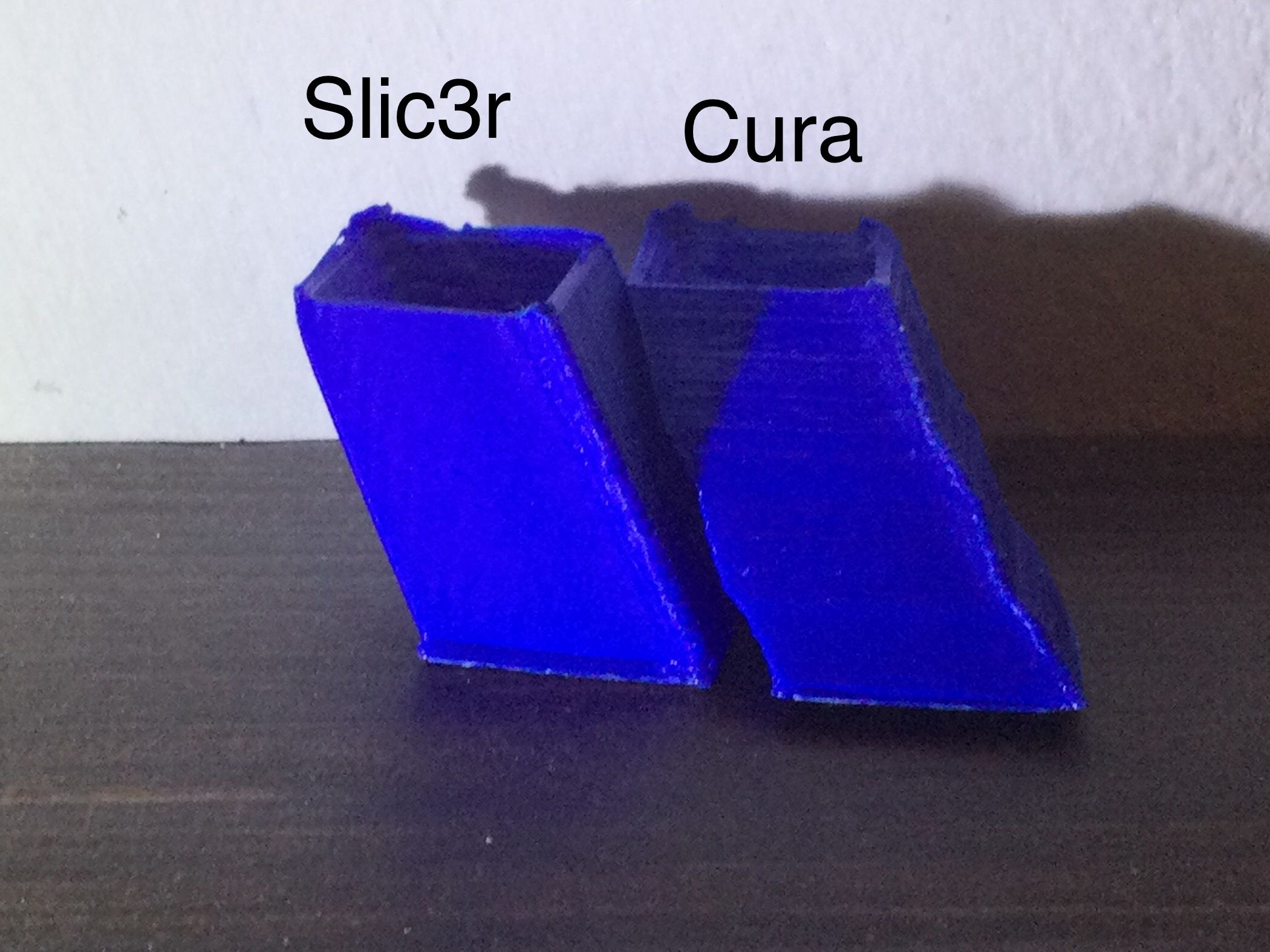
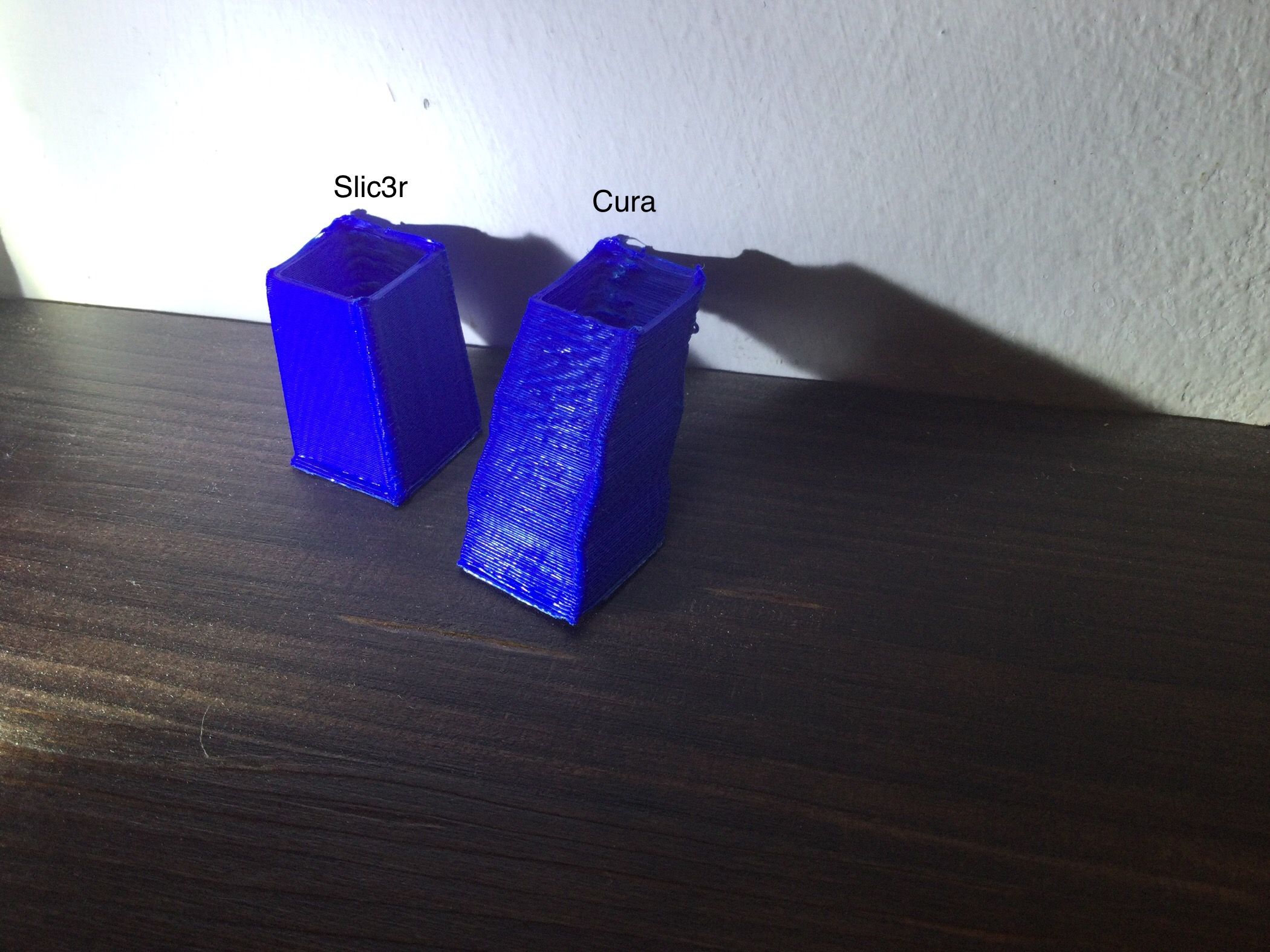
thanks everyone for the advice. at the moment I can't send the photo of the corexy logic used but I think the problem is not due to the positioning of the belts since I used a scheme similar to the voron 2.4. I had also tried to increase the delay times of the motors and also reduced the microsteps to reduce the data flow. I am attaching some photos to show the problem that I have honestly never encountered. I fear it is a software problem and not a mechanical one because as you can see from the photos keeping the same mechanical configuration, generating the gcode with CURA and slic3r I got a different result. do you think it could be a problem of the slicer with the corexy logic?


-
@dvd479 said in Strange layer offset on coreXY:
generating the gcode with CURA and slic3r I got a different result.
you can analyze the two g-codes for differences, they are simple text files. Probably at the beginning is something different. To help you look into it, please publish it.
The corexy logic cannot be the reason, because g-code files contain cartesian coordinates and the firmware translates it into the specific kinematics like corexy.