Muss mit 75 Prozent Extrusion drucken
-
Kenne die Einstellungen von bondtech, das kann ich gerne mal ändern und mal eine kleinen Würfel ausdrucken. Werde dann morgen berichten. Daran solls nicht scheitern.lg wolfgang
-
The only other thing I can think of is if you are using 3mm filament and have the slicer set to 1.75mm you would need to set to 60% extrusion factor which is close to your 70% factor.
If you've calibrated the extruder esteps and have the correct nozzle diameter set, the slicer should be producing correct GCODE and it would be extremely unlikely that the Duet would somehow cause overextrusion when running standard GCODE.
Maybe post the beginning of a GCODE file you are printing and we'll see something in there.
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
@Wolfgang-Klein to make troubleshooting this simpler, I suggest removing "advanced features" from you config:
- M593 input shaper
- M592 non-linear extrusion
- M591 filament monitor
- M572 pressure advance
- M404 and M200 are pretty uncommon (at least I have never used them!) are you using volumetric extrusion in your slicer?
and just to make sure: your mesh levelling is still leaving enough room at the first layer and block the flow because you are too close to the bed?
-
Danke für Ihre Überlegungen, nutze 1,75 mm und ist in config.g auch so konfiguriert im slicer auch. . Werde morgen mal die gcode Datei eines Würfels posten.
-
Das werde ich gerne ausprobieren und einen probeausdruck machen. Wird morgen werden. Vielen Dank.
-
Das übersetzungsprogramm hat manchmal komische Begriffe. Wenn ich mit normaler extrusion drucke, dann wird der Abstand zwischen nozzl und Druckobjekt schnell so klein, dass kein filament mehr raus kommen kann. Kann ich hier auch ein Video anhängen. Dann können sie sehen was ich meine? Liebe Grüße Wolfgang
-
Ja mein mesh leveling ist auf eine Abstand von ca. 0.1 mm eingestellt. Es ist wirklich die Menge an Material die einfach zu viel raus kommt.
-
@wolfgang-klein wenn du mit mesh levelling einen guten konsistenten Abstand zwischen Düse und Druckbett (oder weiter oben dann Druckobjekt) hast, dann passt es. Wichtig ist nur, dass es eben weiter oben auch immer noch konstant ist.
Wenn du sagst dass gerade im ersten Layer der Abstand so stark schwankt dass die Düse quasi vom Bett "abgedichtet" wird, dann brauchst du Mesh Levelling (oder ein besseres Bett oder ganzen Drucker
 )
)Ja, Videos und Bilder kannst du per drag & drop anhängen.
-
Ok werde ich morgen anhängen.
-
Soderle mal einen testwürfel gedruckt und vorher alle
M593 Eingabeformer
M592 nichtlineare Extrusion
M591 Filamentmonitor
M572 Druckvorschub
M404 und M200
deaktiviert.
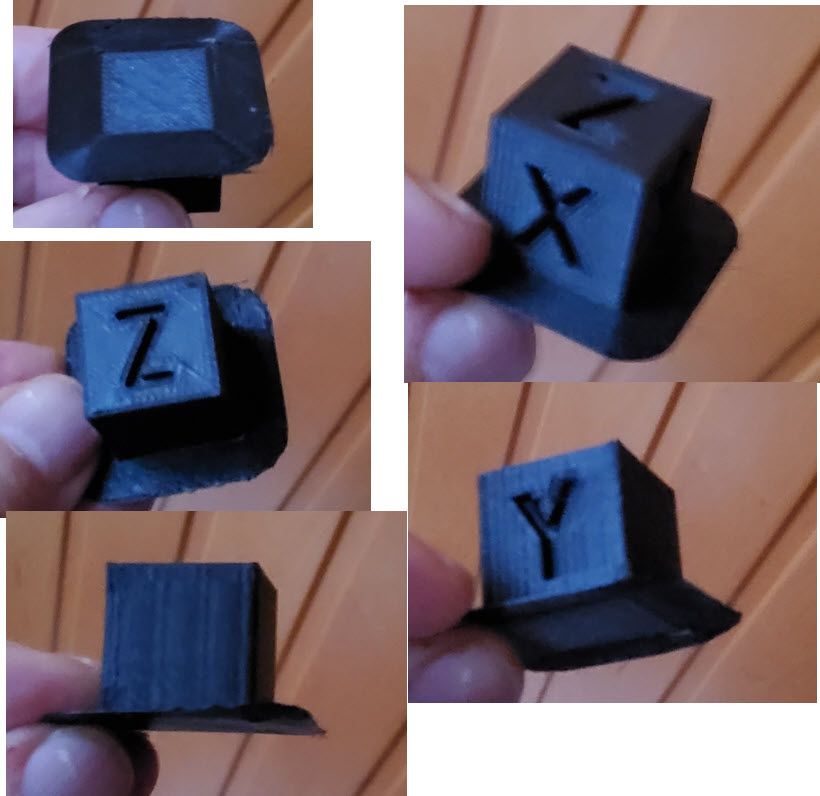
Der Druck hat gut geklappt mit 100 Prozent Extrusion.
Danke.
D.h. irgend eine Einstellung ergibt das Problem... Etwas ghosting in der Y Achse.
Das ist doch schon mal eine Schritt in die richtige Richtung.
Habe mit 100 mm/s gedruckt und 205 Grad mit PLA.
 Video Wolfgang.mp4
Video Wolfgang.mp4 -
Videos scheinen nicht möglich zu sein. Schade
-
@resam M593
Eingabeformer
M592 nichtlineare Extrusion
M591 Filamentmonitor
M572 Druckvorschub
M404 und M200
deaktiviert.
Der Druck hat gut geklappt mit 100 Prozent Extrusion.
Danke.
Dh irgend eine Einstellung ergibt das Problem... Etwas Ghosting in der Y Achse.
Das ist doch schon mal einen Schritt in die richtige Richtung.
Habe mit 100 mm/s gedruckt und 205 Grad mit PLA.
Video Wolfgang.mp4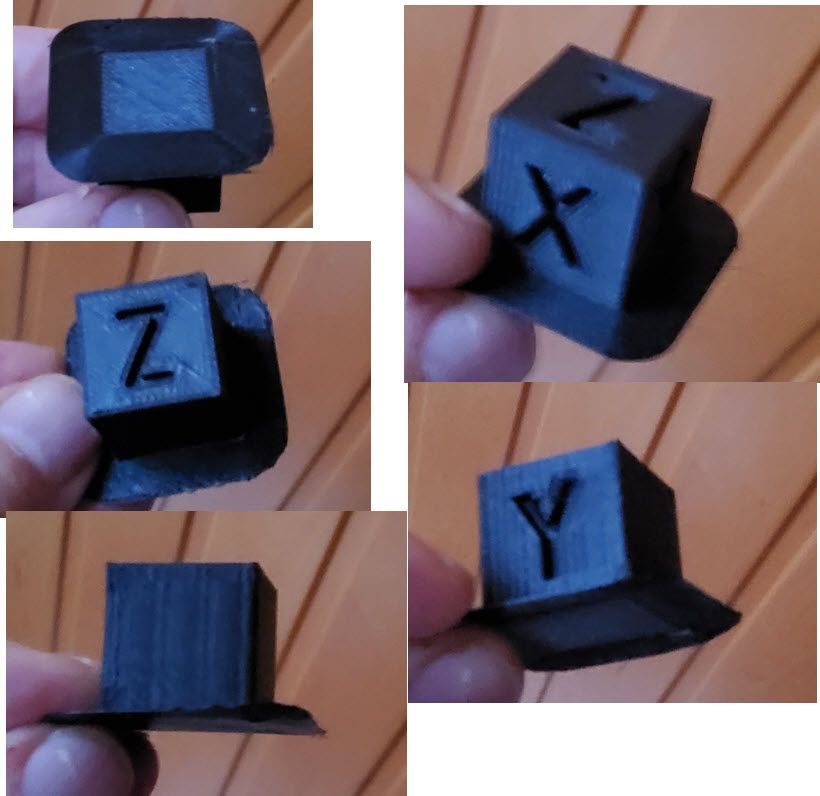
-
@wolfgang-klein Super! Damit hast du das Problem auf eines der genannten Features eingegrenzt!
100mm/s mit 0.4er Düse ist schon leicht auf der sportlichen Seite für schwache Hotends. Dein Mosquito sollte damit aber gut zurecht kommen. Um dir das Leben zumindest jetzt noch leichter zumachen, kannst du vielleicht noch etwas "runter vom Gas" gehen, auf 80mm/s oder so.
Schalte die Features eines nach dem anderen wieder an, und mach einen Testdruck. Damit solltest du genau herausfinden welches Feature das Grundproblem ist, und dann können wir das richtig einrichten!
-
@resam ja das mache ich, melde mich mit den Ergebnissen wenn ich alles getestet habe, kann etwas dauern da mein Urlaub vorbei ist. Vielen Dank für deine Hilfe.
-
@resam drucke dann auch mit 80 mm pro s
-
@resam der befehl m404 N1.75 D0.4 verursacht die Probleme mit der überextrussion. Wenn dieser Befehl aktiv ist dann stoppt er bei der 2. Schicht weil,die Düse vom filament dicht gedrückt wird.
 Danke für deine Unterstützung. Da hätte ich nie drauf getippt. Wurde so von der Firma RatRig als Befehl in der config.g vorgeschlagen....Danke
Danke für deine Unterstützung. Da hätte ich nie drauf getippt. Wurde so von der Firma RatRig als Befehl in der config.g vorgeschlagen....Danke -
@resam
 vielleicht habe ander das gleiche Problem. Dann kann die Info ja nützlich sein.
vielleicht habe ander das gleiche Problem. Dann kann die Info ja nützlich sein. -
@dc42 it seems that
M404is causing massive over-extrusion. @Wolfgang-Klein is using it based on his printer's manufacturer's config advice from https://v-core.ratrig.com/firmware/#configgI'm not familiar with this command, but https://duet3d.dozuki.com/Wiki/M404 reads like it should not affect anything apart from progress reporting (maybe?). What is it supposed to do - and what is it really doing?
The only references in the code I could find point to
src/Storage/FileInfoParser.cppwhich seems inconspicuous... -
Bitte nochmal prüfen ob im Slicer Volumetric Extrusion eingeschaltet ist oder nicht.
-
@resam if you enter M404 on a machine where it's not set in config.g, you will see that it defaults to 1.75mm. So it would be the nozzle diameter that would affect extrusion? Either way sounds like a bug. It's worth noting that with 3.4b4 the nozzle diameter parameter is gone.
I will talk to ratrig to get the M404 line removed.