What criteria to print layer the Slicer
-
Hi,
This is a curiosity that has arisen for me... Anyone know the criteria that the slicer uses to decide how many layers of to print?
CASE A. EASY
- You have to print an object 2 mm high, and you have selected in the slicer layers 0.2 mm. Not counting rafts, the printer will make 10 layers
CASE B.
- You have to print an object 2 mm high, and you have selected in the slicer layers 0.18 mm. Not counting rafts, the printer, how many layers will it make? 11 or 12?
CASE C
- You have to print an object 2 mm high, and you have selected in the slicer layers 0.23 mm. Not counting rafts, the printer, how many layers will it make? 8 or 9?
Does this criterion depend on the slicer?
-
@peirof I believe most slicers just chose the number of layers that gives the closest height, so in case B it will do 11 layers and you'll get a 1.98mm high object
-
-
@fcwilt It's simple curiosity.... Know what is the criterion used by Slicers, in case this is ever important for the piece that has a certain height ... But I don't know if I'll ever use it, if I print usually with layers of 0.16 /0.20, it's the maximum deviation I'm going to have. Curiosity
-
@peirof It's not very difficult to test on whatever slicer you favour.
On my PrusaSlicer the answer to case B is 11 layers, 1.98 high. It even shows you that in the user interface (no need to read gcode):
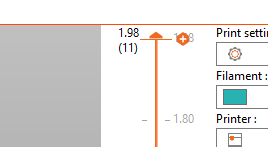
Reading through the gcode, this is the last Z change (note that the gode has zero-based counting, so layer 10 is the 11th layer):... G1 X-49.24 Y-49.159 E.02829 ;LAYER_CHANGE ;Z:1.98 ;HEIGHT:0.18 ; layer change to layer 10 = 1.98mm ;;; G1 Z1.98 F10800 G10 ; retract G1 X-49.383 Y-50.135 G1 X49.383 Y-50.135 ...Case C is 9 layers, 2.07 high:
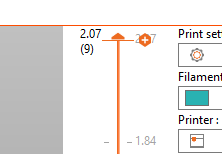
and... G1 X-49.254 Y-49.194 E.03431 ;LAYER_CHANGE ;Z:2.07 ;HEIGHT:0.23 ; layer change to layer 8 = 2.07mm ;;; G1 Z2.07 F10800 G10 ; retract G1 X-49.399 Y-50.151 G1 X49.399 Y-50.151 ...