Corexy printer with duel z drives, only one z drive works
-
Hello,
I purchased a new Duet3 6HC for my corexy printer. I have tried everything I can think of to get both drives working but only one does. Then I thought I would try moving the 2nd drive to the last drive as in Z0.2:0.5. When I tested it did not work so I put the wires back on 0.3. For some strange reason, I decided to test it one more time and send the following code to the printer:m584 X0.0 Y0.1 Z0.2:0.5 E0.4, 3but forgot to change the connection to the 0.5 drivers and it worked. So now I am really confused. I have the config file set correctly as in
M584 X0.0 Y0.1 Z0.2:0.3 E0.4which won't work until I send the code to with Z0.2:0.5. Any help would be great because it's not practical to keep the setup like this. Here is my config file:
;Configuration file for Duet 3 MB 6HC (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Sun Sep 25 2022 23:33:49 GMT-0400 (Eastern Daylight Time) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Duet 3" ; set printer name M669 K1 ; select CoreXY mode ; Drives M569 P0.0 S1 ; physical drive 0.0 goes forwards M569 P0.1 S1 ; physical drive 0.1 goes forwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P0.3 S1 ; physical drive 0.2 goes forwards M569 P0.4 S0 ; physical drive 0.3 goes backwards M584 X0.0 Y0.1 Z0.2:0.3 E0.4 ; Driver 0 controls the X motor, 1 controls Y, 2 and 3 control Z motors, 4 control E motors M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E420.00 ; set steps per mm M566 X900.00 Y900.00 Z300.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X7500.00 Y7500.00 Z7500.00 E1200.00 ; set maximum speeds (mm/min) M201 X3000.00 Y3000.00 Z500.00 E250.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X390 Y330 Z400 S0 ; set axis maxima ; Endstops M574 X1 S1 P"io0.in" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin io0.in M574 Y1 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin io1.in ; Z-Probe M558 P5 C"^io7.in" H5 F900 T6000 ; set Z probe type to switch and the dive height + speeds G31 P25 X-26 Y35 Z2.5 ; set Z probe trigger value, offset and trigger height M557 X24:300 Y20:270 S20 ; define mesh grid ; Heaters M308 S0 P"temp0" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0 M950 H0 C"out0" T0 ; create nozzle heater output on out0 and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H0 S310 ; set temperature limit for heater 0 to 310C ; Fans M950 F0 C"out7" Q500 ; create fan 0 on pin out7 and set its frequency M106 P0 S0.5 H T45 ; set fan 0 value. Thermostatic control is turned on ; Tools M563 P0 D0 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous T0 ; select first tool thx for anh help. -
@dmbe11 hello, as first steps I would run M122 to check that the board has a current firmware version and update it if it is not. Then M98 "config.g" to check the config.g for syntax errors. Then insert a simple*) error in config.g and run M98 "config.g" again to check that the correct config.g is run, because maybe the config.g is in the wrong directory on the SD card.
*) with simple I mean an error which doesn't prevent the firmware from starting
You can also post the M122 results after a few move commands here for a check whether there is some strange reporting.
-
@dmbe11 you may have the order of the 0.3 and 0.5 mixed up.
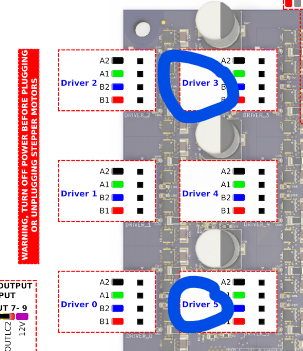
i've made this mistake in the past -
@jay_s_uk Thank you that's it. I looked closer and that is exactly what I did. That was a good catch.
-
@dmbe11 not the first and not the last so don't worry
-
 undefined Phaedrux marked this topic as a question
undefined Phaedrux marked this topic as a question
-
undefined Phaedrux has marked this topic as solved