Are these parts suitable for this 3D printer design?
-
here a few time for you as some have say , ive designed and built my printer it used 8mm screw for the bed first , but the screww what bending under the weight of heated bed , replaced it by belt than had the problem of bed goign down on power off , i fixed that problem by changing a few pulley , i have 20>60-20>60-20 for reduction , even when power is off bed stay were it is , it doesnt drop . it is powered in my vace by 2 60mm nema 17,
like many said , it is better to have a light head that move in the X-Y axis than having a heavy bed that move on y or X , bed should only go up or down . think about your design maybe a bit more . other things you should look into is to use 12mm belt for axis not 6mm , 6mm will act like spring in those dimension , my printer started with 6mm belt now it all 12mm and it fixed many of the issue i had with 6mm
-
@Dad003
Thank you -
@mahmoudz
Hello Sir. How are you?
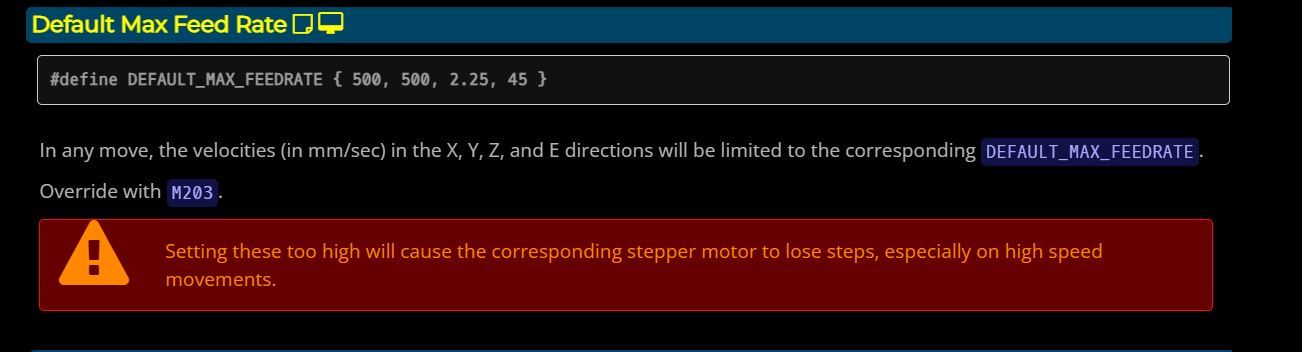
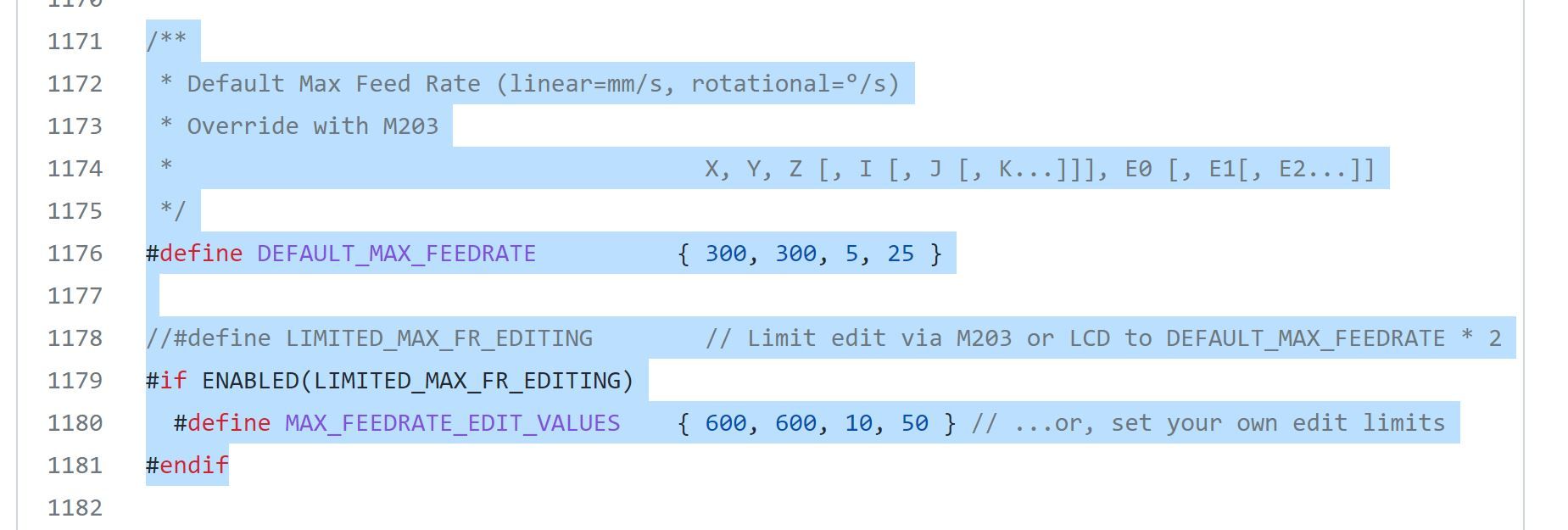
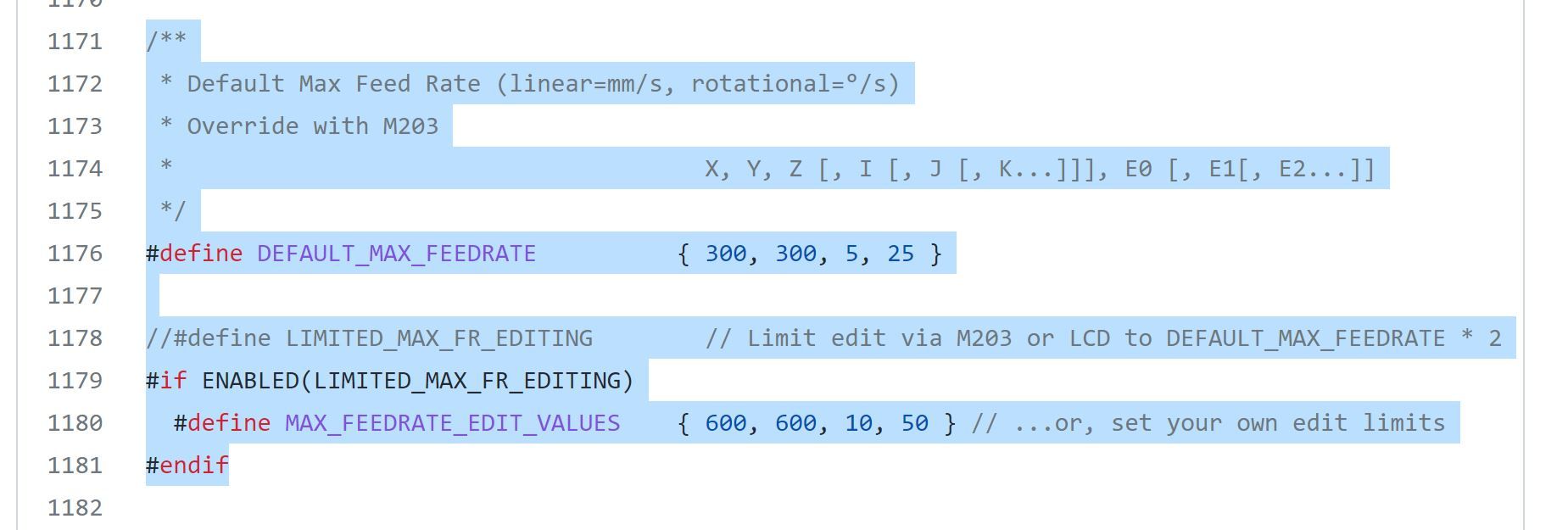
Sir do you know what is "max feedrate" in marlin? how these “max federate” numbers are calculated?I checked the Marlin examples folder and checked different models of printers and each of them included unique settings for “.And because of the uniqueness of these numbers in different printers, I guessed that this section must be very important because different printers use unique numbers.
I did a lot of searching on a topic in Hypercube printers and I couldn't find the answer for how to calculate max feedrate. I even asked this question in Facebook groups and I still haven't found the answer. also, On Marlin's website, there is not much information about this issue.
And forgive me for asking you so many questions during this time. I really search for topics first, and if the topic is unclear, I come and ask questions in forums and groups. thanks a lot for your help.

Unfortunately, malin website does not explain how the numbers should be calculated.

(And even the numbers in the Marlin firmware are not the same as the numbers in the Marlin manual.).
-
@mahmoudz max_ feed_ rate is just another way of saying "maximum speed". "Feedrate", "feed rate", "speed", and "velocity" are all the same thing - hence the units are distance per unit time - i.e. mm/sec, or mm/minute, if you are in a car, the kph (kilometres per hour).
")
Think of it as a speed limit. The firmware will limit the speed of any axis to whatever you set the maximum feed rate to. So if you tried to move an axis at a crazy high speed, the maximum feed rate would prevent that. You would normally set it to correspond to the speed where the stepper motor torque started to drop significantly. For "normal" printing, you are unlikely to reach those sort of speeds. If you set it too low, it will limit the maximum speed that you can print at. To give you rough idea, I do non-print moves at 350mm/sec ad don't want my 3kgs of moving mass to go any faster than that, so I set my maximum feed rate to 21,000 mm/minute which equates to 350mm/sec.
The RepRap equivalent of the Marlin command is is M203. https://docs.duet3d.com/User_manual/Reference/Gcodes#m203-set-maximum-feedrate
-
@deckingman
Thanks alot.
I understand it. Basically, the actual speed is set by the slicer and we include a limit for that speed so that the speed does not exceed that value. it's true?
And the following 4 numbers (300,300,5,25) mean for X, Y, Z and extruder?
And in addition to the extruder, this maximum speed should be defined for other triple axes (X,Y,Z) as well (Basically, here it is meant to limit the speed of the motors for the other three axes)?
Thank you very much for your help. That’s very kind.
-
@mahmoudz said in Are these parts suitable for this 3D printer design?:
Basically, the actual speed is set by the slicer and we include a limit for that speed so that the speed does not exceed that value. it's true?
Yes. That's correct.
-
@cosmowave
thanks alot.
-
@mahmoudz Yes to all of that. Also, bear in mind that a normal print move would be in the form G1 Xn Yn En and that for this purpose, the extruder (E) is treated just like an axis. For that G1 move, each axis move (including the extruder) must start and end at the same time. So if any one of those axes reached the maximum feed rate threshold, then all the other axes will also be limited, even though they might be running slower than their individual maximum feed rate values.
-
@deckingman
Thank you very much for your help. Actually, I learned a lot of good
Thanks alot -
@mahmoudz For future reference, the Duet range of products run RepRap firmware and not Marlin. The two are very similar to each other but there are differences. You'll find that the documentation for RepRap firmware often has better descriptions of what each command does and how best to implement them.